一种改良耐中温涤纶滤袋及其制备方法与流程
本发明涉及除尘滤袋,尤其涉及一种改良耐中温涤纶滤袋及其制备方法。
背景技术:
1、除尘滤袋是一种高效的除尘滤料,具有通气性能好,除尘效率高,并且有一定的耐酸,耐碱及耐热能力,编织过程中采用了多边拉绒,提高了织物厚度,富有弹性,除尘效果非常好,除尘率可达99.999%。除尘滤袋是采取涤纶短纤或者长纤维为原料,使用寿命一般是玻璃纤维织物的4-6倍,有良好的透气性,集尘率高,容清灰,除尘效率可达98.99%。
2、常见的滤袋多为单层滤袋,针对粉尘过滤大多采用电袋除尘,喷吹阀定时清灰模式,而且喷吹频率较快,大约10s喷吹一次,经过长时间工作后,滤袋耐久性和抗变形能力较差。滤袋的表面若是破损,粉尘通过单层滤袋排出会造成环境污染。目前,随着我国经济社会的高速发展,各相关行业对袋式除尘器的处理能力提出了更高要求,如针刺毡除尘滤袋是有望解决上述问题的重要技术途径之一。
3、针刺毡滤料属于非织造滤料:不经过一般的纺纱和织造过程,直接通过梳理使纤维成网,再用机械的、化学的或其他方法,将它固定在一起的纤维结构滤料。
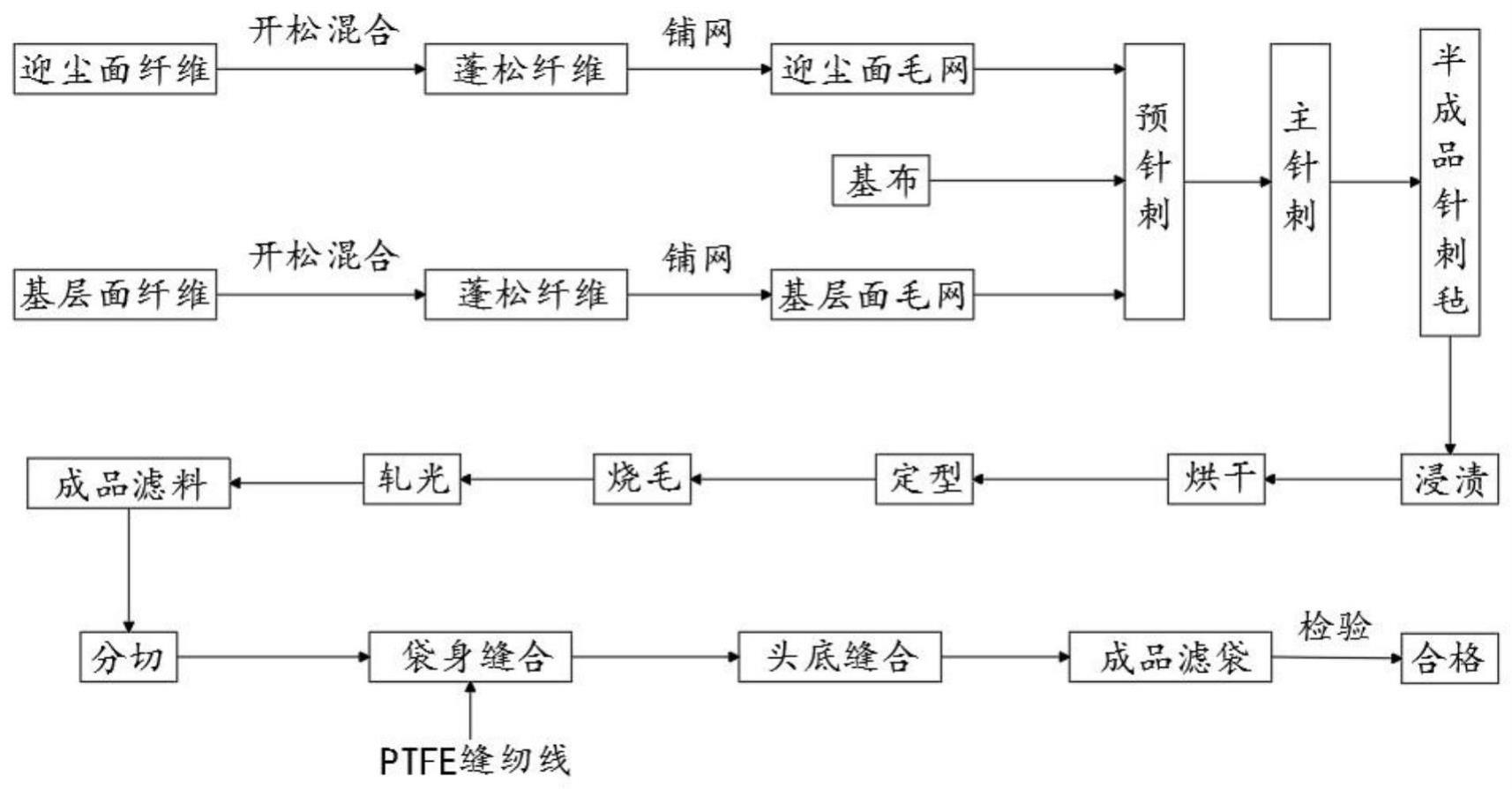
4、包括上层迎尘面、中间夹基布、下层基层面三部分(见工艺流程图)。针刺毡除尘滤袋是由针刺毡滤料缝合制成的袋式除尘器用于气固分离的环保除尘过滤产品。
5、正常制作的涤纶针刺毡滤袋,工作温度为≤130℃。
6、现有的工作温度≤170℃的中温针刺毡滤袋,针刺毡迎尘面及基层面采用涤纶纤维混纺不同比例玻璃纤维或耐高温纤维,基布使用玻璃纤维基布或其他耐高温基布,采用物理针刺方式制成混纺针刺毡半成品;成品是将半成品针刺毡后处理(热定型、烧毛、轧光)后,再缝合制成耐中温除尘滤袋。
7、当中温针刺毡采用迎尘面及基层面中混入玻璃纤维制成混纺面层,使用玻璃纤维基布制成半成品,再经后处理制成成品,所产生的问题是:①玻璃纤维在含氟(例如:电解铝含氟烟气净化)烟气环境下易发生化学反应,导致物理指标降低,无法使用;②由于玻璃纤维特有的物理性质,耐折、耐磨性差,导致使用寿命短(一般小于12个月)。
8、如在针刺毡半成品中混入其他耐高温纤维制成混纺面层,再使用耐高温纤维基布,经后处理制成成品,解决耐中高温问题时,使用寿命较长(大于24个月)情况下,价格则会成倍增加,导致使用方成本大幅上升。
9、另外,采用不同材质纤维混纺制成的针刺毡,由于各种纤维的卷曲度的不同,会降低各种纤维之间的抱和力,从而降低混纺产品的经纬向强力,缩短使用寿命。
