一种用于零部件喷粉涂附处理工艺的制作方法
本发明涉及零部件喷粉,具体为一种用于零部件喷粉涂附处理工艺。
背景技术:
1、目前,一些机器或设备上使用的零部件为了延长其使用寿命和增强使用效果,大部分要进行表面处理,或电镀,或涂敷,就电镀而言,电镀件表面光滑,耐腐蚀,是表面处理的一种常用方法。在电镀前,一般要对待加工件进行处理,如:摩托车上的电镀件一般都要经过除油和除锈,一般是在碱液中除油,在酸液中除锈,或者是在一种用腐蚀剂和乳化剂制成的混合溶液中同时进行除油和除锈,除油、除锈后,为了除去残留的的油污和酸,还要进行弱腐蚀处理,然后进行水洗,水洗后要经过三次镀镍、一次镀铬,或一次镀铜、二次镀镍、一次镀铬,才能达到电镀的效果。
2、传统的电镀工艺虽然比较成熟,但有许多弊端:工序复杂、成本高,加工时间长,对于在流水线上进行加工的零部件来说,由于其某个零部件的长时间加工,延长了整个加工周期,另外,进行酸洗时,容易产生过度腐蚀。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种用于零部件喷粉涂附处理工艺,解决了传统的电镀工艺虽然比较成熟,但有许多弊端:工序复杂、成本高,加工时间长,对于在流水线上进行加工的零部件来说,由于其某个零部件的长时间加工,延长了整个加工周期,另外,进行酸洗时,容易产生过度腐蚀问题。
3、(二)技术方案
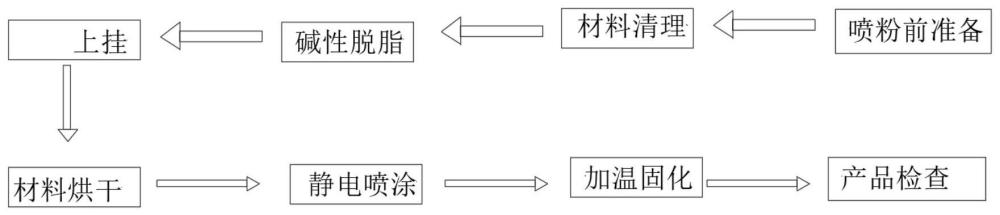
4、为实现以上目的,本发明通过以下技术方案予以实现:一种用于零部件喷粉涂附处理工艺,包括以下步骤:
5、s1、喷粉前准备:对喷粉室进行清理和供粉装置进行清理,使得其在进行喷粉的环境中保持干净;
6、s2、工件清理:表面预处理,清除工件表面上的氧化物、油污及其它污物,以提高粉末涂层的附着力,喷砂,抛丸的机械方法去锈去腐蚀;
7、s3、碱性脱脂:将脱脂剂以及表面活性剂按比列配置成工作槽液,升温到工艺温度,并用喷淋或者循环搅拌机械作用用以辅助,使得攻坚表面的油污软化,溶解部分发生化学反应,然后与工件表面分裂,从而达到清洗工件表面油脂的目的;
8、s4、上挂:将工件配合需要保护的配合面装上挂具,装上挂具后挂具与配合面不能有大于2毫米的缝隙;
9、s5、工件烘干:将所需要使用的粉末放入烘干设备中,按照所需要的温度进行干燥处理;
10、s6、静电喷涂:粉末涂料在通过喷枪时,经过喷枪前端加有高压静电发生器产生的高压,电晕放电后会在喷枪附近产生电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,在电场作用下,它们会被吸到相反极性的工件上去;
11、s7、加温固化:通过将喷粉完成的工件放入烘干时,通过烘干室进行20分钟且温度达到180°的高温进行烘干,使得粉末与工件之间光泽丰满且涂层均匀;
12、s8、产品检查:将加工完成的工件放置在检测台上,并通过对加工完成的工件根据外观质量要求对工件进行检查。
13、优选的,所述步骤s1中所喷的涂末是指热固性类的粉末,包括环氧、环氧改性聚酯、聚氨酯及丙烯酸。
14、优选的,所述步骤s4中悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于l=10-14m的仓储货架和异型路灯合金钢管涂装线,工件吊装在专用挂具上承重达500-600kg,进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送。
15、优选的,所述步骤s5中烘干设备保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oc。
16、优选的,所述步骤s2中对预喷涂的工件做前期处理,目的是去除工件表面油脂、灰尘,为后续涂层良好附着作保障,提高图层的综合性能和质量。
17、优选的,所述s1中供粉装置由新粉桶、旋转筛和供粉桶组成,粉末涂料先加入到新粉桶压缩空气通过新粉桶底部的流化板上的微孔使粉末预流化,再经过粉泵输送到旋转筛,旋转筛分离出粒径过大的粉末粒子,剩余粉末下落到供粉桶,供粉桶将粉末流化到规定成都后通过粉泵和送粉管供给喷枪喷涂工件。
18、优选的,所述步骤s6中当对工件进行喷粉时,应及时对掉落在加工台上的粉末进行及时清理。
19、优选的,所述步骤s7中当固化炉内部有杂质时通过湿布和吸尘器村彻底清洁固化炉的内壁,对于悬挂链和风管缝隙处,出现黑色大颗粒杂质需要检查送风管滤网是否有破损处。
