一种足球用自动点胶机的制作方法
本技术涉及足球制造设备,尤其是涉及一种可自动对足球进行点胶操作的点胶机。
背景技术:
1、目前足球运动的日益盛行,使得足球的需求量也日益上升,可是当前的足球产品的表面拼缝都是人工手动点胶,手动人工点胶效率低下,并且需要耗费大量的人力成本,经济效益不高。
2、当足球产品需要人工点胶时,需要一手转动足球,一手握胶筒,将原料胶涂抹在球面的拼缝处上,一手转一手涂。这样作业不仅需要耗费大量人力,并且由于点胶工人的动作协调性、专注力及疲劳等原因,会导致点胶不均匀、点胶量时少时多、重复点胶等质量问题。
技术实现思路
1、为解决人工进行足球点胶效率低下且质量不稳定的问题,本技术提供一种足球用自动点胶机。
2、本技术提供的一种具有旋转夹持结构的足球点胶机采用如下的技术方案:
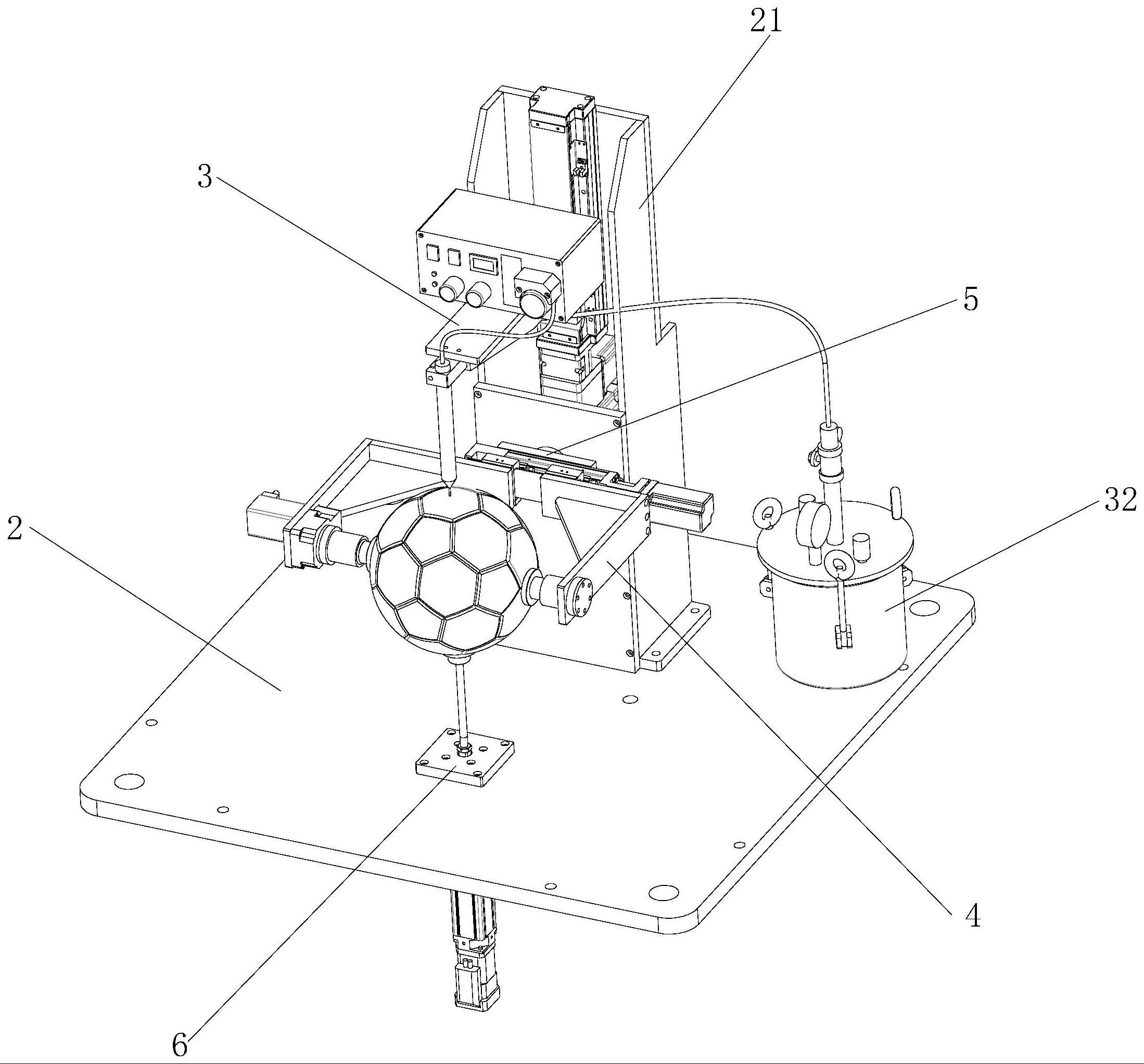
3、一种足球用自动点胶机包括定位机构、旋转夹紧机构、转动机构、点胶机构和控制系统,定位机构用于将足球定位于指定加工点;旋转夹紧机构包括夹紧机构和旋转机构,夹紧机构与旋转机构共同作用以夹住位于指定加工点的足球,旋转机构用于使足球沿前后方向旋转;转动机构用于使旋转夹紧机构转动,从而带动沿前后方向旋转的足球同时向左右方向转动;点胶机构用于在足球的上顶点对转动中的足球表面的拼缝进行点胶操作,该上顶点为点胶加工点;控制系统能够控制上述机构,加工前,控制定位结构使足球位于指定加工点,控制点胶机构位于点胶加工点,加工时,控制旋转夹紧机构和转动机构,以使足球在加工过程中所有拼缝都会经过点胶加工点,控制点胶机构当未点胶的拼缝位于点胶加工点时进行点胶操作,已点胶的拼缝或非拼缝表面经过点胶加工点时停止点胶操作。
4、通过采用上述技术方案,定位机构能将足球移动至指定加工点使旋转夹紧机构可以准确的夹住足球,既可以避免人工安装时足球位置偏离指定加工点导致点胶不准确或增加控制系统计算操作负担的情况,又可以避免旋转夹紧结构夹在足球的拼缝上导致部分拼缝无法被点胶的情况;旋转夹紧机构包括夹紧机构和旋转机构,夹紧机构稳定且牢固的夹持住足球有利于增强对足球的控制,使足球可被点胶机按指定顺序、方向和速度旋转,并且确保在加工过程中不会出现足球与夹紧机构发生相对滑动的现象,保证足球加工顺利完成,此外,夹紧机构在稳定牢固的夹住足球的同时不能过度夹紧导致足球变形,从而影响加工的准确性;旋转机构可使足球沿一个方向转动,转动机构可使旋转夹紧机构沿与旋转机构旋转方向垂直的方向转动,从而带动足球沿该方向转动,旋转夹紧机构和转动机构的配合转动,使足球可同时沿两个互相垂直的方向转动,从而使足球的整个表面都能够经过位于足球上顶点的点胶加工点,除了与夹紧机构接触的表面,但由于和夹紧机构接触的表面不包括拼缝,所以这一部分表面无需经过点胶加工点;点胶机构用于在点胶加工点进行点胶操作,由于旋转夹紧