一种大型粉磨设备调度优化控制系统及控制方法与流程
本发明属于水泥生产设备,具体为一种大型粉磨设备调度优化控制系统及控制方法。
背景技术:
1、水泥行业是中国的传统支柱型产业,据国家统计局最新数据显示,2019年全年中国水泥产量达到了233035.7万吨,累计增长6.1%。截止至2020年12月中国水泥产量为21333.1万吨,同比增长6.3%。累计方面,2020年全年中国水泥累计产量达到237691.2万吨,累计增长1.6%。水泥粉磨是整个水泥生产过程的最后工序,其效率优劣直接影响水泥产量。现阶段水泥粉磨过程的自动化水平偏低,因此研究水泥粉磨的控制与优化尤为重要。
2、水泥厂通常生产五种型号的水泥:复合32.5水泥(pc32.5)、普通32.5水泥(po32.5)、普通42.5水泥(po42.5)、低碱42.5水泥、普通52.5水泥(po52.5),其中po32.5的水泥发货量最大,其次为pc42.5水泥,发货量最少的为pc52.5,所以根据发货量的不同,调度需要根据水泥库中的库存安排中控室操作员进行转产操作,现场经常转产,尤其在是发货旺季,水泥库中水泥库存较少,水泥需要通过转产来调节发货,以达到一定的供需平衡。转产主要包括:32.5转普通42.5,普通42.5转32.5,普通42.5转低碱42.5。水泥转产的时候,要调节各种原材料的配比,改变喂料量,调节收尘风机,调节选粉机,这一系列的改动需要在1-2分钟之内完成,短时间内粉磨设备系统产生了大波动,称重仓仓重开始迅速变化,出磨提升机电流也大幅度波动。由于现场操作人员操作水平参差不齐,导致粉磨出的水泥质量波动较大,自动控制系统能够稳定水泥的质量;由于磨机内物料量控制不稳定,磨机出力不均匀,粉磨效率普遍较低,采用自动控制系统能够提高磨机的粉磨效率。
技术实现思路
1、本发明主要解决的技术问题是提供一种大型粉磨设备调度优化控制系统,使得系统控制更加平稳有效。
2、为解决上述技术问题,本发明采用的一个技术方案是:包括以下步骤:步骤s1,通过传感器采集粉磨设备内的参数数据,步骤s2,通过dcs系统将传感器采集的数据输出到opc服务器,步骤s3,opc服务器将采集到的数据输送到预测控制器模块得出循环风机转速值up,步骤s4,opc服务器将采集到的数据输送到模糊控制器模块得出风机转速为uf,步骤s5,opc服务器将预测控制器模块和模糊控制器模块所计算出的数据传输到控制器权值选择模块,通过计算得出最终控制参数。
3、进一步地说,所述步骤s3包括以下步骤,s301将传感器采集的数据读取进内存,并分别保存核心变量,s302,将传感器采集的数据按照数据预处理方法进行处理,然后将数据格式修改成长短时记忆网络训练所要求的格式,s303,首先根据各个子系统输入变量和输出变量的个数确定网络模型的输入输出层,然后初始化网络的参数设置,最后将准备好的训练数据输入网络进行多次循环迭代计算,直至误差计算满足设置要求,s304,将待预测数据集的输入变量输入进满足训练要求的长短时记忆网络模型中,计算得到测试数据集的输出变量,并与观测值进行误差计算。
4、进一步地说,所述模糊控制器模块为双输入单输出的模糊控制器。
5、进一步地说,所述步骤s4包括以下步骤,s401,设定料位值为lr,s402,设定料位实际值与设定值的误差为e,s403,设定料位误差的变化率为ec,选e、ec作为模糊控制器的输入,根据计算公式得出循环风机转速uf。
6、进一步地说,所述计算公式为e(i)=l(i)-lr,ec(i)=e(i)-e(i-1),uf(i)=u(i-1)+δu(i),其中i=1,2,3,…,n。
7、进一步地说,所述控制器权值选择模块所用的计算公式为u=wpup+wfuf,其中wp为预测控制器分配的权值,wf为模糊控制器分配的权值。
8、进一步地说,所述预测控制器分配的权值为0.7,所述模糊控制器分配的权值为03。
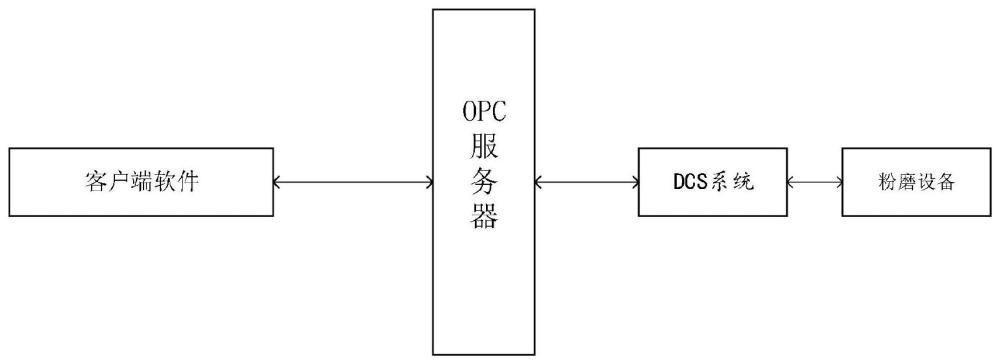
9、进一步地说,包括客户端、opc服务器、dcs系统和粉磨设备,所述客户端与所述opc服务器信号连接,所述opc与所述dcs系统信号连接,所述粉磨设备内安装有若干个传感器,所述dcs系统与所述传感器信号连接;