20、优选的,所述步骤s2中清理时压力为05mpa。
21、优选的,所述步骤s6中喷枪移动的速度30~60cm/秒。
22、(三)有益效果
23、本发明提供了一种用于零部件喷粉涂附处理工艺。具备以下有益效果:
24、对喷粉室进行清理和供粉装置进行清理,清除工件表面上的氧化物、油污及其它污物,以提高粉末涂层的附着力,使得攻坚表面的油污软化,溶解部分发生化学反应,然后与工件表面分裂,从而达到清洗工件表面油脂的目的,将工件配合需要保护的配合面装上挂具,将所需要使用的粉末放入烘干设备中,按照所需要的温度进行干燥处理,粉末涂料在通过喷枪时,经过喷枪前端加有高压静电发生器产生的高压,电晕放电后会在喷枪附近产生电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,在电场作用下,它们会被吸到相反极性的工件上去。
技术特征:
1.一种用于零部件喷粉涂附处理工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s1中所喷的涂末是指热固性类的粉末,包括环氧、环氧改性聚酯、聚氨酯及丙烯酸。
3.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s4中悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于l=10-14m的仓储货架和异型路灯合金钢管涂装线,工件吊装在专用挂具上承重达500-600kg,进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送。
4.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s5中烘干设备保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oc。
5.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s2中对预喷涂的工件做前期处理,目的是去除工件表面油脂、灰尘,为后续涂层良好附着作保障,提高图层的综合性能和质量。
6.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述s1中供粉装置由新粉桶、旋转筛和供粉桶组成,粉末涂料先加入到新粉桶压缩空气通过新粉桶底部的流化板上的微孔使粉末预流化,再经过粉泵输送到旋转筛,旋转筛分离出粒径过大的粉末粒子,剩余粉末下落到供粉桶,供粉桶将粉末流化到规定成都后通过粉泵和送粉管供给喷枪喷涂工件。
7.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s6中当对工件进行喷粉时,应及时对掉落在加工台上的粉末进行及时清理。
8.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s7中当固化炉内部有杂质时通过湿布和吸尘器村彻底清洁固化炉的内壁,对于悬挂链和风管缝隙处,出现黑色大颗粒杂质需要检查送风管滤网是否有破损处。
9.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s2中清理时压力为05mpa。
10.根据权利要求1所述的一种用于零部件喷粉涂附处理工艺,其特征在于:所述步骤s6中喷枪移动的速度30~60cm/秒。
技术总结
本发明公开了一种用于零部件喷粉涂附处理工艺,涉及零部件喷粉技术领域。该用于零部件喷粉涂附处理工艺,包括以下步骤:S1、喷粉前准备:对喷粉室进行清理和供粉装置进行清理,使得其在进行喷粉的环境中保持干净S2、工件清理:表面预处理,清除工件表面上的氧化物、油污及其它污物,以提高粉末涂层的附着力,升温到工艺温度,并用喷淋或者循环搅拌机械作用用以辅助,使得攻坚表面的油污软化,溶解部分发生化学反应,然后与工件表面分裂,从而达到清洗工件表面油脂的目的,电晕放电后会在喷枪附近产生电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,在电场作用下,它们会被吸到相反极性的工件上去。
技术研发人员:李振燊
受保护的技术使用者:台山市华信通信科技有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!