结构和转动结构的共同作用可使足球表面全部的拼缝都经过点胶加工点,因此点胶机构只需移动到点胶加工点后便无需再次移动,避免了加工过程还需移动点胶机构的复杂操作,使点胶机的设计更为简洁明了,各机构分工明确也更有利于控制系统对点胶机进行控制;控制系统可用于控制上述机构,加工开始前,控制足球位于指定加工点,点胶机构位于处于指定加工点的足球上顶点的点胶加工点,以确保加工前,足球和点胶机构都能处于相互配合的准备状态,足球被旋转夹紧机构夹住后,控制系统控制点位机构接触对足球的控制,使旋转夹紧机构完全控制足球,加工开始后,控制点胶机构开始进行点胶操作,并且同时控制旋转机构和转动机构进行转动,通过根据拼缝的方向不同,分别控制旋转机构的旋转速度和转动机构的转动速度,使足球表面拼缝在上述两个速度的共同带动下,以均匀的速度经过点胶加工点,从而使点胶机构涂抹的原料胶可均匀的分布在足球表面的拼缝上,在点胶均匀的前提下,免除了对点胶机构点胶速率的控制,从而简化了控制系统的操控难度,足球表面的拼缝都会经过点胶加工点,能确保足球表面拼缝都能被点胶,避免出现加工缺陷,此外,如果点胶机构在加工过程中不可避免的需要经过足球表面的非拼缝区域或是已点胶区域时,需要控制系统控制点胶机构的停止点胶操作,等需要点胶的拼缝被旋转到点胶加工点时,再开始进行点胶操作,以避免重复点胶或在非拼缝处点胶,节约原料胶的同时,保证足球的点胶质量,综上所述,控制系统能使足球表面的拼缝被准确、均匀且不重复地点胶,且非拼缝处不被点胶,保证足球产品的质量优异且稳定。
5、可选的,控制系统包括存储单元、计算单元和控制单元,存储单元用于存储指定加工点位置信息、点胶加工点位置信息、足球表面拼缝路线信息、单位拼缝长度所需的原料胶量信息和点胶机构的点胶速度信息;计算单元能够根据存储单元存储的足球表面拼缝路线信息,计算出使足球表面拼缝都会经过点胶加工点的足球转动路径,再根据计算出的足球转动路径、单位拼缝长度所需的原料胶量信息和点胶操作速度信息,计算出旋转夹紧机构和转动机构的转动角度和速度以及点胶机构开始和停止点胶操作的时间;控制单元能够根据存储单元的信息,控制定位机构将足球定位于指定加工点,控制点胶机构位于点胶加工点,根据计算单元计算出的旋转夹紧机构和转动机构的转动信息,控制旋转夹紧机构和转动机构的转动角度和速度,根据计算单元计算出的点胶机构开始和停止点胶操作的时间信息,控制点胶机构开始和停止点胶操作,使足球表面的拼缝都能被准确、均匀且不重复地点胶。