10、考虑使用寿命和成本等诸多因素,我公司研发的改良的耐中温涤纶滤袋,在首先保证使用寿命的情况下,可大幅降低中温工作条件下的滤袋使用成本。
11、发明人有鉴于此,秉持多年该相关行业丰富的设计开发及实际制作的经验,针对现有的结构及缺失予以研究改良,提供一种改良耐中温涤纶滤袋及其制备方法,以期达到更具有实用价值的目的。
技术实现思路
1、为了解决上述背景技术中提到的问题,本发明提供一种改良耐中温涤纶滤袋及其制备方法。
2、为了实现上述目的,本发明采用了如下技术方案:
3、第一方面,本技术实施例提供一种改良耐中温涤纶滤袋,包括滤袋本体,所述滤袋本体的上口端内壁设置有胀圈,所述胀圈通过防护层进行缝制,所述滤袋本体的上口端外壁设置有两组密封垫圈,所述密封垫圈外壁包覆有槽垫,所述槽垫通过缝纫线进行缝合;所述滤袋本体由迎尘面、基布、基层面自外向内通过针刺工艺复合而成。
4、优选地,所述迎尘面采用0.89dtex*38㎜涤纶纤维50%和1.5dtex*51㎜涤纶纤维50%,混纺梳理成网。
5、优选地,所述基层面采用2.2dtex*51㎜涤纶纤维50%和2.78dtex*67㎜涤纶纤维50%,混纺梳理成网。
6、优选地,所述迎尘面和基层面之间夹入基布进行针刺,制成半成品。
7、优选地,所述基布采用120克/平方米的定型涤纶基布,与普通基布相比,增加200℃成品定型工序,基布在200℃环境中停留时间为10分钟,提高中高温情况下的尺寸稳定性。
8、优选地,所述缝合用缝纫线采用耐高温260℃的高强ptfe缝纫线,保证在中高温长期工作环境下强力不变。
9、第二方面,本技术实施例提供一种改良耐中温涤纶滤袋的制备方法,包括以下步骤:s1、迎尘面和基层面均经过开松、混合、梳理和交叉铺网制得;s2、将迎尘面和基层面之间夹入基布进行针刺,制成半成品;此半成品与其他同制作过程但涤纶纤维配比不同的涤纶针刺毡相比,工作温度可提高10℃;s3、将s2中制得的半成品经过后处理工艺制得产品滤料;s4、将s3中制得的产品滤料经过分切、袋身缝合、头底缝合制得成品滤袋。
10、优选地,所述后处理工艺包括以下步骤:s1、浸渍工序,将半成品浸入耐高温乳液中进行浸渍,在60-80℃条件下,浸泡20-48h,然后在室温、50℃、80℃、100℃、120℃条件下分别处理10-15min;
11、s2、烘干工序,浸渍后,进入高温定型机进行烘干定型,定型机共8节烘箱,总长24米,浸渍烘干定型工序中各烘箱设定温度分别为:1#:195℃;2#:200℃;3#210℃;4#215℃;5#210℃;6#210℃;7#205℃;8#190℃,定型机出布速度设定为4米/分钟;
