一种全自动灌胶生产线及其生产工艺的制作方法
本发明涉及灌胶,特别是涉及一种全自动灌胶生产线及其生产工艺。
背景技术:
1、灌胶机又称ab双液胶灌胶机,是专门对流体进行控制,并将液体点滴、涂覆、灌封于产品表面或产品内部的自动化机器,使其达到密封、固定、防水等作用的设备,一般使用的多为双组份胶水。主要用于产品工艺中的胶水、油以及其他液体的粘接、灌注、涂层、密封、填充,自动化灌胶机能够实现点、线、弧、圆等不规则图形的灌胶。
2、目前,传统的灌胶机采用滑轨对产品进行上下料作业时,由于产品与灌胶头之间存在着一定的误差,容易导致产品与灌胶头发生错位,从而影响产品灌胶的精准度,进而影响产品的质量,导致生产效率低下;另外,部分生产工艺中灌胶量较大,采用灌胶后二次补胶的修复效果仍不佳,且在灌胶过程中会产生的气泡影响灌胶质量,无法满足生产加工的需求。
技术实现思路
1、基于此,有必要针对现有技术中的问题,提供一种全自动灌胶生产线及其生产工艺。
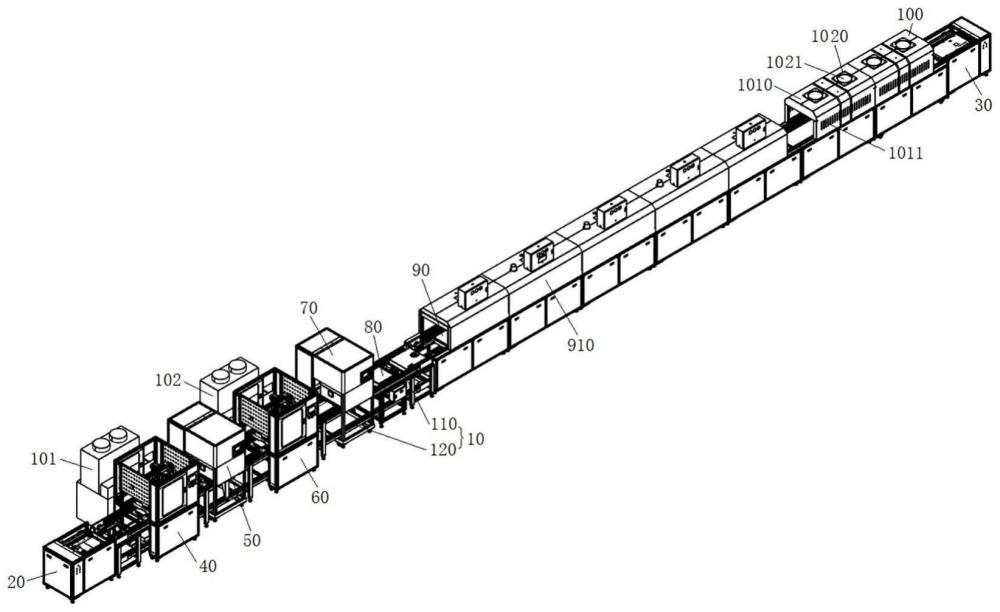
2、一种全自动灌胶生产线,包括生产线本体,所述生产线本体从左到右依次设置有第一升降机、第一三轴机械手、第一真空机、第二三轴机械手、第二真空机、振动机、固化隧道炉、风冷机以及第二升降机,所述第一三轴机械手的一侧设置有第一灌胶机,所述第二三轴机械手的一侧设置有第二灌胶机,所述第一真空机和所述第二真空机结构相同,所述第一真空机包括第一机架、第一真空发生器、第一真空腔室以及用于驱动第一真空腔室竖直往复滑移的第一驱动机构,所述第一真空发生器和所述第一驱动机构分别安装于所述第一机架的预设位置上,所述第一驱动机构通过连接座与所述第一真空腔室连接,所述第一真空腔室位于所述生产线本体的上方。
3、在其中一个实施例中,所述第一驱动机构包括第一驱动气缸、第一传动组件、第一滑轨和第二滑轨,所述第一驱动气缸、所述第一滑轨和所述第二滑轨分别安装在所述第一机架上,且所述第一驱动气缸位于所述第一滑轨和所述第二滑轨之间,所述第一传动组件位于所述第一驱动气缸的上方,并通过连接块与所述第一驱动气缸的活塞杆连接。
4、在其中一个实施例中,所述第一升降机和所述第二升降机的结构相同,所述第一升降机包括第二机架、设置在第二机架上的载板以及安装于载板上的第一送料机构,所述第二机架上设置有驱动所述载板竖直往复滑移的第二驱动机构。
5、在其中一个实施例中,所述第一三轴机械手和所述第二三轴机械手的结构相同,所述第一三轴机械手包括第三机架、第一x轴移动组件、第一y轴移动组件和第一z轴移动组件,所述第一z轴移动组件与所述第一x轴移动组件滑动连接,并沿x轴方向移动,所述第一x轴移动组件与所述第一y轴移动组件滑动连接,并沿y轴方向移动,所述第一y轴移动组件安装在所述第三机架上。
6、在其中一个实施例中,所述第一z轴移动组件上设有第一点胶组件,所述第一点胶组件安装于所述所述第一z轴移动组件上,并沿z轴方向移动。
