一种用于干式漆雾捕集的过滤纤维支撑结构及制备方法与流程
本发明涉及汽车和一般工业喷涂过滤设备领域,尤其涉及到一种用于干式漆雾捕集的过滤纤维支撑结构及制备方法。
背景技术:
1、漆雾毡作为早期的一种漆雾捕集方法,沿通风方向由疏到密布置足够厚度的玻璃纤漆雾粘进行漆雾过滤,因为人工直接操作玻璃纤维对身体的刺激很大,主机厂均已禁止直接使用整体的漆雾粘进行漆雾捕集,导致玻璃纤维在干式过喷漆雾的技术应用阻力很大。
2、现在汽车及零部件、一般工业喷涂领域,喷房过喷漆雾从湿式处理技术发展到干式处理技术的近几年时间内,干式漆雾过滤实际应用采用迷宫纸盒、蜂窝纸、瓦楞纸过滤的效果非常不理想。
3、虽然玻璃纤维针对干式过喷漆雾的处理效果最好,但现有技术在玻璃纤维的支撑结构的设计方案、玻璃纤维人工进行填充的难度大、效率低、玻璃纤维对人体的危害、以及如何提升干式过滤效果等方面仍存在很多不足之处,所以一直未能被大量普遍应用。
4、现有技术的玻璃纤维对比其他干式过滤介质具有最好的吸附油漆的性能。玻璃纤维具有以下特性:
5、1).玻璃纤维棉,简称玻纤棉,是成卷的捆状外形,压实状态体积小,打开后具有一定的蓬松状态。压实后再次松散也能够完全回弹到原始的蓬松状态和厚度。成卷的玻纤棉在长度和宽度方向尺寸可根据需要设计定制或裁剪。
6、2).玻纤棉整体是很多细、长、软的玻璃纤维丝在粘胶并高温作用下进行高温制作定型,玻璃纤维丝在高温作用下定型,有一定韧性和结构强度,具有自支撑的结构。
7、3).玻纤棉具有极其蓬松的状态、足够的体积,纤维丝之间足够的间隙,形成具有很大弹性的立体空间。
8、4).玻纤棉在厚度方向具有极其蓬松的特性。用于漆雾过滤的玻纤棉受限于加工设备和工艺制作技术,厚度在60-120mm之间。在厚度方向拉伸展开到蓬松状态约2-3倍,即厚度方向展开约200-360mm,可根据需要选择适宜的厚度。玻纤棉的每平米克重在100-300g/㎡左右。若再低的克重,加工工艺难度大,且玻纤棉的强度会更差。
9、5).在一般常规的过滤应用中,玻纤棉的厚度方向与通风方向一致。玻纤棉的厚度方向设计有进风口和出风口,进风口稀薄,出风口密度高,如此能够保证过滤的通风过程是由疏到密,过滤精度逐渐增加,能够增加容尘量和过滤效率。
10、6).玻纤棉蓬松状态,初阻很低,约在10-50pa,吸附大量漆雾后终阻很高,约1000pa左右。终阻与初阻的差值,是压差。干式过滤箱的压差越大,能够吸附的漆雾量越大,吸附漆渣效果越好。但反之,初阻越低,漏风量越大,过滤精度越低。
11、7).玻璃纤维应用在吸附过喷漆雾时,常用的应用方式是沿通风方向前后布置多排玻璃纤维组合使用,且相邻玻璃纤维间设计足够的通风孔或通风间距,以防止玻璃纤维吸附漆雾后搭接过早堵塞。不同于普通空滤介质,通风截面积内全量进行过滤,不设置通风孔。
12、现有干式漆雾过滤领域对玻璃纤维的应用方式没有充分利用以上玻璃纤维的特性,导致其无法发挥最大的作用。尤其充分利用玻璃纤维的蓬松特性,其厚度可以被极大拉伸,以及沿玻璃纤维厚度方向转90°进行通风,玻璃纤维可缠绕式布置等都现有技术都没有任何技术应用。