6、通过采用上述技术方案,由于加工的足球产品尺寸、拼缝纹路和拼缝所需原料胶量都相等,因此只需在控制系统的存储单元中储存下上述所说的信息,即可免去每次加工前的输入数据并且检查匹配的流程,加快加工过程,提高加工效率;但上述的信息并不能直接被点胶机所用,因此需要计算单元根据现有的信息,转化为可用于控制点胶机各机构操作的操作信息,因此需要计算单元将足球表面的拼缝路线信息计算转化为足球转动路径,再通过足球转动路径结合单位拼缝长度所需的原料胶量和点胶机构的点胶速度计算转换为旋转夹紧机构和转动机构的转动信息,转动信息包括了转动速度信息和维持这一转动速度的时间信息,该时间信息由这一段拼缝的长度、单位拼缝长度所需的原料胶量和点胶机构的点胶速度共同决定,该转动速度信息由上述时间信息和这一段拼缝的长度、方向共同决定,旋转机构和转动机构的转动速度信息不同,时间信息相同,两者配合作用使拼缝可以匀速通过点胶加工点,由于足球转动路径不可避免的会经过非拼缝表面或已点胶拼缝,因此还需要根据足球转动路径计算出点胶机构开始和停止点胶的时间信息,使点胶机构在未点胶的拼缝经过点胶加工点时进行点胶,已点胶或非拼缝区域经过点胶加工点时停止点胶,得到上述信息后,控制单元就可根据这些可用于控制各机构的信息以及存储单元中无需计算就可以用于控制的信息对各机构进行控制,加工准备阶段,根据存储单元的位置信息,足球被定位系统定位到指定加工点,夹紧机构夹紧足球,并且点胶机构到达点胶加工点,加工开始阶段,根据计算单元提供的转动信息和时间信息,旋转机构和转动机构控制足球转动,使足球表面的拼缝匀速经过点胶加工点,同时点胶机构进行点胶操作,当点胶加工点需要经过无需点胶操作的部分时,点胶机构停止点胶操作,等足球转动到需要点胶操作的拼缝位于点胶加工点时,点胶机构继续进行点胶操作。
7、可选的,控制系统还包括摄像单元,摄像单元用于获取转动中足球表面拼缝的实时位置信息,并将实时位置信息传输给计算单元;计算单元接收到摄像单元传输过来的实时位置信息,如足球表面拼缝偏离点胶加工点,计算单元修改足球转动路径,以确保足球表面拼缝路线回到点胶加工点的位置。
8、通过采用上述技术方案,摄像单元能够识别出足球表面的拼缝位置,并将拼缝的实时位置信息传输给计算单元,计算单元可将拼缝的实时位置信息和点胶加工点的位置信息进行比对,若拼缝的实时位置信息与点胶加工点的位置信息出现偏差,计算单元会通过拼缝的实时位置信息修改足球转动路径,从而通过新生成的足球转动路径重新计算出旋转夹紧机构和转动机构的转动信息以及点胶机构开始和停止点胶操作的时间信息,控制单元再通过新计算的转动信息和时间信息,控制旋转夹紧机构和转动机构转动和点胶机构的点胶操作,通过增设摄像单元和增加计算单元的修正能力,使点胶机对足球表面拼缝的点胶操作更为准确,避免了意外碰撞或晃动对点胶操作的影响,保证了足球产品的质量稳定。
