一种基于颗粒层压粉碎技术的标准砂制砂方法与流程
本发明涉及标准砂制造技术,具体是一种基于颗粒层压粉碎技术的标准砂制砂方法。
背景技术:
1、公知的,厦门iso标准砂是国家标定水泥强度的基准物质。中国标准砂源为福建平潭,通称平潭标准砂,是sio2>96%的天然石英质海砂,中国标准砂即由此类海砂经水洗、筛分加工而成。但随着天然砂的减少,采用砂岩矿制作的机制标准砂,逐渐进入人们的视野。
2、标准砂的粒度一般分单级和多级两类,每一级均有特定的粒径要求。 国际标准化组织提出的标准砂(iso r679~68)由粗、中、细三级配成。中国标准砂的粒度组成为:颗粒大于2 mm筛余1%,颗粒大于1mm筛余32.23%、颗粒大于0.08mm筛余99.8%,砂岩矿sio2 含量98%。
3、考虑到标准砂的粒径要求,机制标准砂的粉碎整形过程,应尽量接近标准砂的平均粒径及粒度组成,以便后续工艺处理。但目前,现有的砂岩矿机制砂在粉碎整形方面缺乏合适的技术和设备。其中,有部分企业采用辊压机粉磨技术制作标准砂。但辊压机粉磨原理是对辊高压、辊子低速、入料满料加压工况下工作,辊压机破碎比压力高,辊子线速度低,喂料是在有压力的物料作用下进料,粉碎时,物料在正压状态下高压破碎,粉磨的物料产品形成料饼后,有大量的细粉。还有的企业采用对辊机破碎制砂,对辊机破碎制砂的原理是对辊低压、辊子高速、入料散料工况下工作,压碎的物料产品细粉少,但粒径较大。这两种机制标准砂技术,获得的物料产品的平均粒径及粒度组成均与标准砂平均粒径及粒度组成相差较大。
技术实现思路
1、针对背景技术提出的问题,本发明的目的是提出一种基于颗粒层压粉碎技术的标准砂制砂方法,其解决了现有机制标准砂在粉碎整形时,获得的物料产品的平均粒径及粒度组成均与标准砂平均粒径及粒度组成相差较大的问题。
2、为实现上述目的,本发明采用以下技术方案:
3、一种基于颗粒层压粉碎技术的标准砂制砂方法,包括以下步骤:
4、s1、原料制备,将矿岩破碎成粒度小于25mm的大颗粒物料;
5、s2、采用直压倾斜式对辊机,将大颗粒物料从水平方向持续输送至对辊工作面之间的间隙,对辊工作面之间的压力为f:1.5mp~3.5mp;大颗粒物料输送速度小于等于固定辊线速度;
6、s3、压制过程中,通过适时控制对辊工作面之间的压力f,将大颗粒物料压成机制标准砂颗粒。
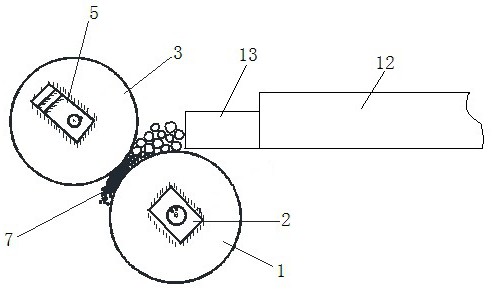
7、所述的直压倾斜式对辊机包括活动辊和安装在机架上的固定辊,活动辊位于固定辊斜上方,且活动辊的轴线平行于固定辊;所述活动辊由驱动缸控制其轴线沿活动辊与固定辊的中心连线移动,所述固定辊匹配有驱动电机,用于驱动固定辊的旋转。
8、所述的驱动缸为液压缸,液压缸一端与活动辊的辊轴连接,另一端与机架固连。
9、所述的固定辊的辊轴上安装有转速传感器,用于测量固定辊的转速;在活动辊的辊轴上安装有压力传感,用于测量活动辊与固定辊之间的压力f。
10、所述的步骤s2中,直压倾斜式对辊机的固定辊线速度为0.3-0.38米/秒。
11、所述的步骤s2中,大颗粒物料的输送采用螺旋送料机,所述螺旋送料机水平设置,其螺旋料筒的出料口设有进料槽,所述进料槽整体为两端开口的矩形槽,其一端开口连接螺旋料筒的出料口,另一端开口位于固定辊上方,且进料槽底面到固定辊辊面的距离不大于20㎜。
12、所述步骤s3中,对辊工作面之间的压力f的适时控制方法如下:当f超出步骤s2设定的阈值范围,同步调整固定辊的转速与大颗粒物料输送速度,使f始终处于步骤s2设定的阈值范围内。