7、在其中一个实施例中,所述风冷机的长度为4.0mm±1mm,其包括箱体和若干抽风口,所述抽风口位于所述箱体的顶部,且每个所述抽风口连接有抽风机;
8、所述箱体由箱壁围成的下方开口的半密闭空间,且所述箱壁上设有若干散热通孔。
9、在其中一个实施例中,所述固化隧道炉包括主箱体,其长度为12.0mm±10mm;
10、所述主箱体由多个单元箱体组成,且每个所述单元箱体之间设有分隔板。
11、在其中一个实施例中,所述单元箱体内设置有发热管烘烤。
12、在其中一个实施例中,还包括若干流转工装夹具载体,所述流转工装夹具载体位于所述生产线上,所述生产线本体包括用于流转工装夹具载体传送的上层流水线以及用于流转工装夹具载体回流的下层流水线,所述下层流水线设置于所述上层流水线下方。
13、一种全自动灌胶生产线的生产工艺,包括如下步骤:
14、s1:设定每个加工工位的相关参数;
15、s2:将产品放置在流转工装夹具载体上,对产品进行固定,并通过第一升降机将产品送至生产线本体上,等待灌胶;
16、s3:产品流通至第一灌胶机的灌胶工位上,通过第一三轴机械手将胶水灌入到产品的指定区域上,然后通过第一真空机进行抽气,减少胶体与空气的接触面,避免产生气泡;
17、s4:产品流通至第二灌胶机的灌胶工位上,通过第二三轴机械手在产品的指定区域上进行二次补胶,然后通过第二真空机进行抽气,避免产生气泡;
18、s5:二次灌胶后的产品继续流通至振动机中,通过振动机对产品进行振动;
19、s6:振动后的产品流入固化隧道炉中,并通过固化隧道炉将产品上的胶水进行加温固化;
20、s7:加温固化后的产品流至风冷机中,通过风冷机对产品进行冷却;
21、s8:冷却后的产品继续流通,由工作人员取出即可。
22、上述一种全自动灌胶生产线及其生产工艺,通过合理的设置,实现了全自动化灌胶生产,大大提高了灌胶效率和灌胶的精确度,保证了灌胶质量,同时还节省了人力物力,降低生产成本,能够满足生产加工的需求,实用性较强。
技术特征:
1.一种全自动灌胶生产线,包括生产线本体,所述生产线本体从左到右依次设置有第一升降机、第一三轴机械手、第一真空机、第二三轴机械手、第二真空机、振动机、固化隧道炉、风冷机以及第二升降机,所述第一三轴机械手的一侧设置有第一灌胶机,所述第二三轴机械手的一侧设置有第二灌胶机,其特征在于,所述第一真空机和所述第二真空机结构相同,所述第一真空机包括第一机架、第一真空发生器、第一真空腔室以及用于驱动第一真空腔室竖直往复滑移的第一驱动机构,所述第一真空发生器和所述第一驱动机构分别安装于所述第一机架的预设位置上,所述第一驱动机构通过连接座与所述第一真空腔室连接,所述第一真空腔室位于所述生产线本体的上方。