9、可选的,旋转夹紧机构包括夹紧机构和旋转机构,夹紧机构包括一个连接板、两个夹盘臂和两个活塞夹盘,连接板的两端各固定连接有一个夹盘臂,两个夹盘臂相互平行,两个活塞夹盘相向布置,两个夹盘臂远离连接板的一端分别固定有一个活塞夹盘,活塞夹盘可相对夹盘臂转动,并且每个活塞夹盘能通过一个活塞进行伸缩,当用于夹紧位于指定加工点的足球时,两个活塞相向伸长,当松开加工完成的足球时,两个活塞相向缩回;旋转机构包括产品旋转结构和旋转伺服电机,产品旋转结构安装在其中一个活塞夹盘上,能通过旋转伺服电机驱动沿前后方向进行旋转,产品旋转结构通过带动活塞夹盘旋转进而带动足球旋转;所述控制单元通过控制伺服电机输出以控制产品旋转结构的旋转角度和速度从而控制足球沿前后方向的旋转角度和速度。所述转动机构包括:连接板转动机构和转动伺服电机,连接板转动结构连接于所述连接板远离所述夹盘臂一侧,可沿左右方向转动,且转动角度不超过180度,连接板转动结构通过带动所述连接板转动从而带动整个所述旋转夹紧机构转动,再以此来带动足球沿左右方向转动;转动伺服电机用于驱动连接板转动结构转动;所述控制单元通过控制转动伺服电机输出以控制连接板转动结构的转动角度和速度从而控制足球沿前后方向的转动角度和速度。
10、通过采用上述技术方案,连接板用于固定连接两个夹盘臂,使两个夹盘臂一直处于相对静止的状态,当转动机构对旋转夹紧机构进行转动时,连接板可使夹盘臂不发生相对移动,从而保证足球一直被稳定的控制;平行的夹盘臂可使夹紧机构夹持在足球对应的两侧,以提高夹持的稳定性,无论转动到哪个角度都能保持夹住足球;活塞夹盘用于在不损坏足球的情况下对足球进行控制,盘状结构也能更好的适应足球表面的弧度,在夹持过程中不会对足球形成过度挤压,避免足球因挤压变形,从而保证点胶操作的准确度,活塞夹盘上的活塞可通过控制活塞夹盘的相向移动达到夹持足球和松开足球的目的,可便于点胶操作结束后更换足球产品,活塞夹盘可以相对夹盘臂自由转动,活塞夹盘因夹紧足球与足球相对静止,足球需要相对夹盘臂旋转才可进行加工,因此活塞夹盘也需要能够相对夹盘臂旋转;产品旋转结构安装在一端的活塞夹盘上,可通过控制活塞夹盘的旋转进而控制足球的旋转,旋转伺服电机使产品旋转结构的转动更为精确、快速,旋转伺服电机受到控制单元控制,控制单元通过计算单元给出旋转机构转动信息,通过旋转伺服电机控制产品旋转结构转动的角度和速度,从而控制足球沿前后方向转动;连接板转动结构可通过控制连接板转动从而通过夹盘臂、活塞夹盘进而控制足球沿左右方向旋转,由于点胶加工点位于足球的正上方,因此连接部转动结构转动角度不可以超过180度,但由于有旋转结构,不超过180度也不会影响产品点胶操作,转动伺服电机精确、快速的控制连接板转动结构,控制单元通过计算单元给出转动机构转动信息,通过转动伺服电机控制连接板转动结构转动的角度和速度,从而控制足球沿左右方向转动;旋转夹紧机构和转动机构共同控制足球产品,使足球表面的拼缝全都能以指定速度经过点胶加工点,使拼缝能被完整的点胶。
11、可选的,定位机构包括定位板、气缸和定位针,气缸包括圆柱形缸体、在缸体中运动的活塞和连接活塞的活塞杆,缸体垂直于定位板并固定于定位板上,活塞杆在缸体远离定位板的一端伸出并沿远离定位板的缸体长度方向延伸;定位针朝向远离定位板的活塞杆运动方向固定在活塞杆上,用于插入足球的打气孔内以固定足球;所述控制单元可根据存储单元存储的指定加工点位置信息,通过控制气缸运动使定位针将足球定位于指定加工点。
