一种极片面密度涂布控制方法、装置、系统及存储介质与流程
本发明涉及锂离子电池极片涂布控制,更具体地说,涉及一种极片面密度涂布控制方法、装置、系统及存储介质。
背景技术:
1、锂离子电池是全球使用最广泛的商业化二次电池,随着锂离子电池的不断发展,对锂离子电池的需求呈快速增长的态势。锂离子电池的正负极极片的面密度是影响锂离子电池容量密度的重要因素,因此极片的面密度的一致性低,会导致电池容量一致性降低,而电池容量一致性降低,会导致电池组成pack时降低模组的性能。因此提高极片面密度的一致性是至关重要的。
2、在锂电池制造技术领域,涂布机是一种常见的设备,正极和负极电极材料需要被涂布在导电集流体上。这个过程通常使用涂布机完成,涂布机会将电极材料均匀地涂布在导电集流体上,形成电极片。其中,涂布,是影响极片面密度的一道重要工序,随着涂布的进行,浆料的固含不断上升,粘度不断上升,浆料密度不断变化,这会导致涂布不均匀,因此优化涂布工序是提高电极面密度的有效手段之一。
3、专利cn219043428u提出了一种浆料输送装置与浆料搅拌装置,通过对预涂布浆料不断搅拌防止浆料因静止时间过长而导致不均匀的问题,进而保证浆料涂布的均一性。该方法虽然能够一定程度上保持浆料的均匀,但是无法保证涂布时当前的涂布厚度和涂布面密度,准确性差,方法繁琐,效率低。
4、专利cn112916327a提供了一种用于双面涂布的涂布系统。在涂布的第一面涂布单元的上游和第二面涂布单元的上游分别设有第一纠偏单元与第二纠偏单元,采用ccd相机采集极片涂布状态,根据涂布状态调整螺杆泵、涂布模头等组件的工作状态,从而实现对涂布均一性的调整。该方法,是通过图像处理技术对当前的涂布状态进行监控,但是无法实时确保当前涂布的材料中的实际面密度进行准确的把控。
5、总之,现有的对于极片在涂布过程中表面浆料面密度的监控方法中,存在方法繁琐,监控效率低,无法实时的确保浆料在涂布后的具体准确状态,结果偏差较大,准确性低,为锂离子电池的生产带来巨大的不便。
技术实现思路
1、有鉴于此,针对于上述技术问题,本发明提供一种极片面密度涂布控制方法,包括:
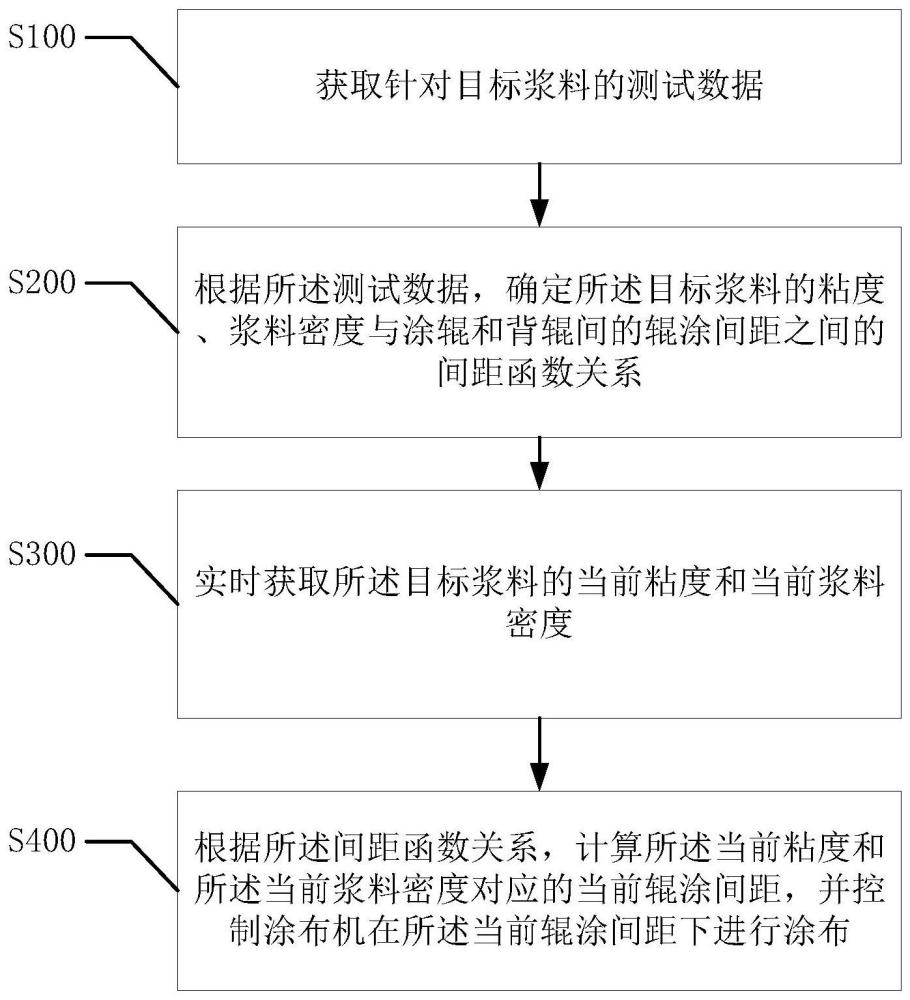
2、获取针对目标浆料的测试数据;
3、根据所述测试数据,确定所述目标浆料的粘度、浆料密度与涂辊和背辊间的辊涂间距之间的间距函数关系;
4、实时获取所述目标浆料的当前粘度和当前浆料密度;
5、根据所述间距函数关系,计算所述当前粘度和所述当前浆料密度对应的当前辊涂间距,并控制涂布机在所述当前辊涂间距下进行涂布。
6、优选地,所述获取针对目标浆料的测试数据,包括:
7、在预设时长和预设时间间隔条件下,连续采样测试所述目标浆料的所述测试数据中的粘度数据和固含量数据;以在所述预设时长内,每个时间间隔下测得的所述粘度的数据和所述固含量的数据为一组测定值,并以所述预设时长内的所有组的所述测定值作为所述测试数据;
8、优选地,所述预设时长为不小于3小时;
9、优选地,所述预设时间间隔为不高于20秒;
10、优选地,所述测定值的组数为不少于540组。
11、优选地,所述根据所述测试数据,确定所述目标浆料的粘度、浆料密度与涂辊和背辊间的辊涂间距之间的间距函数关系,包括:
12、根据所述测试数据,建立所述目标浆料对应的固含量与粘度的函数关系,作为第一函数关系;
