一种模具喷涂系统的制作方法
本发明属于锻造、压铸等金属成形自动化,特别是一种模具喷涂系统。
背景技术:
1、在锻造、压铸等金属成形生产过程中,模具在使用过程中会经历高温高压的冲击,如果不及时进行冷却,会导致模具变形、损坏甚至失效;模内高压,模具工件变形对模腔产生较大的磨损;模内产品取出后,会有产品碎屑、氧化皮等杂质,容易污染后道工件;因此模具的冷却润滑清理是比较关键的环节。
2、在常规锻造、压铸等金属成形生产过程中,大多采用人工手持喷枪喷涂脱模剂、吹扫杂质等,人工工作强度大,且脱模剂、粉尘等对人工影响较大;也有厂商采用将喷枪装在机械手代替人工进行喷涂、吹扫,但存在喷涂量不稳定、滴漏、停产后易堵塞管路等问题。
技术实现思路
1、本发明的目的在于解决锻造、压铸等金属成形生产过程中,采用人工或机械手喷涂模具时,存在喷涂量不稳定、吹气量压力下降不稳定、滴漏、停产后易堵塞管路等问题,提供一种模具喷涂系统。
2、实现本发明目的的技术解决方案为:一种模具喷涂系统,所述系统包括脱模剂稳压装置,脱模剂喷涂装置,模腔吹气装置,喷涂管路清洗装置。
3、进一步地,所述脱模剂稳压装置包括储气罐、脱模剂搅拌罐、隔膜泵、蓄能器、泵用电磁阀、气控阀用电磁阀、气控阀、过滤器、第一气管和第一液管;所述脱模剂搅拌罐配有搅拌装置和液位计,所述搅拌装置的动力部分安装在所述脱模剂搅拌罐外部,搅拌部分安装在所述脱模剂搅拌罐内部;所述液位计的液位显示部分安装在所述脱模剂搅拌罐外部,所述液位计的探针部分安装在所述脱模剂搅拌罐内部;所述脱模剂搅拌罐中的内脱模剂通过第一液管输送至所述隔膜泵,所述隔膜泵的出口与所述气控阀的进口通过第一液管连通,所述气控阀的出口与所述过滤器的进口通过第一液管连接;所述蓄能器与所述隔膜泵的出口连通;所述泵用电磁阀的进气口与所述储气罐通过所述第一气管连接,所述泵用电磁阀的出气口与所述隔膜泵通过第一气管连接;所述气控阀用电磁阀的进气口与储气罐通过第一气管连接,所述气控阀用电磁阀的出气口与气控阀通过第一气管连接。
4、进一步地,所述搅拌装置的动力部分为气动马达或电机驱动,所述隔膜泵为气动隔膜泵,所述蓄能器为膨胀罐的方式,所述气控阀为气控角阀。
5、进一步地,所述脱模剂喷涂装置包括所述储气罐、第一气管接头、第二气管、雾化电磁阀、喷头气控阀用电磁阀、液管接头、第二液管、喷头气控阀和脱模剂喷头;所述第一气管接头的进口通过第二气管与所述储气罐连接,所述第一气管接头的出口分两路后通过第二气管分别与雾化电磁阀、喷头气控阀用电磁阀连接,所述雾化电磁阀的出口通过第二气管与所述脱模剂喷头的进气口连接,所述喷头气控阀用电磁阀的出口通过第二气管与喷头气控阀连接;所述液管接头的进液口与所述过滤器的出口通过第二液管连接,所述液管接头的出液口与所述喷头气控阀的进液口通过第二液管连接,所述喷头气控阀的出液口与所述脱模剂喷头的进液口连接。
6、进一步地,所述液管接头能分出数路,分别连接对应数量的喷头气控阀、脱模剂喷头,满足对模具喷涂的喷头数量要求;所述喷头气控阀为气控角阀。
7、进一步地,所述模腔吹气装置包括所述储气罐,第三气管、吹气电磁阀、第二气管接头、汇流板和吹气喷嘴;所述吹气电磁阀的进气口通过第三气管与所述储气罐连接,所述吹气电磁阀的出气口通过第三气管与所述第二气管接头的进气口连接,所述气管接头的出气口与汇流板的进气口通过第三气管连接,所述汇流板上安装吹气喷嘴,所述吹气喷嘴与汇流板导通。
8、进一步地,所述气管接头能分出数路,分别连接对应的汇流板,所述汇流板上安装数个吹气喷嘴,以满足模腔对吹气喷嘴的数量要求。
9、进一步地,所述吹气喷嘴采用万向喷嘴,且所述吹气喷嘴采用扇形喷嘴。