12、通过采用上述技术方案,定位板可用于固定气缸;气缸用于使定位针能够上下移动,通过控制单元对气缸中气压的控制进而控制活塞运动带动活塞杆移动,使定位针定位足球于指定加工点,当足球被旋转夹紧机构控制后,活塞向下运动,使定位针脱离足球,以避免阻碍点胶操作;定位针通过刺入足球的打气孔内来固定足球,以简单的、快速的、不会破坏足球的方式实现对足球的控制,简化了定位足球于指定加工点的过程,提高加工效率。
13、可选的,点胶机构包括胶头手柄、胶桶、点胶机和调节机构,胶头手柄用于在足球表面的拼缝进行点胶操作,并且能够实时开始或停止点胶操作;胶桶用于存储原料胶;点胶机包括原料胶管,用于通过原料胶管从胶桶中吸取原料胶并传送到胶头手柄进行点胶操作;调节机构包括导轨和延伸板,延伸板与导轨垂直且能在导轨上移动,并且延伸板远离导轨一端固定有平行于导轨的胶头手柄;控制单元能根据所述存储单元存储的点胶加工点的位置信息和点胶速度信息,通过控制延伸板在导轨上的运动,使胶头手柄位于点胶加工点进行点胶操作,通过控制点胶机传送原料胶至胶头手柄的速度,从而控制胶头手柄的点胶速度,能通过所述计算单元算出的点胶机构开始和停止点胶操作的时间信息,控制胶头手柄的开始或停止点胶操作。
14、通过采用上述技术方案,加工准备阶段,控制单元通过控制延伸板在导轨上的移动,使胶头手柄移动至点胶加工点,加工进行阶段,点胶机可从胶桶中吸取原料胶,并受到控制单元的控制以指定速度传送到胶头手柄,进而使胶头手柄可以在足球表面的拼缝均匀的点胶,当足球表面拼缝离开点胶加工点时,胶头手柄在控制系统的控制下停止点胶操作,并在需要点胶的拼缝旋转到点胶加工点时再次开始点胶操作,点胶机构可在点胶加工点对足球进行均匀的点胶操作,并且在无需点胶的足球表面转到点胶加工点时停止点胶操作,有利于足球产品的质量稳定。
15、可选的,连接板还包括连接滑轨和两块移动板,连接滑轨沿连接板长度方向朝两侧延伸,连接滑轨的背面固定有所述连接板转动结构,两块移动板的中心与连接滑轨与连接板转动结构的连接处的距离相等并且在连接滑轨上等距配合移动,等距配合移动为一块移动板远离或靠近连接滑轨与连接板转动结构的连接处移动时,另一块移动板也做远离或靠近连接滑轨与连接板转动结构的连接处移动,并且移动距离和速度皆相等,每个夹盘臂固定于一个移动板远离连接滑轨与连接板转动结构的连接处的一端;存储单元还用于存储不同尺寸足球的指定加工点的位置信息、点胶加工点的位置信息以及对应的移动板的位置信息,以及不同拼缝足球的表面拼缝路线信息;控制单元还能根据存储单元存储的移动板的位置信息,控制移动板沿连接滑轨移动到对应的移动板位置。
