一种工程机械配件后处理工艺的制作方法
本发明涉及机械配件后处理,具体为一种工程机械配件后处理工艺。
背景技术:
1、工程机械配件多为轴和铸钢,其在生产完成后需要进行后期处理,从而达到防锈等一系列效果,进而增加配件在后期的使用寿命;
2、现有的防锈处理,多通过水性防锈剂,多以亚硝酸盐为主要成分配制而成,亚硝酸盐水基防锈剂具有价廉、效果好及使用方便等优点,故被广泛使用。但亚硝酸盐是致癌物质,具有较大毒性,对人体及环境有较大危害,同时在对配件喷涂过程中需要人工手动操作,费时费力,为此,本领域的工作人员提出了一种工程机械配件后处理工艺。
技术实现思路
1、针对现有技术的不足,本发明提供了一种工程机械配件后处理工艺,解决了上述背景技术中的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种工程机械配件后处理工艺,处理工艺步骤如下:
3、s1、制备防锈剂;
4、s2、配件喷涂;
5、s3、烘干成品。
6、作为本发明进一步的技术方案,所述防锈剂包含以下重量份的组分:
7、纯碱1.5~2份、磷酸三钠0.5~1份、丙酸钠0.3~1份,三聚磷酸钠0.5~0.7份,水70~90份。
8、作为本发明进一步的技术方案,所述s1中的防锈剂制备步骤如下:
9、按所述重量份的原材料高速混合4~5min制得防锈剂。
10、作为本发明进一步的技术方案,所述s2中将配件放入喷涂设备中进行喷涂;
11、所述s3中将喷涂完成后再经过烘干机进行烘干,最后完成配件的后处理后处理。
12、作为本发明进一步的技术方案,在本处理工艺的s2中的配件喷涂,采用喷涂设备喷涂而成,该喷涂设备包括设备主体、固定在设备主体外侧的侧开门、设置在设备主体外侧的喷涂组件和控制面板、设置在设备主体上端的通风过滤组件、设置在设备主体内部的转头和升降组件。
13、作为本发明进一步的技术方案,所述喷涂组件包括喷涂箱、固定在喷涂箱底部的进液管、安装在喷涂箱内部的泵体、喷涂盒、固定在喷涂盒底部的喷头以及连接在喷涂盒和泵体出液端的软管。
14、作为本发明进一步的技术方案,所述通风过滤组件包括排风扇、开在设备主体上端的排风口、固定在排风口内部的过滤层、固定在排风口内部的吸附层和除味层。
15、作为本发明进一步的技术方案,所述转头包括电机、螺纹杆、固定在设备主体内部的轴承座和导向杆、设置在螺纹杆外侧的移动座、开设在移动座内部的导向孔和螺纹孔、固定在喷涂盒底部的扫描传感器。
16、作为本发明进一步的技术方案,升降组件包括升降台、设置在设备主体底部的电动伸缩杆、连接在升降台外侧的辅助杆、固定在辅助杆外侧的滑块以及开设在设备主体内部的滑槽。
17、本发明提供了一种工程机械配件后处理工艺,与现有技术相比具备以下
18、有益效果:
19、1、一种工程机械配件后处理工艺,对基体金属无腐蚀、不污染零件表面、不黏结、操作方便、经济实用的防锈剂;对无环境污染、无公害的环保型防锈剂,百分之百生物降解,不会产生二次污染,洗后污水可以直接排放;性质稳定、不容易变质、易于保存、不易燃的防锈剂;
20、2、一种工程机械配件后处理工艺,通过喷涂组件、转头和升降组件的设置,在配件进行喷涂防锈剂时,通过侧开门将其放置在升降台的上端,通过扫描传感器识别配件的高度,通过电动伸缩杆带动升降台和配件进行上升,启动电机,带动喷涂盒移动至配件的顶部,泵体,通过喷头向配件的外表面进行喷涂防锈剂,同时配合转头的移动,从而将配件进行自动喷涂,省时省力,提高配件后处理效率。