10、所述opc服务器包括预测控制器模块、模糊控制器模块和控制器权值选择模块。
11、本发明的有益效果至少具有以下几点:
12、本发明的采用基于长短时记忆网络建立处理模型,相较于传统前向神经网络,其隐含层的神经元可以相互传递信息,因此循环神经网络更加适合处理前后数据存在关联的系统,长短时记忆网络由于其隐含层的特殊性,又可以学习长期依赖信息,因此对于水泥粉磨系统这种连续工作时间长,数据采集周期大的模型更加适用;
13、本发明通过设置控制器权值选择模块,对模糊控制器模块和预测控制器模块计算出的数据进行综合的考虑,通过给两个模块得出的计算值赋予不同的权重,从而保证计算出来的结果能够达到较好的控制效果。
技术特征:
1.一种大型粉磨设备调度优化控制系统的方法,其特征在于,包括以下步骤:步骤s1,通过传感器采集粉磨设备内的参数数据,步骤s2,通过dcs系统将传感器采集的数据输出到opc服务器,步骤s3,opc服务器将采集到的数据输送到预测控制器模块得出循环风机转速值up,步骤s4,opc服务器将采集到的数据输送到模糊控制器模块得出风机转速为uf,步骤s5,opc服务器将预测控制器模块和模糊控制器模块所计算出的数据传输到控制器权值选择模块,通过计算得出最终控制参数。
2.根据权利要求1所述的一种大型粉磨设备调度优化控制系统,其特征在于:所述步骤s3包括以下步骤,s301将传感器采集的数据读取进内存,并分别保存核心变量,s302,将传感器采集的数据按照数据预处理方法进行处理,然后将数据格式修改成长短时记忆网络训练所要求的格式,s303,首先根据各个子系统输入变量和输出变量的个数确定网络模型的输入输出层,然后初始化网络的参数设置,最后将准备好的训练数据输入网络进行多次循环迭代计算,直至误差计算满足设置要求,s304,将待预测数据集的输入变量输入进满足训练要求的长短时记忆网络模型中,计算得到测试数据集的输出变量,并与观测值进行误差计算。
3.根据权利要求1所述的一种大型粉磨设备调度优化控制系统的方法,其特征在于:所述模糊控制器模块为双输入单输出的模糊控制器。
4.根据权利要求1所述的一种大型粉磨设备调度优化控制系统的方法,其特征在于:所述步骤s4包括以下步骤,s401,设定料位值为lr,s402,设定料位实际值与设定值的误差为e,s403,设定料位误差的变化率为ec,选e、ec作为模糊控制器的输入,根据计算公式得出循环风机转速uf。
5.根据权利要求4所述的一种大型粉磨设备调度优化控制系统的方法,其特征在于:所述计算公式为e(i)=l(i)-lr,ec(i)=e(i)-e(i-1),uf(i)=u(i-1)+δu(i),其中i=1,2,3,…,n。
6.根据权利要求1所述的一种大型粉磨设备调度优化控制系统的方法,其特征在于:所述控制器权值选择模块所用的计算公式为u=wpup+wfuf,其中wp为预测控制器分配的权值,wf为模糊控制器分配的权值。
7.根据权利要求1所述的一种大型粉磨设备调度优化控制系统的方法,其特征在于:所述预测控制器分配的权值为0.7,所述模糊控制器分配的权值为0.3。
8.根据权利要求1所述的一种大型粉磨设备调度优化控制系统,其特征在于:包括客户端、opc服务器、dcs系统和粉磨设备,所述客户端与所述opc服务器信号连接,所述opc与所述dcs系统信号连接,所述粉磨设备内安装有若干个传感器,所述dcs系统与所述传感器信号连接;
技术总结
本发明公开了一种大型粉磨设备调度优化控制系统,包括客户端、OPC服务器、DCS系统和粉磨设备,所述客户端与所述OPC服务器信号连接,所述OPC与所述DCS系统信号连接,所述粉磨设备内安装有若干个传感器,所述DCS系统与所述传感器信号连接;所述OPC服务器包括预测控制器模块、模糊控制器模块和控制器权值选择模块,所述OPC服务器与循环风机转速控制模块信号连接。本发明能够提高水泥生产质量,并降低生产能耗具有极其重要的意义。
技术研发人员:刘玉中,谢华,梁科,石全
受保护的技术使用者:苏州中材建设有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!