16、通过采用上述技术方案,两块移动板和连接滑轨能使旋转夹紧机构夹持住不同尺寸大小的足球,增加了点胶机的适用性,两块移动板的中心与连接滑轨与连接板转动结构的连接处的距离相等并且在连接滑轨上等距配合移动,可使在夹持不同尺寸的足球时使足球的上下端点一直与足球旋转点处于同一直线上,足球旋转点为足球被控制旋转时,一直围绕的中心点,进而,在加工不同尺寸的足球时,指定加工点和点胶加工点的位置只需在所述直线的长度方向移动,因此,只要使导轨和气缸平行于所述直线,即可免除了在加工不同尺寸的足球时还需调整定位机构和点胶机构的位置的操作,更加方便了对不同尺寸足球的点胶操作;由于旋转夹紧机构的位置不会改变,即足球旋转点的位置不会改变,因此在加工不同尺寸的足球时需要改变的是指点加工点和点胶加工点的位置,因此需要在存储单元中存储不同尺寸足球的指点加工点的位置信息、点胶加工点的位置信息和移动板的位置信息,以供控制单元可根据位置信息控制定位针、胶头手柄和移动板移动到指定位置,存储单元中存储不同拼缝足球的表面拼缝信息,计算单元可根据各自的拼缝信息计算出各自的足球转动路径,再结合其他所需信息计算出各自的旋转机构和转动机构的转动信息和点胶机构的点胶时间信息,以此达到加工不同种类尺寸和拼缝足球的目的,增加了足球点胶机的适用范围。
17、可选的,定位针还用于检测足球的内部气压和对足球进行充放气处理,从而控制被加工的足球内部气压保持工作气压。
18、通过采用上述技术方案,所谓工作气压,为在旋转夹紧机构夹紧足球时,足球不会因为夹紧而导致变形的压力,不宜过大也不宜过小,由于旋转夹紧机构夹紧控制足球以控制足球进行加工时,需要对足球施加一定的压力,因此若足球内部气压过小,可能导致点胶机无法固定足球,而气压不足或气压过大,都可能会导致旋转夹紧机构夹紧足球时造成足球变形,进而导致转动过程中,拼缝的实际转动路线与控制系统中的拼缝路径信息不符,导致点胶操作出现偏差,或需要计算机构经常对拼缝路线进行修正,导致加工效率低下,由此可见,足球内部压力处于一个合适的值,有利于足球加工的点胶准确和效率提升,定位针可以对足球进行充放气处理,并使足球内部气压保持工作气压,可保证点胶操作准确并且高效加工。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.在控制系统的控制下,旋转夹紧机构和转动机构对足球进行准确的转动控制,点胶结构在点胶加工点对足球拼缝进行均匀的点胶操作,在节约人力成本的同时使足球产品高效加工的同时质量稳定;
21、2.增加摄像单元用于监控加工过程,可对加工过程中意外情况导致的拼缝偏离点胶加工点的情况进行修正,保证了点胶操作的准确性,和点胶机抗干扰的能力;
22、3.在连接板上增加导轨和移动板,在控制系统中增加不同尺寸和拼缝足球的信息,使点胶机能够对不同尺寸和拼缝的足球进行加工,提高了点胶机的适用性。
- 还没有人留言评论。精彩留言会获得点赞!