13、例如:专利号为cn201510425454.8的专利文件,公开了“一种干式文丘里漆雾捕集装置及其应用”,该干式过滤技术在干式漆雾处理的领域算是比较前沿些的,其主要采用玻璃纤维过滤介质,能够提高过滤效果。外部采用塑料柱支撑结构,塑料柱内部实际通过人工填充过滤纤维。而通过人工填充过滤纤维到塑料柱内的技术方案有很多问题点:1).在实际生产制造过程中通过钩子人工拉扯玻璃纤维填充到塑料柱内,效率很低,且填充不均匀;2).过滤纤维裁剪工作量大,填充难度大,3).人工操作过滤纤维对皮肤刺激大,职业健康危害大;4).具体采用把玻璃纤维人工裁剪后再碎化,再将玻璃纤维丝填充至外包围的空心塑料柱内制备过滤组件的工艺,碎化困难;5).通过玻璃纤维的克重数,决定填充到每组塑料柱内的使用量,但碎化后的玻璃纤维没有形状,上述工艺会导致玻璃纤维失去强度,因此,碎化后的玻璃纤维对外部的支撑结构和强度要求很高;6).而通过采用重量的指标,将柔软的玻纤棉丝填充至塑料柱内,忽略体积和蓬松度的指标,无法保证均匀性;7).因塑料柱端头注塑或高温挤压热剪切过程有毛刺,玻璃纤维通过带有毛刺的塑料柱端头开口填充时,极其不顺畅,而采用钩子钩,效率太低,且填充过程和填充后的外形体积变得更不可控;8).玻纤棉碎化后失去原有的强度,碎化后玻纤棉失去弹性,体积不受控,强度减弱,人工填充费时费力难度大。
14、专利号为201811165073.0的专利文件公开了“一种在管状物中填充纤维材料的方法”,该专利提到背景技术存在的问题点,即专利“cn201510425454.8”、一种干式文丘里漆雾捕集装置及其应用”人工填充过滤纤维的问题,并通过自动化替代人工填充过滤纤维。该方法借助填充装置在管状物内产生压强差,空气在压强差的作用下在管状物内流动,利用流动的空气在管状物中牵引并填充纤维材料。上述专利方案可从理论上制备出用于干式过滤装置的过滤组件,但最终实际应用过程中不太适用于玻璃纤维的填充,基本已被淘汰,仍存在难以克服的缺陷:
15、1).用于吸附油漆效果最好的是细、长、柔软的玻璃纤维丝,细、长、柔软的玻璃纤维丝,蓬松度大、体积足够大。玻璃纤维丝是在粘结高温胶以及高温状态下成型的,玻璃纤维丝的形状为细长形,但细长的玻璃纤维丝不易通过填充装置被抽拉到管状物内。
16、上述技术方案若通过动力把玻璃纤维丝抽拉到过滤柱内,要把纤维丝变成粗短硬型,才容易抽拉,否则填充效果很差。若将玻璃纤维丝制备为粗短硬形,则在填充的过程中容易造成粗短硬的玻璃纤维丝聚积成团,且密度不均匀。粗短硬的玻璃纤维丝之间交联很少,无法维持原有的蓬松状态,粗短硬的玻璃纤维丝之间通过交叉堆积,没有玻璃纤维原有的热胶的固定交联,且在动力设备抽取下交联结构消失,强度很低。况且,同等质量的粗短硬的纤维丝过滤效果和细长柔软的纤维丝相差数十倍。
17、2).玻璃纤维采用内部填充的过滤方式,内部的玻璃纤维由外部的管状物固定,这种结构无法保证内部的玻璃纤维均匀的分布在外部的管状物内,且玻璃纤维材料在填充时容易出现局部不均匀的现象,这也会进一步的影响干式漆雾捕集装置的过滤效果。
