一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺的制作方法
本发明涉及石墨涂层领域,具体涉及一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺。
背景技术:
1、对活塞设置石墨涂层能够减少活塞的摩擦系数,石墨涂层的作用为早期磨合润滑,需要一定的厚度和附着力。通常石墨层厚度需求为0.01-0.02mm,在当前工艺状态下,活塞石墨涂层厚度较薄,多数品种石墨涂层厚度在0.01mm左右,甚至出现超下差。而军品客户的要求更高,石墨涂层厚度为0.015-0.025mm(即15-25μm)。
2、石墨印刷主要是将丝网积墨层的石墨和部分丝网上表面的余墨挤压到活塞上,现有技术采用直角的平刮板进行单次印刷,如图1所示,平刮板在印刷的过程中对于丝网上表面的余墨层作用力很小;余墨层受到平角刮板的下压力方向基本与水平面平行,竖直向下的分力很小,刮板挤压余墨层的石墨到活塞上的能力有限。
3、常规工艺不能满足军品客户需求,2018年开发了两次印刷工艺,保障了军品活塞石墨涂层厚度要求。但两次印刷降低了印刷效率,并且对活塞进行二次印刷的干燥程度判定没有定量标准,活塞厚度波动相对较大。
技术实现思路
1、本发明的目的在于提供一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,以解决现有技术中的一次印刷涂层厚度薄和两次印刷效率低且厚度波动大的技术问题。
2、为实现上述目的,本发明提供了一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,包括以下步骤:
3、s1、添加石墨在印刷网版上,将石墨在印刷网版上均匀涂覆,部分石墨通过挤压进入印刷网版设置的丝网积墨层,另一部分石墨位于印刷网版的上表面形成余墨层;
4、s2、将印刷网版的下底面与活塞本体的侧壁进行抵接,印刷网版上表面的首端与印刷刮刀和回墨刀进行抵接;
5、s3、印刷网版在远离首端的方向横向移动,活塞本体在印刷网版切向推力的作用下进行定轴的旋转,印刷刮刀在印刷网版的移动作用下对印刷网版上的石墨进行挤压;
6、s4、尖角刮板倾斜的情况下,印刷过程中印刷刮刀将丝网积墨层中的石墨和余墨层的石墨都进行挤压印刷,石墨在印刷刮刀的挤压下穿过印刷网版的丝网印刷到活塞本体的侧壁上;
7、s5、一次印刷过程完成后,印刷刮板上升至脱离印刷网版,回墨刀在印刷网版上表面的余墨层重新刮到印刷网版的首端;
8、s5、取下印刷完成的活塞本体,替换行的待印刷活塞本体,重复上述s1-s5的步骤。
9、进一步的,s1中的印刷网版的目数为130-160,印刷网版的张力为12n/cm²;
10、进一步的,s2中的活塞本体通过回转夹具进行连接支撑,回转夹具与活塞本体两端的连接处设置轴承,提升活塞本体的转动性能。
11、进一步的,s2中的印刷刮刀和回墨刀进行同步的运动,印刷刮刀的顶端设置升降机构,印刷刮刀在进行印刷时升降机构下移使得印刷刮刀与印刷网版进行抵接,印刷刮刀在进行复位时升降机构上移使印刷刮刀与印刷网版脱离。
12、进一步的,s3中的印刷刮刀的尖角刮板的尖角为45°,尖角刮板的刀口设有小型弧度,尖角刮板的硬度为75-90度。
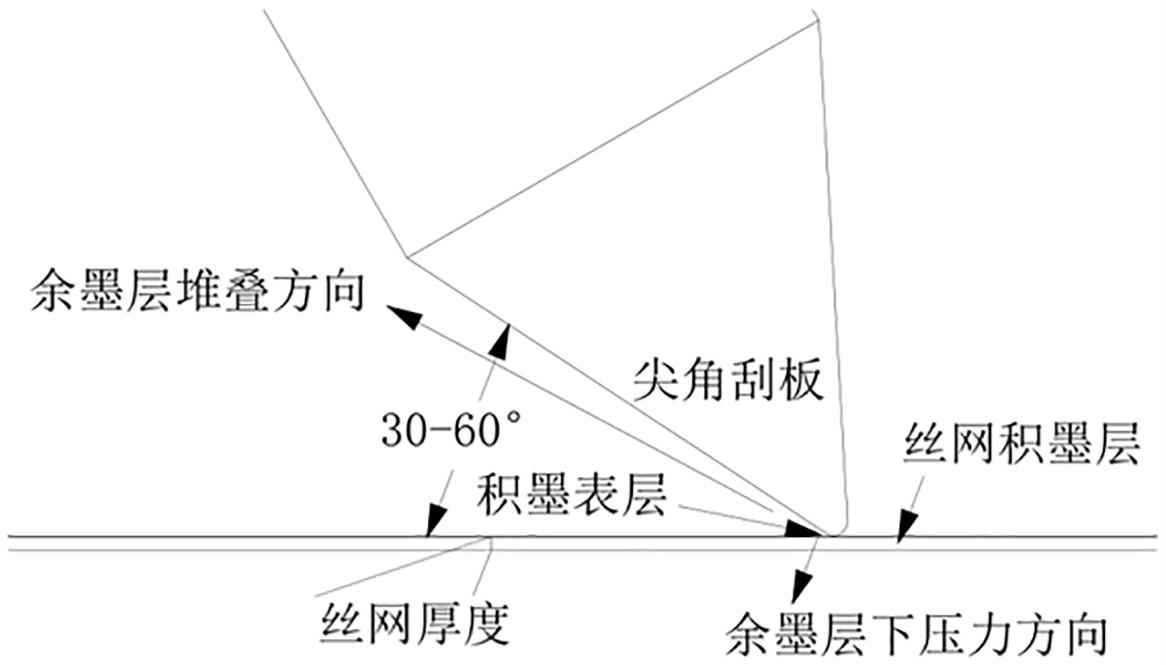
13、进一步的,s4中的余墨层受到的挤压力通过尖角刮板的倾斜角度来控制,尖角刮板与印刷网版形成倾斜角度为30°-60°,尖角刮板对印刷网版上的余墨层施加垂直于尖角刮板向下的压力,使得余墨层上的部分余墨受压挤压穿过印刷网版进行印刷。
14、进一步的,s5中的回墨刀为一种半弧形结构,半弧形结构的回墨刀将一次印刷余墨层的石墨包围并在复位过程中涂覆在印刷网版的丝网中形成新的余墨层。