12、s3、高温定型工序,浸渍烘干工序结束后,再次进入高温定型机中进行定型工序,烘箱每节设定温度比浸渍设定温度高5℃,出布速度设定为9米/分钟,将制作完成的滤袋在火焰上方快速移动,进行绒毛的烧除,然后用高温辊对滤袋表面进行烫平,得到烧压处理后的滤袋。
13、通过耐高温乳液对滤袋形成保护层,滤袋的表面具有疏水性,水珠在布料表面形成荷叶上可以滚动的效果,更容易捕集粉尘,避免和减轻温差比较大时因结露发生糊袋及腐蚀布袋的现象。
14、本发明通过对滤袋进行烧压处理之后,使布料表面光滑,容易清灰,这样做既提高了滤料清灰的性能,同时也满足了对细微粉尘的收集。
15、本发明能够进一步增加产品的耐温性能和工作尺寸稳定性,采取以上后处理方式,与无后处理改良制作的涤纶针刺毡相比,工作温度可提高30℃。
16、优选地,所述耐高温乳液由以下重量份的原材料制作而成:ptfe 4-6份,硅油1-3份,抗酸处理剂1-3份,去离子水92-94份。
17、优选地,所述抗酸处理剂为硬脂酸钙、碳酸钙、碳酸氢钠、氧化镁、氢氧化铝、三硅酸镁中的一种或两种以上组合。
18、由本发明的技术方案得到的滤材的厚度为0.5-2毫米,可以获得良好的过滤效率和较高的使用寿命的滤材,如果滤材厚度低于0.5毫米,使用寿命过短,不得不频繁更换滤材,如果厚度超过2毫米,造成压力损失过大,增加排风能耗。
19、与现有技术相比,本发明的有益效果是:
20、1、本发明制备的改良耐中温涤纶滤袋在≤170℃中温工作环境下使用,在钢铁、有色冶炼等行业中有较为广泛的应用,本发明采用独特的纤维分层配比和120克/平方米的定型涤纶基布及特殊的后处理方式后,比较以往的中温产品,在产品的使用寿命和经济性方面均有较大改善。
21、2、以往价格与本产品相近的中温滤袋(采用玻璃纤维基布及面层加入玻璃纤维)使用寿命一般不到12个月,而本产品使用寿命可达24个月以上,使用寿命的提高可以减少更换滤袋带来的停产损失及购买新滤袋的费用,可以有效的降本增效;
22、3、与以往同样使用寿命的中温滤袋(使用耐高温基布及面层加入高温纤维)相比该产品的价格优势比较明显(每平方米价格低25%-50%),可以大大减少使用方的一次性投入,提高经济效益。
23、4、本发明中迎尘面和基层面在梳理过程中,采用四种不同型号的涤纶短纤维配比,夹入定型基布进行针刺,制成半成品,此半成品与其他同制作过程但涤纶纤维配比不同的涤纶针刺毡相比,工作温度可提高10℃。
24、综上,本发明克服了现有技术的不足,设计合理,进一步提高了产品的耐温性能和工作尺寸稳定性,具有较高的社会使用价值和应用前景。
- 还没有人留言评论。精彩留言会获得点赞!