18、3).小型干式过滤纸盒的过滤柱长约485mm,尺寸短,每个过滤柱玻璃纤维的填充量只有1-3克,动力设备启动瞬间就会容易过量填充,过量填充的玻璃纤维在使用时极易发生堵塞。
19、4).粗短硬的玻璃纤维丝积聚在一起后,在过滤柱内上下方向分布不均匀,尤其在运输或搬运过程中,粗短硬玻璃纤维丝容易下坠,过滤柱内局部会出现漏洞。而细长软的玻璃纤维丝相互交联很多,不会下坠或变形,体积大,能均匀的分布在过滤柱内,不会出现局部漏洞;
20、5).玻璃纤维过滤介质在加工过程中就是沿着长度方向很长的纤维丝交织在一起通过热粘胶高温固定,原有结构就有一定的稳定性和相互间的拉力,其处于蓬松状态在无外界压力的情况下不会收缩。而将玻璃纤维撕碎或拆解后再填充,其蓬松度和强度就基本丧失。
21、专利号为201510756022.5的专利文件公开了一种折流式漆雾捕集装置,用于现有技术中由下向上通风或水平方向通风的干式过滤装置,其采用折流式的过滤柱,过滤柱采用外部框架将过滤纤维夹裹在内部,导致过滤纤维在过滤柱内分布很不均匀。另外,内部的过滤纤维体积受压,严重影响过滤纤维的蓬松度,体积不受控;而且过滤柱的外部框架体积大,强度有限,同时注塑件体积越大,注塑成本越高。上述折流式结构在接近出风口的区域,其斜面吸附油漆后容易在通风通道内形成整面的漆渣层,导致透风性差,压差升高,减少使用寿命,而相邻的折流凹陷处孔隙很大,浪费过滤空间和过滤能力,影响过滤效果和减少使用寿命。
22、以上现有技术的方案都采用内部填充过滤纤维的方式,均存在过滤纤维填充不均匀,填充难度大,体积和蓬松度不受控的问题,进而影响过滤效果。
23、为了解决上述问题,专利号为202310191721.4,公开了“一种纵向整体干式过滤模组”,通过采用外置的玻璃纤维,上下纵向布置过滤纤维支撑结构,采用螺旋形或蛇形穿入式连接,防止过滤纤维吸附漆雾后下坠塌陷或向出风方向形变。该方案能够保持玻纤棉的蓬松特性,但玻纤棉和支撑结构的通过绳线连接,耗费人工,增加额外的成本费用,连接强度有限。
24、专利号为202310191720.x,公开了“一种上下通风干式过滤装置”,通风方向由上到下,采用水平承载网上方铺设玻璃纤维,来保持玻璃纤维蓬松的特性,但承载网支撑件是一体结构,承载网有一定的柔性和拉伸性,在通风截面积大的情况下,若承载网强度不足,容易造成少许下沉的风险。
25、专利号为202310250951.3,公开了“一种干式过滤箱”。其通过将蓬松的过滤纤维外置装挂在刺框上,在能达到整体的高强度高承重性能和优异的过滤效果的同时,避免因过滤纤维内置填充到过滤结构件内而导致的难度大、填充不均匀等问题。该方案采用的刺框,是带有限位刺的平面刺框。刺框设有通风孔、限位刺、筋条,将蓬松的过滤纤维外置装挂在刺框上,通过限位刺固定,能达到整体的高强度高承重性能。实际应用中,一般干式过滤迷宫或蜂窝纸的小纸盒针对底漆吸附油漆量为2-4kg,而刺框外置过滤纤维的方案吸附油漆在15-25kg左右。也就是说,采用刺框和过滤纤维的方案,其吸附油漆量已经远超同行业现有的纸质过滤的技术。