2.根据权利要求1所述的一种全自动灌胶生产线,其特征在于,所述第一驱动机构包括第一驱动气缸、第一传动组件、第一滑轨和第二滑轨,所述第一驱动气缸、所述第一滑轨和所述第二滑轨分别安装在所述第一机架上,且所述第一驱动气缸位于所述第一滑轨和所述第二滑轨之间,所述第一传动组件位于所述第一驱动气缸的上方,并通过连接块与所述第一驱动气缸的活塞杆连接。
3.根据权利要求1所述的一种全自动灌胶生产线,其特征在于,所述第一升降机和所述第二升降机的结构相同,所述第一升降机包括第二机架、设置在第二机架上的载板以及安装于载板上的第一送料机构,所述第二机架上设置有驱动所述载板竖直往复滑移的第二驱动机构。
4.根据权利要求1所述的一种全自动灌胶生产线,其特征在于,所述第一三轴机械手和所述第二三轴机械手的结构相同,所述第一三轴机械手包括第三机架、第一x轴移动组件、第一y轴移动组件和第一z轴移动组件,所述第一z轴移动组件与所述第一x轴移动组件滑动连接,并沿x轴方向移动,所述第一x轴移动组件与所述第一y轴移动组件滑动连接,并沿y轴方向移动,所述第一y轴移动组件安装在所述第三机架上。
5.根据权利要求4所述的一种全自动灌胶生产线,其特征在于,所述第一z轴移动组件上设有第一点胶组件,所述第一点胶组件安装于所述所述第一z轴移动组件上,并沿z轴方向移动。
6.根据权利要求1所述的一种全自动灌胶生产线,其特征在于,所述风冷机的长度为4.0m±1mm,其包括箱体和若干抽风口,所述抽风口位于所述箱体的顶部,且每个所述抽风口连接有抽风机;
7.根据权利要求1所述的一种全自动灌胶生产线,其特征在于,所述固化隧道炉包括主箱体,其长度为12.0m±10mm;
8.根据权利要求7所述的一种全自动灌胶生产线,其特征在于,所述单元箱体内设置有发热管烘烤。
9.根据权利要求1所述的一种全自动灌胶生产线,其特征在于,还包括若干流转工装夹具载体,所述流转工装夹具载体位于所述生产线上,所述生产线本体包括用于流转工装夹具载体传送的上层流水线以及用于流转工装夹具载体回流的下层流水线,所述下层流水线设置于所述上层流水线下方。
10.根据权利要求1-9中任意一项所述的全自动灌胶生产线进行灌胶的生产工艺,其特征在于,包括如下步骤:
技术总结
本发明涉及一种全自动灌胶生产线,包括生产线本体,所述生产线本体从左到右依次设置有第一升降机、第一三轴机械手、第一真空机、第二三轴机械手、第二真空机、振动机、固化隧道炉、风冷机以及第二升降机,所述第一三轴机械手的一侧设置有第一灌胶机,所述第二三轴机械手的一侧设置有第二灌胶机;其中,所述生产线本体包括用于流转工装夹具载体传送的上层流水线以及用于流转工装夹具载体回流的下层流水线,所述下层流水线设置于所述上层流水线下方。本发明通过合理设置,实现了全自动化灌胶生产,提高了灌胶效率和灌胶的精确度,保证了灌胶质量,同时还节省了人力物力,降低生产成本,能够满足生产加工的需求,实用性较强。
技术研发人员:李元生
受保护的技术使用者:广东友佳卉科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!