汽车尾翼喷涂方法与流程
本发明涉及汽车尾翼,尤其涉及汽车尾翼喷涂方法。
背景技术:
1、目前的车辆电动尾翼的涂装工艺流程为:电动尾翼和载具由焊装上线,通过焊涂移载机进入涂装前处理电泳,涂装完成前处理电泳至精修全工序后在精修下线口下线,焊装载具与电动尾翼转运至总装车间,空台车返回涂装上线。其中,单个载具可以存放多个电动尾翼,尾翼内外表面的涂刮胶及喷漆由人工完成。
2、由于尾翼与空台车分别单独过线,极大的降低了车间生产节拍;且尾翼内外表面喷涂均由人工完成,喷涂效率低,也降低了车间生产节拍。因此,行业内需考虑如何喷涂尾翼来提高车间生产节拍的问题。
技术实现思路
1、本发明通过提供汽车尾翼喷涂方法,解决了如何喷涂尾翼来提高车间生产节拍的技术问题。
2、本发明提供如下技术方案:
3、一种汽车尾翼喷涂方法,包括:
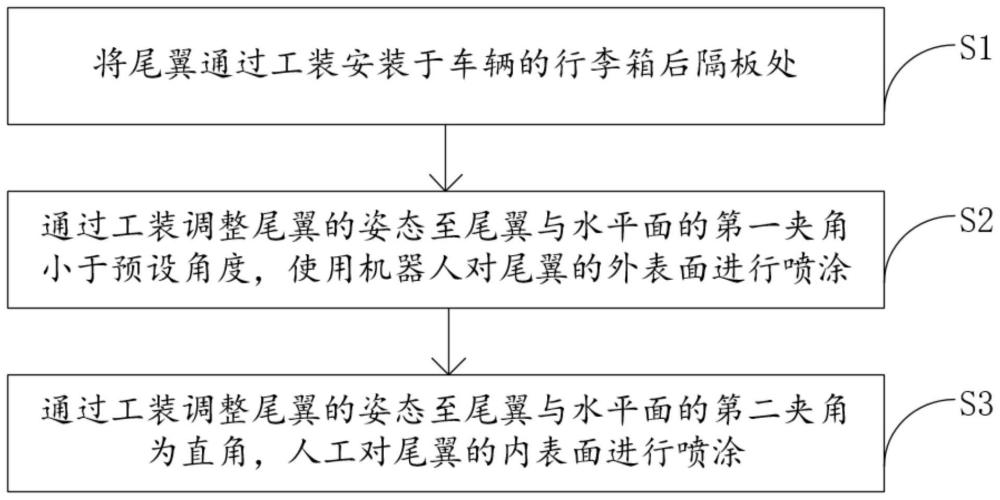
4、将尾翼通过工装安装于车辆的行李箱后隔板处;
5、通过所述工装调整所述尾翼的姿态至所述尾翼与水平面的第一夹角小于预设角度,使用机器人对所述尾翼的外表面进行喷涂;
6、通过所述工装调整所述尾翼的姿态至所述尾翼与水平面的第二夹角为直角,人工对所述尾翼的内表面进行喷涂。
7、可选的,所述第一夹角大于零且所述尾翼的尖角朝上。
8、可选的,所述使用机器人对所述尾翼的外表面进行喷涂,包括:
9、控制所述机器人的移动速度为目标速度,所述目标速度高于预设速度阈值。
10、可选的,所述目标速度为780mm/s,所述预设速度阈值为630mm/s。
11、可选的,所述使用机器人对所述尾翼的外表面进行喷涂,包括:
12、控制所述机器人喷涂所述尾翼的外表面边缘的喷涂参数,以减少扫入所述尾翼内表面的漆雾。
13、可选的,所述喷涂参数包括喷涂流量。
14、可选的,所述喷涂流量为80cc/min。
15、可选的,所述使用机器人对所述尾翼的外表面进行喷涂,包括:
16、所述机器人喷涂所述尾翼的外表面时,使用静电吸附装置对所述尾翼的尖角进行静电吸附。
17、可选的,所述人工对所述尾翼的内表面进行喷涂,包括:
18、人工对所述尾翼的内表面边缘喷涂目标次数,所述目标次数小于预设次数阈值。
19、可选的,所述人工对所述尾翼的内表面进行喷涂,包括:
20、人工对所述尾翼的内表面边缘进行刮胶。
21、本发明提供的一个或多个技术方案,至少具有如下技术效果或优点:
22、本发明将尾翼安装在空台车上后,由于尾翼和空台车可以一起过线,可以提高车间的生产节拍;且使用机器人对尾翼的外表面进行喷涂,机器人的喷涂效率大大高于人工,可以缩短喷涂时间,进而提高车间的生产节拍。
技术特征:
1.一种汽车尾翼喷涂方法,其特征在于,包括:
2.如权利要求1所述的汽车尾翼喷涂方法,其特征在于,所述第一夹角大于零且所述尾翼的尖角朝上。
3.如权利要求1所述的汽车尾翼喷涂方法,其特征在于,所述使用机器人对所述尾翼的外表面进行喷涂,包括:
4.如权利要求3所述的汽车尾翼喷涂方法,其特征在于,所述目标速度为780mm/s,所述预设速度阈值为630mm/s。
5.如权利要求1所述的汽车尾翼喷涂方法,其特征在于,所述使用机器人对所述尾翼的外表面进行喷涂,包括:
6.如权利要求5所述的汽车尾翼喷涂方法,其特征在于,所述喷涂参数包括喷涂流量。
7.如权利要求6所述的汽车尾翼喷涂方法,其特征在于,所述喷涂流量为80cc/min。
8.如权利要求1所述的汽车尾翼喷涂方法,其特征在于,所述使用机器人对所述尾翼的外表面进行喷涂,包括:
9.如权利要求1所述的汽车尾翼喷涂方法,其特征在于,所述人工对所述尾翼的内表面进行喷涂,包括:
10.如权利要求1所述的汽车尾翼喷涂方法,其特征在于,所述人工对所述尾翼的内表面进行喷涂,包括:
技术总结
本发明公开了汽车尾翼喷涂方法,涉及汽车尾翼技术领域。本发明将尾翼通过工装安装于车辆的行李箱后隔板处;通过工装调整尾翼的姿态至尾翼与水平面的第一夹角小于预设角度,使用机器人对尾翼的外表面进行喷涂;通过工装调整尾翼的姿态至尾翼与水平面的第二夹角为直角,人工对尾翼的内表面进行喷涂。本发明将尾翼安装在空台车上后,由于尾翼和空台车可以一起过线,可以提高车间的生产节拍;且使用机器人对尾翼的外表面进行喷涂,机器人的喷涂效率大大高于人工,可以缩短喷涂时间,进而提高车间的生产节拍。
技术研发人员:高建林,朱江,王伟,苏衍通,刘辉
受保护的技术使用者:岚图汽车科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!