26、但上述方案中刺框整体采用平面的结构,其在进风口方向单侧布置过滤纤维,刺框背后没有布置过滤纤维,导致过滤纤维在吸附油漆后只是单面的体积膨胀,没有形成前后完整的立体吸附油漆的外形,在设置同等体积量的过滤纤维的情况下,单面刺框的方案其表面积更大,吸附油漆后迎风面的风阻会更大。尤其是布置在干式过滤箱前三四排刺框吸附油漆量最多,迎风面吸附油漆后,存在背后的过滤空间和过滤能力一定被浪费的问题。
27、另外,干式过滤箱后排的吸附油漆量较少,可设置精密度高的过滤组件。若将平面刺框布置在靠近出风口侧,出风口侧布置立体刺框,采用平面刺框与立体刺框共同结合应用的效果会更好。而单纯采用平面刺框针对底漆的吸附效果已相当好。
28、上述方案中过滤纤维设置在过滤装置的进风口侧,使用初期通过迎面风来防止玻璃纤维脱离刺框,当玻璃纤维上吸附的漆雾逐渐增多后,漆雾会将玻璃纤维和刺框连接为一个整体,从而避免玻璃纤维脱离。
29、但是,对于下进风上出风的过滤装置,上方布置的过滤纤维,如果没有额外的固定结构,容易在喷房循环风的高压作用下自由上行飞散,所以必须采用强有力的固定过滤纤维的方案才能够稳定,但固定方案会限制玻璃纤维的形状和体积,会直接影响玻璃纤维的蓬松特性、密度均匀和过滤效果。
30、为了解决上述问题,现有技术通过在漆雾的迎风面设蛇形或螺旋的防护绳线缠绕固定,防止玻璃纤维脱落。但是设置缠绕的防护绳线会增加工序增加人工,且缠绕过松,绳线容易脱落,失去固定作用,若缠绕过紧,容易导致体积和外形受压严重,影响局部的过滤纤维的密度。另外受限于绳线本身的结构强度,其在吸附油漆增重数倍后可能造成松脱。
31、水平刺框若应用在由下向上通风的过滤场景,由下向上的气流容易导致刺框上部的玻璃纤维向上被吹起,且漆雾先经过下方的刺框再到达上方的过滤纤维,漆雾容易被刺框阻挡而无法到玻璃纤维上,刺框对漆渣的粘附性差,漆渣容易下落。
32、上述方案中的平面刺框表面的玻璃纤维,是直接铺设在刺框上的,玻璃纤维没有沿厚度方向拉伸,体积和数量若没有做精确的计算和判断,容易造成体积过大、密度过大,当玻璃纤维的体积过大和密度过大时,会导致玻璃纤维短时间内吸附油漆量过多,过早堵塞,减少使用寿命。
33、另外,由于上述方案中的玻璃纤维没有沿厚度方向拉伸,导致玻璃纤维在厚度方向上存在密度差异,当玻璃纤维以厚度方向铺设在刺框上时,玻璃纤维的通风方向为其厚度方向,气流从玻璃纤维的密度由疏到密通过滤,高密度区域的玻璃纤维用于油漆过滤时,通风性差,极易堵塞。
34、现有针对由下向上的通风方向场景采用过滤纤维的支撑结构,存在以下问题:
35、1).折流式结构为内置过滤纤维,过滤纤维的体积和蓬松度受限,不受控,均匀性差。
36、2).刺框外置过滤纤维,过滤纤维铺设于刺框上方,在受到向上气流时容易向上飞起,而且过滤纤维在流动过程中会先接触到刺框,受刺框影响,不能最有效吸附漆雾,刺框对过滤纤维吸附漆雾后没有很好的支撑,导致刺框上吸附的漆渣容易掉落。若采用固定结构固定过滤纤维,则会影响玻璃纤维的体积和蓬松度。如过滤纤维布置在刺框的下方,则过滤纤维上吸附的漆渣达到一定重量后,会导致过滤纤维脱离刺框。
37、综上所述,如何有效设置过滤纤维的蓬松度、密度、体积、用量,以提高吸附油漆的效率、提高过滤纤维吸附漆雾后的支撑强度和稳定性,增加过滤纤维的整体最大吸附油漆量和使用寿命等,是需要进一步研发设计和优化。