13、本发明的原理在于:①物料零压进料,实现颗粒层压粉碎。进料点位置基本在固定辊的最高点,从送料机落下的物料是在固定辊的带动下进入固定辊和活动辊的压力区,同时,固定辊的线速度小于送料机输送速度,这样一是防止物料集聚形成压力,二是便于对辊间压力的控制;②颗粒层在比压力中压状态下形成,该比压力介于辊压机粉磨高压和对辊机破碎低压之间,经颗粒层压粉碎,粉碎的砂岩矿物料形成分散的小颗粒层,粉碎的物料产品接近标准砂的平均粒径及粒度组成,粉状料少,实现标准砂要求的粒度组成。
14、本发明的有益效果:本发明采用零压进料、颗粒层压粉碎技术,物料在固定辊与活动辊之间形成分散的小颗粒层,下落分散后的产品粉状料少,接近标准砂的平均粒径及粒度组成,适用于机制标准砂的制造。
技术特征:
1.一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:包括以下步骤:
2.根据权利要求1所述的一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:所述的直压倾斜式对辊机包括活动辊和安装在机架上的固定辊,活动辊位于固定辊斜上方,且活动辊的轴线平行于固定辊;所述活动辊由驱动缸控制其轴线沿活动辊与固定辊的中心连线移动,所述固定辊匹配有驱动电机,用于驱动固定辊的旋转。
3.根据权利要求2所述的一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:所述的驱动缸为液压缸,液压缸一端与活动辊的辊轴连接,另一端与机架固连。
4.根据权利要求2所述的一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:所述的固定辊的辊轴上安装有转速传感器,用于测量固定辊的转速;在活动辊的辊轴上安装有压力传感,用于测量活动辊与固定辊之间的压力f。
5.根据权利要求1所述的一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:所述的步骤s2中,直压倾斜式对辊机的固定辊线速度为0.3-0.38米/秒。
6.根据权利要求1所述的一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:所述的步骤s2中,大颗粒物料的输送采用螺旋送料机,所述螺旋送料机水平设置,其螺旋料筒的出料口设有底面水平的进料槽,所述进料槽整体为两端开口的矩形槽,其一端开口连接螺旋料筒的出料口,另一端开口位于固定辊上方,且进料槽底面到固定辊辊面的距离不大于20㎜。
7.根据权利要求1所述的一种基于颗粒层压粉碎技术的标准砂制砂方法,其特征是:所述步骤s3中,对辊工作面之间的压力f的适时控制方法如下:当f超出步骤s2设定的阈值范围,同步调整固定辊的转速与大颗粒物料输送速度,使f始终处于步骤s2设定的阈值范围内。
技术总结
本发明提供一种基于颗粒层压粉碎技术的标准砂制砂方法,包括以下步骤:S1、原料制备,将矿岩破碎成粒度小于25mm的大颗粒物料;S2、采用直压倾斜式对辊机,将大颗粒物料从水平方向持续输送至对辊工作面之间的间隙,对辊工作面之间的压力为F:1.5Mp~3.5Mp;大颗粒物料输送速度小于等于固定辊线速度;S3、压制过程中,通过适时控制对辊工作面之间的压力F,将大颗粒物料压成机制标准砂颗粒。本发明采用零压进料、颗粒层压粉碎技术,物料在固定辊与活动辊之间形成分散的小颗粒层,下落分散后的产品粉状料少,接近标准砂的平均粒径及粒度组成,适用于机制标准砂的制造。
技术研发人员:孙志胜,朱文尚,马海军,王行钦,侯鹏,彭俊涛,吴红安,傅瀚葵,刘安琪,邬豫香
受保护的技术使用者:厦门艾思欧标准砂有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!