13、建立所述目标浆料对应的固含量、浆料密度、涂布面密度与所述辊涂间距之间的函数关系,作为第二函数关系;
14、根据所述第一函数关系和所述第二函数关系,建立所述辊涂间距与所述目标浆料的粘度和密度之间的函数关系,作为所述间距函数关系。
15、优选地,所述第一函数关系为如下函数关系式:
16、ω=f(x浆);
17、其中,ω代表所述目标浆料的固含量;x浆代表所述目标浆料的粘度。
18、优选地,所述第二函数关系的函数关系式,通过如下方法得出:
19、根据所述目标浆料的涂布面密度ρ涂布和固含量ω,得出计算浆料面密度的第一计算公式:
20、根据所述浆料密度y浆和所述当前辊涂间距d,得到计算所述浆料面密度ρ浆面的第二计算公式:ρ浆面=y浆×d;
21、根据所述第一计算公式和所述第二计算公式,可得到所述第二函数关系的所述函数关系式。
22、优选地,所述第二函数关系为如下函数关系式:
23、d=g(ω,y浆);
24、其中,d代表所述当前辊涂间距;ω代表所述目标浆料的固含量;y浆代表所述目标浆料的浆料密度。
25、优选地,所述间距函数关系的函数关系式为:
26、d=f(x浆,y浆);
27、其中,d代表所述当前辊涂间距;x浆代表所述目标浆料的粘度;y浆代表所述目标浆料的浆料密度。
28、此外,为解决上述问题,本发明还提供一种极片面密度涂布控制装置,包括:
29、获取模块,用于获取针对目标浆料的测试数据;
30、分析模块,用于根据所述测试数据,确定所述目标浆料的粘度、浆料密度与涂辊和背辊间的辊涂间距之间的间距函数关系;
31、所述获取模块,还用于实时获取所述目标浆料的当前粘度和当前浆料密度;
32、计算模块,用于根据所述间距函数关系,计算所述当前粘度和所述当前浆料密度对应的当前辊涂间距,并控制涂布机在所述当前辊涂间距下进行涂布。
33、此外,为解决上述问题,一种极片面密度涂布控制系统,包括存储器以及处理器,所述存储器中存储有极片面密度涂布控制程序,所述处理器运行所述极片面密度涂布控制程序以使所述极片面密度涂布控制系统执行如上述所述的极片面密度涂布控制方法。
34、此外,为解决上述问题,一种计算机可读存储介质,所述计算机可读存储介质上存储有极片面密度涂布控制程序,所述极片面密度涂布控制程序被处理器执行时实现如上述所述的极片面密度涂布控制方法。
35、本发明提供了一种极片面密度涂布控制方法、装置、系统及存储介质,其中,所述方法包括:获取针对目标浆料的测试数据;根据所述测试数据,确定所述目标浆料的粘度、浆料密度与涂辊和背辊间的辊涂间距之间的间距函数关系;实时获取所述目标浆料的当前粘度和当前浆料密度;根据所述间距函数关系,计算所述当前粘度和所述当前浆料密度对应的当前辊涂间距,并控制涂布机在所述当前辊涂间距下进行涂布。本发明针对逗号型涂布机辊涂形式,提供一种提高涂布极片面密度一致性的方法,通过在线粘度计实时监测浆料粘度与浆料密度,确定间距函数关系,并可根据间距函数关系获取目标面密度所需的浆料涂布厚度,通过调节涂辊与背辊间的间距来调节涂布浆料厚度实现涂布面密度的均一性。本发明所提供的控制方法能够实现对于当前涂布过程中,目标浆料的当前的浆料粘度和浆料密度,得到所需要的涂辊与背辊间的间距,并通过该间距实时进行调整涂布厚度,从而确保极片面密度在涂布过程中保持均一性和稳定性,方法简便,准确度高,大大降低了制造成本,提高了产品质量,为锂离子电池的极片制备提供了方便。
- 还没有人留言评论。精彩留言会获得点赞!