38、现有的干式漆雾过滤箱主要有两大方向:
39、一是干式漆雾过滤箱内的过滤介质为纸质材质,其结构是平面状结构,吸附油漆量有限。若把纸质做成薄软的多层蜂窝纸,在具有立体结构提升油漆吸附量的同时,由于其结构强度有限,在实际使用时需设置额外的结构进行加强。
40、二是干式漆雾过滤箱内的过滤介质为玻璃纤维,主要采用文丘里结构的过滤柱,过滤柱内填充过滤纤维,过滤柱通过上下部的多孔板分别将过滤柱插入多孔板内进行固定。该种固定方式的结构强度一般,只能满足整体尺寸不大的小箱子,对于尺寸较大的过滤箱,其结构强度无法满足要求。
41、整体的过滤箱(大尺寸)相较于通用型485(小尺寸)的过滤箱,具备可独立进行更换,整体拆卸、运载方便操作、密封性好、过滤效果好、吸附油漆量大等优点,逐渐取代通用型485的过滤箱。但整体过滤箱因体积大,横截面积大,立体空间大,其内部设置的过滤组件需更高或更长,导致对过滤组件单体的承载结构要求更高。
42、另外,现有技术中整体的干式过滤箱结构,大致可分为以下几种:
43、1).过滤组件采用塑料柱,内部填充过滤纤维,过滤组件和漆渣的整体承重在底部,上下方向通过塑料孔板固定;这种结构的缺陷在于风速不均匀,且通风方向阻力大,过滤截面积小,过滤纤维的体积量小,整体过滤箱空间浪费大,过滤效果差。
44、2).过滤组件采用折流式的空心塑料结构件夹紧内部的过滤纤维,这种结构的缺陷在于过滤纤维整体布置不均匀,整体的空心塑料结构件强度不足,在过滤纤维吸附一定重量的漆雾后,容易导致空心塑料结构件变形。
45、3).过滤组件采用承载网来固定外部的过滤限位,由于承载网的结构强度有限,其在上下方向容易发生变形。
46、而对于485通用型的干式过滤箱,用于过滤的通风通道只有480mm左右,沿通风方向能够布置的玻璃纤维排数很少,前后排的玻璃纤维的间隙有限,导致玻璃纤维吸附油漆后的体积膨胀受限,进风口相邻的玻璃纤维容易堵塞不通风,影响使用寿命。
47、由于通风通道很短,通风通道能布置的玻璃纤维量很少,干式过滤箱内部在通风方向上的初阻极低,因此在通风过程中玻璃纤维能够有效吸附的漆雾量少,透风量很大,很多粒径小的漆雾颗粒或少部分大粒径的漆雾颗粒没有得到有效吸附过滤,就到达后段通风道,造成后段通风道的精细过滤负担加重数倍,而后段精细过滤的成本对比玻璃纤维更高数倍。
48、因此,增加干式过滤箱内通风通道的长度,以提升设置的玻璃纤维量,且保持玻璃纤维的极大蓬松度,对于增加过滤效果、减少漏风率是尤为重要的。而增加通风道的长度,则通过选用整体大尺寸的干式过滤箱是最有效的。
49、由于玻璃纤维在厚度方向上具有很大的弹性,可以拉伸数倍,即同等表面积的整体体积可膨胀数倍,体积足够大,吸附油漆后体积可继续膨胀数倍,缝隙大具有足够的通风效果,通风效果好能够延长堵塞的时间,使用寿命更长,吸附油漆量更多。用于干式漆雾过滤靠近进风口区域的过滤纤维,要求最大的蓬松度,常规的玻璃纤维很难满足要求。
50、而现有技术中,对玻璃纤维的布置方式分为两种:
51、将玻璃纤维裁剪后再碎化,再填充至外包围的塑料柱内作为支撑,如此,玻璃纤维已经完全失去强度,对外部的支撑结构强度要求很高,即增加成本。
52、将柔软的玻璃纤维直接填充至塑料柱内,这种无法保证均匀性,裁剪、撕碎、称重、填充。且大多需要人工操作,效率低、不均匀,且对人体的危害大。
53、对于下进风上出风的过滤装置,折流式结构为内置过滤纤维,过滤纤维的体积和蓬松度受限,不受控,均匀性差。刺框外置过滤纤维,过滤纤维铺设于刺框上方,在受到向上气流时容易向上飞起,而且过滤纤维在流动过程中会先接触到刺框,受刺框影响,不能最有效吸附漆雾,刺框对过滤纤维吸附漆雾后没有很好的支撑,导致刺框上吸附的漆渣容易掉落。若采用固定结构固定过滤纤维,则会影响玻璃纤维的体积和蓬松度。如过滤纤维布置在刺框的下方,则过滤纤维上吸附的漆渣达到一定重量后,会导致过滤纤维脱离刺框。
54、现有技术中采用玻璃纤维过滤介质的整体干式过滤箱,长宽高尺寸分别约l1000×w1200×h2000mm或l1000×w1000×h2000mm,通风截面积在2.0㎡左右。
55、若采用整体式的玻璃纤维,需将其在厚度方向拉伸3-5倍后平铺在通风截面上,即厚度方向拉伸后平铺的截面要2.0㎡,边长1.0㎡,如果把厚度只有120mm的玻纤棉沿厚度方向拉伸3倍,只有360mm,也只能覆盖通风截面积的1/3左右,不足以覆盖整个通风截面积。如果要覆盖1.0m的距离,要把120mm的厚度拉伸8倍以上,要求玻璃纤维的原始厚度做到300mm以上,现有技术的玻璃纤维的工艺和生产设备目前无法满足要求。
56、而采用分体式的若干组玻璃纤维连接共同铺设在通风截面内,则无法保证玻璃纤维的搭接处在保持弹性状态下进行固定。基于目前玻璃纤维加工设备和工艺在厚度方向的限制,只能采用现有技术厚度约120mm左右的玻璃纤维。
57、现有技术中的各类过滤装置,其结构和通风方向均不相同。例如:单个通用型485小纸盒、针对替代6个485纸盒的整体大过滤模组、针对上下通风的整体过滤箱、针对上进风下侧出风的整体过滤箱和针对下侧进风上出风的整体过滤模组,若采用玻璃纤维作为过滤介质进行过滤,其玻璃纤维的支撑结构都具有不同的要求。其中难度最大的是上下方向通风的过滤装置,由于其无法在底部进行支撑,且玻璃纤维既要蓬松,又要不被吹起或外形受限制,难度更大。
58、另外,现有技术中的各类过滤装置,其尺寸均不相同。例如:1).485通用型小纸盒高度约480mm左右,2).针对替代6个485纸盒的一体结构干式过滤箱高度约1500mm左右,3).针对上下通风的整体干式过滤箱高度约1000-1500mm左右,4).针对水平布置的干式过滤箱的过滤组件长度约1000-1200mm左右。
59、因此,有必要对现有的玻璃纤维支撑结构进行改进,以解决上述问题。
技术实现思路
1、本发明的目的是提供一种用于干式漆雾捕集的过滤纤维支撑结构及制备方法,以解决现有技术中存在的不足。
2、本发明解决的重点问题之一是过滤纤维的支撑结构适用于各种通风方向的干式过滤箱,以及适用于各种结构、各种尺寸的干式过滤装置。