15、进一步的,s5中的经过一次印刷后的活塞石墨涂层厚度达到0.015-0.025mm。
16、基于上述技术方案,本发明可以产生如下有益效果:
17、本发明提供的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,通过尖角刮板与印刷网版的倾斜角度来控制余墨层的挤压受力情况,通过印刷刮刀对印刷网版上的石墨进行挤压和刮平,使印刷网版沉积在内部的丝网积墨层和尖角刮板端部的部分余墨层穿过印刷网版印刷在活塞本体的侧壁上,相当于一次印刷实现了两次印刷的效果,更加高效和可控。
18、本发明提供的尖角刮板的使用与现有技术的平刮板的使用相比,尖角刮板对余墨层施加的挤压力大于平刮板对余墨层的加压力,尖角刮板夹角处形成余墨层的积墨受到挤压,更多部分能够穿过印刷网版进行二次印刷。
技术特征:
1.一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s1中的印刷网版的目数为130-160,印刷网版的张力为12n/cm²。
3.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s2中的活塞本体通过回转夹具进行连接支撑,回转夹具与活塞本体两端的连接处设置轴承,提升活塞本体的转动性能。
4.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s2中的印刷刮刀和回墨刀进行同步的运动,印刷刮刀的顶端设置升降机构,印刷刮刀在进行印刷时升降机构下移使得印刷刮刀与印刷网版进行抵接,印刷刮刀在进行复位时升降机构上移使印刷刮刀与印刷网版脱离。
5.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s3中的印刷刮刀的尖角刮板的尖角为45°,尖角刮板的刀口设有小型弧度,尖角刮板的硬度为75-90度。
6.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s4中的余墨层受到的挤压力通过尖角刮板的倾斜角度来控制,尖角刮板与印刷网版形成倾斜角度为30°-60°,尖角刮板对印刷网版上的余墨层施加垂直于尖角刮板向下的压力,使得余墨层上的部分余墨受压挤压穿过印刷网版进行印刷。
7.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s5中的回墨刀为一种半弧形结构,半弧形结构的回墨刀将一次印刷余墨层的石墨包围并在复位过程中涂覆在印刷网版的丝网中形成新的余墨层。
8.根据权利要求1所述的一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,其特征在于,所述s5中的经过一次印刷后的活塞石墨涂层厚度达到0.015-0.025mm。
技术总结
本发明公开了一种使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺,包括以下步骤:将石墨在印刷网版上均匀涂覆形成内部丝网积墨层和上表面余墨层;印刷网版在远离首端的方向横向移动,活塞本体在印刷网版切向推力的作用下进行定轴的旋转,印刷刮刀对印刷网版上的石墨进行挤压;印刷过程中印刷刮刀将丝网积墨层中的石墨和余墨层的部分石墨进行挤压印刷,尖角刮刀通过增大余墨层的挤压,从而增加了印刷厚度,达到平角刮刀印刷两次的效果。本发明通过使用尖角刮板单次印刷确保活塞石墨刷涂厚度的工艺解决了现有技术中一次印刷涂层厚度薄和两次印刷效率低且厚度波动大的技术问题。
技术研发人员:蒋相森,蒋坤,徐昌友,曾凡伟,敖文祥,黄述光
受保护的技术使用者:成都银河动力有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!