10、进一步地,所述喷涂管路清洗装置包括所述储气罐,第四气管、清洗电磁阀和单向阀;所述清洗电磁阀的进气口通过第四气管与储气罐连接,所述清洗电磁阀的出气口通过第四气管与单向阀的进气口连接,所述单向阀的出气口通过第四气管连接在所述液管接头和过滤接器之间。
11、进一步地,所述储气罐与压缩气气源间,通过气管连接有减压阀。
12、本发明与现有技术相比,其显著优点为:
13、1)本发明使用储气罐存储气源气体,然后供给各个管路,解决了喷脱模剂、清扫模腔瞬间用气量增大,气压下降流量不稳定的问题,且储气罐前置减压阀,保护储气罐气压过高的安全问题。
14、2)本发明脱模剂搅拌罐,在脱模剂储罐增加了搅拌装置,防止脱模剂沉淀,加装液位计可提醒及时添加脱模剂。
15、3)本发明通过隔膜泵结合蓄能器,供脱模到脱模剂喷涂,解决了喷涂瞬间脱模剂消耗量大,脱模剂供应不稳定的问题。
16、4)本发明针对电磁阀控制气流,进而控制喷脱模剂,造成脱模剂喷涂开合延迟滴漏到模具的问题,使用电磁阀控制气控阀,气控阀前置控制脱模剂喷涂开合解决滴漏的问题。
17、5)本发明通过脱模剂液管增加吹气管路,在非生产过程中,通过压缩气吹扫脱模剂喷涂管路的残余脱模剂,解决非生产时脱模剂凝固堵塞管路的问题,
18、6)本发明所述脱模剂稳压装置、脱模剂喷涂装置、模腔吹气装置和脱模剂管路清洗装置的储气罐共用,通过气管分到各个装置,整体系统结构简单。
19、7)本发明气管接头、液管接头了分出数路,分别连接对应数量的雾化电磁阀、喷头气控阀用电磁阀、喷头气控阀、脱模剂喷头,满足对模具喷涂的喷头数量要求,可扩展性强。
20、下面结合附图对本发明作进一步详细描述。
技术特征:
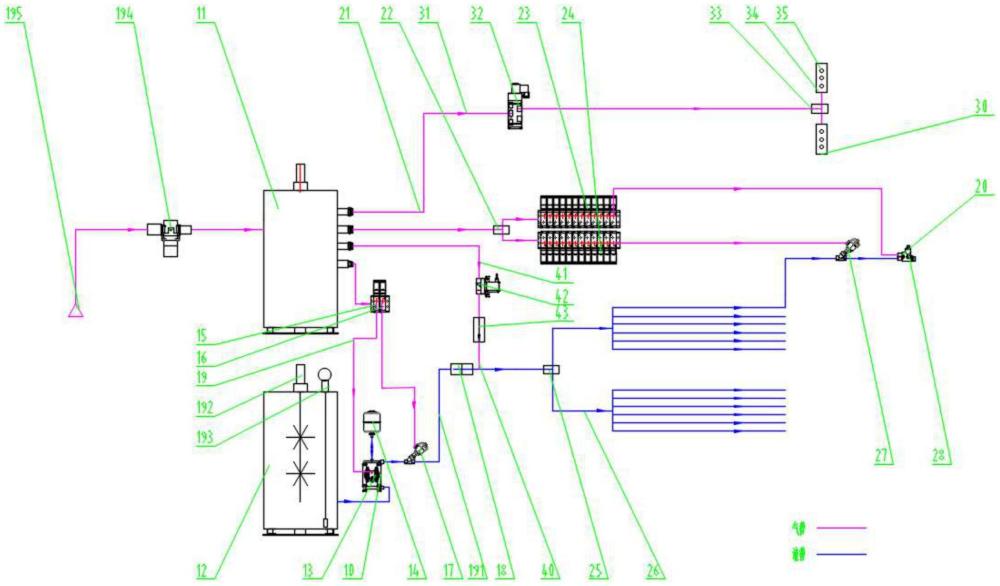
1.一种模具喷涂系统,其特征在于,所述系统包括脱模剂稳压装置(10),脱模剂喷涂装置(20),模腔吹气装置(30)和喷涂管路清洗装置(40);
2.根据权利要求1所述的模具喷涂系统,其特征在于,所述脱模剂稳压装置(10)包括储气罐(11)、脱模剂搅拌罐(12)、隔膜泵(13)、蓄能器(14)、泵用电磁阀(15)、气控阀用电磁阀(16)、气控阀(17)、过滤器(18)、第一气管(19)和第一液管(191);所述脱模剂搅拌罐(12)配有搅拌装置(192)和液位计(193),所述搅拌装置(192)的动力部分安装在所述脱模剂搅拌罐(12)外部,搅拌部分安装在所述脱模剂搅拌罐(12)内部;所述液位计(193)的液位显示部分安装在所述脱模剂搅拌罐(12)外部,所述液位计(193)的探针部分安装在所述脱模剂搅拌罐(12)内部;所述脱模剂搅拌罐(12)中的内脱模剂通过第一液管(191)输送至所述隔膜泵(13),所述隔膜泵(13)的出口与所述气控阀(17)的进口通过第一液管(191)连通,所述气控阀(17)的出口与所述过滤器(18)的进口通过第一液管(191)连接;所述蓄能器(14)与所述隔膜泵(13)的出口连通;所述泵用电磁阀(15)的进气口与所述储气罐(11)通过所述第一气管(19)连接,所述泵用电磁阀(15)的出气口与所述隔膜泵(13)通过第一气管(19)连接;所述气控阀用电磁阀(16)的进气口与储气罐(11)通过第一气管(19)连接,所述气控阀用电磁阀(16)的出气口与气控阀(17)通过第一气管(19)连接。
3.根据权利要求2所述的模具喷涂系统,其特征在于,所述搅拌装置(192)的动力部分为气动马达或电机驱动,所述隔膜泵(13)为气动隔膜泵,所述蓄能器(14)为膨胀罐的方式,所述气控阀(17)为气控角阀。