3、本发明要解决的重点问题之二是过滤纤维的支撑结构适用于各种尺寸的过滤装置,能够实现单个过滤纤维的支撑结构的两端和干式过滤箱整体骨架各自分别独立连接,也可实现多个过滤纤维的支撑结构在长度方向上相互连接以形成不同长度的过滤纤维的支撑结构。
4、本发明的上述技术目的是通过以下技术方案实现的:
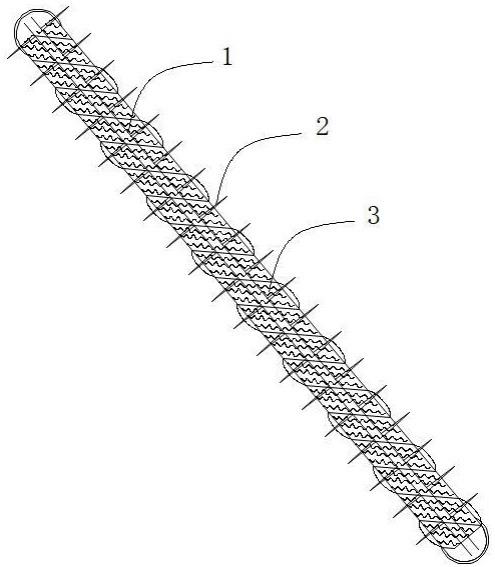
5、一种用于干式漆雾捕集的过滤纤维支撑结构,包括刺柱、设置在刺柱外表面上的若干定位刺、以及通过定位刺固定设置在刺柱上的过滤纤维;所述过滤纤维沿其厚度方向拉伸至蓬松状态后,以过滤纤维厚度方向的底面作为与刺柱的连接面,沿刺柱的外表面缠绕设置,且通过定位刺固定。
6、进一步的,所述刺柱为空心刺柱或实心刺柱;
7、所述空心刺柱的内部具有轴向贯穿的空腔体,沿所述空腔体的侧壁开设有若干通风孔;实心刺柱的内部为实心体结构;
8、在同等质量的情况下,空心刺柱的外径大于实心刺柱的外径,所述空心刺柱通过开设空腔体和通风孔,以增加空心刺柱侧壁的厚度,提升空心刺柱的结构强度。
9、进一步的,所述空心刺柱内部的空腔体用于插入支撑结构件,当过滤纤维支撑结构水平布置时,支撑结构件用于增加结构强度,以防止空心刺柱的中间区域形变或断裂。
10、进一步的,所述空心刺柱的两端端部设有厚度加强部,在厚度加强部上开设有与空腔体贯通的开口,开口用于安装连接组装件,空心刺柱通过组装件与干式漆雾捕集箱内壁上的连接结构连接;
11、所述实心刺柱的两端端部设有厚度加强部,在厚度加强部上开设有开口,开口用于安装连接组装件,实心刺柱通过组装件与干式漆雾捕集内壁上的连接结构连接。
12、进一步的,所述刺柱的截面为圆形、椭圆形、多边形或长短边异形体中的一种或几种。
13、进一步的,所述定位刺通过一体式结构与刺柱连接;
14、所述定位刺以刺柱为中心呈辐射状分布在刺柱的外表面,定位刺的一端为刺根,其与空心刺柱的侧壁或实心刺柱的实心体结构连接,所述定位刺的另一端为刺尖,其向刺柱的外侧延伸。
15、进一步的,所述刺柱为空心刺柱,定位刺分布在空心刺柱的外表面上,同一高度上的定位刺设置有一组或两组,且以空心刺柱为中心俩俩对称分布,不同高度上的定位刺沿空心刺柱的长度方向交错分布。
16、进一步的,所述刺柱为实心刺柱,定位刺分布在实心刺柱的外表面上,同一平面内的定位刺设置不少于一组,且以实心刺柱为中心俩俩对称分布,不同高度上的定位刺沿实心刺柱的长度方向交错分布。
17、进一步的,所述不同高度上的定位刺沿刺柱的长度方向交错分布构成十字交叉或米字交叉结构;或不同高度上的定位刺沿中心支撑体的外表面呈现辐射状均匀分布。
18、一种过滤组件的制备方法,包括如下步骤:
19、1).选取玻璃纤维原料的中间层作为裁剪对象,将过滤纤维沿长度和宽度方向裁剪为长条形的过滤纤维;
20、2).利用过滤纤维的弹性和柔韧性,将过滤纤维沿厚度方向均匀拉伸为需求的尺寸,以增加过滤纤维的蓬松度,拉伸后的过滤纤维具有足够的缝隙,并保持自交联的强度;密度、重量、体积可控;
21、3).将过滤纤维沿厚度方向的平面与刺柱的外表面从刺柱长度方向的一端向另一端螺旋缠绕在刺柱的表面,缠绕过程中保持过滤纤维的缠绕角度倾斜,并确保过滤纤维的厚度的稳定性和均匀性;