技术特征:
1.一种工程机械配件后处理工艺,其特征在于,处理工艺步骤如下:
2.根据权利要求1所述的一种工程机械配件后处理工艺,其特征在于,所述防锈剂包含以下重量份的组分:
3.根据权利要求2所述的一种工程机械配件后处理工艺,其特征在于,所述s1中的防锈剂制备步骤如下:
4.根据权利要求1所述的一种工程机械配件后处理工艺,其特征在于,所述s2中将配件放入喷涂设备中进行喷涂;
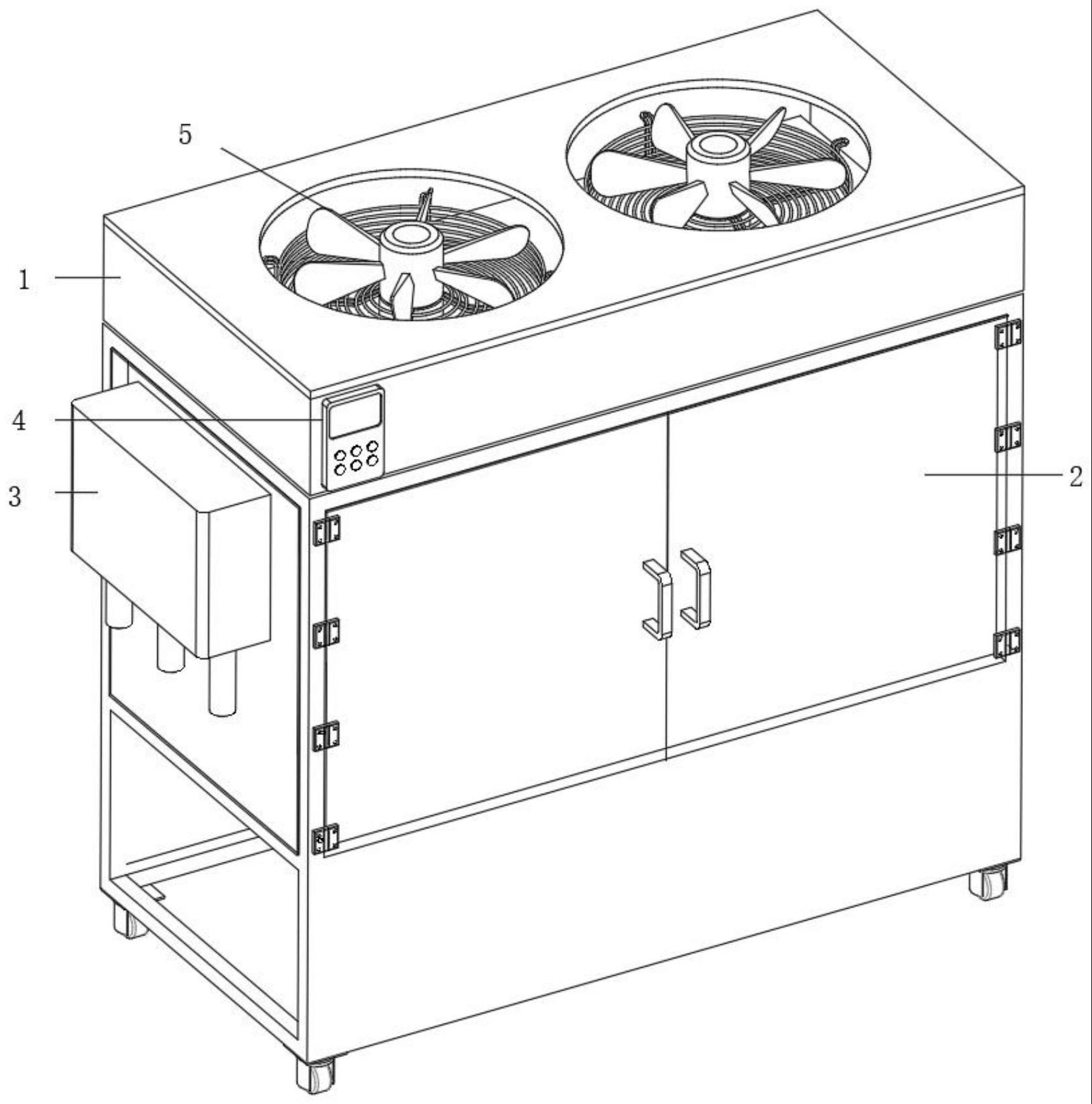
5.根据权利要求4所述的一种工程机械配件后处理工艺,其特征在于,在本处理工艺的s2中的配件喷涂,采用喷涂设备喷涂而成,该喷涂设备包括设备主体(1)、固定在设备主体(1)外侧的侧开门(2)、设置在设备主体(1)外侧的喷涂组件(3)和控制面板(4)、设置在设备主体(1)上端的通风过滤组件(5)、设置在设备主体(1)内部的转头(6)和升降组件(7)。
6.根据权利要求5所述的一种工程机械配件后处理工艺,其特征在于,所述喷涂组件(3)包括喷涂箱(31)、固定在喷涂箱(31)底部的进液管(32)、安装在喷涂箱(31)内部的泵体(33)、喷涂盒(34)、固定在喷涂盒(34)底部的喷头(36)以及连接在喷涂盒(34)和泵体(33)出液端的软管(35)。
7.根据权利要求5所述的一种工程机械配件后处理工艺,其特征在于,所述通风过滤组件(5)包括排风扇(51)、开在设备主体(1)上端的排风口(52)、固定在排风口(52)内部的过滤层(53)、固定在排风口(52)内部的吸附层(54)和除味层(55)。
8.根据权利要求6所述的一种工程机械配件后处理工艺,其特征在于,所述转头(6)包括电机(61)、螺纹杆(62)、固定在设备主体(1)内部的轴承座(63)和导向杆(64)、设置在螺纹杆(62)外侧的移动座(65)、开设在移动座(65)内部的导向孔(66)和螺纹孔(67)、固定在喷涂盒(34)底部的扫描传感器(68)。
9.根据权利要求5所述的一种工程机械配件后处理工艺,其特征在于,升降组件(7)包括升降台(71)、设置在设备主体(1)底部的电动伸缩杆(72)、连接在升降台(71)外侧的辅助杆(73)、固定在辅助杆(73)外侧的滑块(74)以及开设在设备主体(1)内部的滑槽(75)。
技术总结
本发明公开了一种工程机械配件后处理工艺,涉及机械配件后处理技术领域,该工程机械配件后处理工艺,处理工艺步骤如下:S1、制备防锈剂;S2、配件喷涂;S3、烘干成品;本发明处理工艺在对基体金属无腐蚀、不污染零件表面、不黏结、操作方便、经济实用的防锈剂;对无环境污染、无公害的环保型防锈剂,百分之百生物降解,不会产生二次污染,在配件进行喷涂防锈剂时,其放置在升降台的上端,通过扫描传感器识别配件的高度,通过电动伸缩杆带动升降台和配件进行上升,启动电机,带动喷涂盒移动至配件的顶部,通过喷头向配件的外表面进行喷涂防锈剂,从而将配件进行自动喷涂,省时省力,提高配件后处理效率。
技术研发人员:丁伟,江勇,康奇胜,张浩
受保护的技术使用者:安徽长盛精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!