4.根据权利要求2所述的模具喷涂系统,其特征在于,所述脱模剂喷涂装置(20)包括所述储气罐(11)、第一气管接头(22)、第二气管(21)、雾化电磁阀(23)、喷头气控阀用电磁阀(24)、液管接头(25)、第二液管(26)、喷头气控阀(27)和脱模剂喷头(28);所述第一气管接头(22)的进口通过第二气管(21)与所述储气罐(11)连接,所述第一气管接头(22)的出口分两路后通过第二气管(21)分别与雾化电磁阀(23)、喷头气控阀用电磁阀(24)连接,所述雾化电磁阀(23)的出口通过第二气管(21)与所述脱模剂喷头(28)的进气口连接,所述喷头气控阀用电磁阀(24)的出口通过第二气管(21)与喷头气控阀(27)连接;所述液管接头(25)的进液口与所述过滤器(18)的出口通过第二液管(26)连接,所述液管接头(26)的出液口与所述喷头气控阀(27)的进液口通过第二液管(26)连接,所述喷头气控阀(27)的出液口与所述脱模剂喷头(28)的进液口连接。
5.根据权利要求4所述的模具喷涂系统,其特征在于,所述液管接头(25)能分出数路,分别连接对应数量的喷头气控阀(27)、脱模剂喷头(28),满足对模具喷涂的喷头数量要求;所述喷头气控阀(27)为气控角阀。
6.根据权利要求2所述的模具喷涂系统,其特征在于,所述模腔吹气装置(30)包括所述储气罐(11),第三气管(31)、吹气电磁阀(32)、第二气管接头(33)、汇流板(34)和吹气喷嘴(35);所述吹气电磁阀(32)的进气口通过第三气管(31)与所述储气罐(11)连接,所述吹气电磁阀(32)的出气口通过第三气管(31)与所述第二气管接头(33)的进气口连接,所述第二气管接头(33)的出气口与汇流板(34)的进气口通过第三气管(31)连接,所述汇流板(34)上安装吹气喷嘴(35),所述吹气喷嘴(35)与汇流板(34)导通。
7.根据权利要求6所述的模具喷涂系统,其特征在于,所述气管接头(33)能分出数路,分别连接对应的汇流板(34),所述汇流板(34)上安装数个吹气喷嘴(35),以满足模腔对吹气喷嘴(35)的数量要求。
8.根据权利要求6所述的模具喷涂系统,其特征在于,所述吹气喷嘴(35)采用万向喷嘴,且所述吹气喷嘴(35)采用扇形喷嘴。
9.根据权利要求4所述的模具喷涂系统,其特征在于,所述喷涂管路清洗装置(40)包括所述储气罐(11),第四气管(41)、清洗电磁阀(42)和单向阀(43);所述清洗电磁阀(42)的进气口通过第四气管(41)与储气罐(11)连接,所述清洗电磁阀(42)的出气口通过第四气管(41)与单向阀(43)的进气口连接,所述单向阀(43)的出气口通过第四气管(41)连接在所述液管接头(25)和过滤接器(18)之间。
10.根据权利要求2所述的模具喷涂系统,其特征在于,所述储气罐(11)与压缩气气源(195)间,通过气管连接有减压阀(194)。
技术总结
本发明公开了一种模具喷涂系统,包括脱模剂稳压装置,用于降低脱模剂喷涂装置对模具喷涂脱模剂时和模腔吹气装置对模具吹扫时压缩气源头的气压、流量;脱模剂喷涂装置,用于将脱模剂充分雾化、加压,均匀喷涂至模具,实现模具的冷却和润滑;模腔吹气装置,用于在喷涂脱模剂前,将压缩气体均匀吹扫模具模腔部位,清扫模腔内杂质,同时用于在喷涂脱模剂后将模腔内脱模剂残液吹干;喷涂管路清洗装置,用于对脱模剂喷涂装置中管路内的残液进行吹扫清理。本发明通过隔膜泵结合蓄能器解决喷涂量不稳定的问题,通过电磁阀控制气控阀解决滴漏的问题,通过脱模剂液管增加吹气管路解决停产堵塞管路的问题,通过储气罐解决清扫模腔气压下降流量不稳定的问题。
技术研发人员:刘意德,曹景山,韩禄,李志新,钱诗进,冯保祖,杨凯歌,卞绍雨,王斌,陆宗学
受保护的技术使用者:连云港杰瑞自动化有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!