22、4).在过滤纤维的螺旋缠绕过程中,过滤纤维的整体均匀刺入定位刺内,以实现多角度全方位的连接固定;连接固定后相邻的两圈过滤纤维连接的缝隙处搭接但不重叠、不漏缝隙,以保证过滤纤维的整体均匀分布。
23、进一步的,所述玻璃纤维原料的裁剪过程如下:
24、利用玻璃纤维原料的原始形状和厚度,裁剪玻璃纤维原料;
25、玻璃纤维原料的原始状态为卷状,将其打开平铺后的玻璃纤维原料长度方向作为过滤纤维的长度,卷状的玻璃纤维原料幅宽作为过滤纤维的深度或高度,卷状的玻璃纤维厚度方向拉伸后作为过滤面,过滤纤维缠绕后的厚度方向作为通风方向。
26、一种过滤组件的应用方法,所述过滤组件沿从通风道的进风口到出风口方向布置,过滤组件的刺柱的截面积从进风口到出风口方向逐渐加大,以提高的过滤精度和拦截效率和减少漏风率。
27、进一步的,在通风道直径相同的前提下,通风道进风口处的刺柱为椭圆形,进风口处的刺柱的长轴方向正对进风口,以用于保证进风口处的刺柱上的过滤纤维具有足够的膨胀空间,气流在过滤纤维(3)膨胀后仍可通过;通风道中间区域的刺柱为圆形,通风道出风口处的刺柱为椭圆形,出风口处的刺柱的短轴方向正对进风口。
28、进一步的,所述刺柱上的过滤纤维缠绕量与过滤纤维的体积、质量、密度、深度和缠绕的角度相关。
29、综上所述,本发明具有以下有益效果:
30、1.采用刺柱作为过滤纤维的支撑结构,结构强度更高且通用性更强,适用于各种干式过滤箱和各种通风方式;尤其适用于最难实现的上下方向通风的干式漆雾过滤场景的应用。
31、2.过滤纤维通过缠绕的方式设置在刺柱上,并通过刺柱上的定位刺固定,其连接强度更高,确保过滤纤维不会脱落。
32、3.刺柱采用立体骨架结构,使得刺柱表面缠绕的过滤纤维体积更大,吸附油漆量更大,减少过滤空间的浪费。
33、4.过滤纤维通过螺旋的方式沿过滤纤维厚度方向平面与刺柱的定位刺刺入连接,过滤纤维在能够保持蓬松的状态下,实现与刺柱的全方位多角度连接,有效防止过滤纤维因吸附漆渣增重后而导致的脱落,提高干式过滤纤维的效率,延长过滤纤维的使用寿命。
34、5.通过支撑骨架外部缠绕过滤纤维,过滤纤维和支撑骨架的连接极其紧密牢固,不会松散和脱落。无论水平或纵向布置支撑骨架和过滤纤维,都极其稳固。尤其针对水平方向布置过滤纤维,长度方向中间区域的过滤纤维或长度方向下部的过滤纤维也会与刺柱连接稳固,绝不会松脱。
35、6.刺柱内部采用闭环结构增加整体强度,防止过滤纤维吸附油漆后整体发生形变,尤其更有效的防止应用于水平方向布置时,刺柱和过滤纤维在长度方向的中间区域容易出现的下坠或变形。
36、7.具有需求厚度的长条状过滤纤维可便于机械自动化组装,无需人工操作过滤纤维的裁剪、撕碎、称重、再填充等,在提高生产效率的同时,减少过滤纤维对人体的危害。
37、8.过滤纤维的安装效果更好,缠绕在刺柱外表面的厚度更均匀,质量、密度、体积、用量完全可控。
38、9.安装时通过过滤纤维厚度方向的拉伸,保证过滤纤维在初始安装状态足够蓬松和稳定,密度均匀,且能够在吸附漆渣增加容重后承重效果最好,不会变形、塌陷,过滤纤维在极其蓬松状态下吸附油漆量最大。
- 还没有人留言评论。精彩留言会获得点赞!