一种自动定位的异形工件喷涂生产线的制作方法
本发明涉及喷涂,更具体地说,本发明涉及一种自动定位的异形工件喷涂生产线。
背景技术:
1、在工件生产时,成型后的工件产需要进行喷涂处理,现有喷涂生产线在喷涂前,通过热工将工件安装在输送设备的固定件上,输送设备移动将工件输送至喷漆设备中进行喷漆,此种方式效率较低。agv(automatedguidedvehicle)是“自动导引车”,是指基于一定的导航定位技术、不需要人工驾驶的自动运输车辆,可以应用于装配线、分拣线、加工线等环节,完成物料传递、送料、工件搬运等任务,降低人力成本和生产周期。
2、现有技术中,如申请号为202222167417.x的中国专利,公开了一种喷涂生产线,包括升悬挂输送机包括输送轨道、装夹装置及升降板,在生产的过程中,输送轨道带动装夹装置经过上料区,工人手动将工件挂到装夹装置的挂钩上,输送轨道继续向前移动工件依序经过喷涂及烘干工序后,继续向前移动到达下料区,工人手动将工件从挂钩上取下,取下工件后输送轨道向前移动再次到达上料区。此装置仍采用人工上下料的方式,生产效率较低。因此,有必要提出一种自动定位的异形工件喷涂生产线,以至少部分地解决现有技术中存在的问题。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、为至少部分地解决上述问题,本发明提供了一种自动定位的异形工件喷涂生产线,包括:
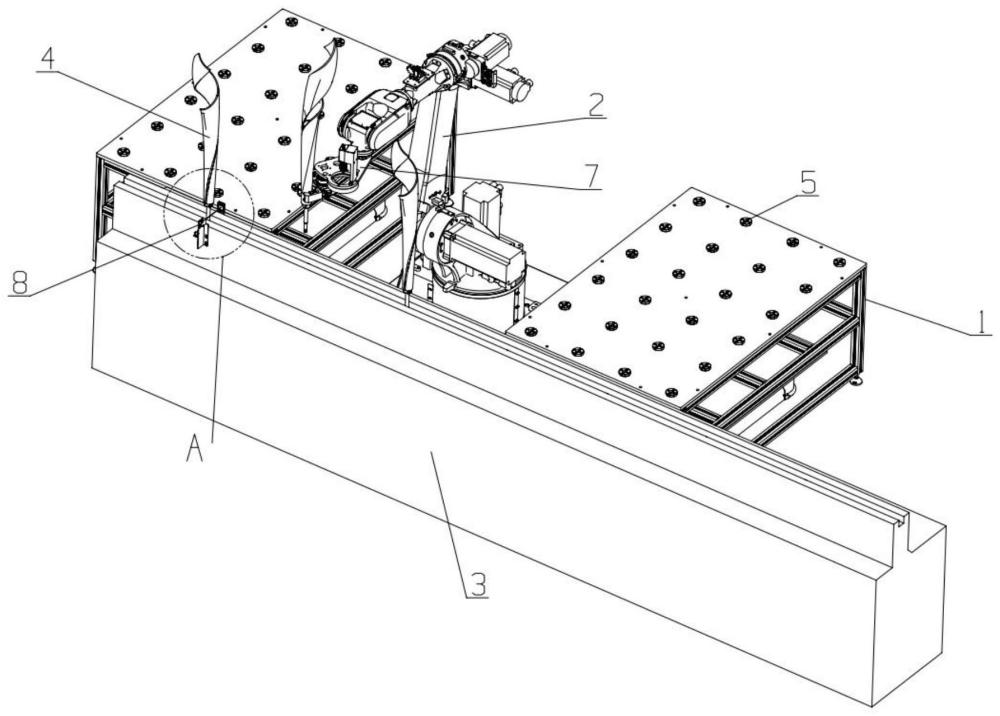
3、agv托架、下料机器人、喷涂链条线和喷涂设备,agv托架用于储存待喷涂的异形工件,下料机器人用于将agv托架上的异形工件转移到喷涂链条线上;喷涂链条线用于将异形工件输送至喷涂设备内,喷涂设备用于对异形工件进行喷涂,agv托架上安装有定位座,下料机器人将异形工件安装在定位座内,定位座内设置有伸缩式的定位爪,定位爪用于将异形工件夹持定位。
4、优选的,下料机器人的执行端连接有可转动的下料夹持组件,下料夹持组件夹持于异形工件表面。
5、优选的,喷涂链条线上设置有用来检测异形工件到位情况的到位检测单元,到位检测单元设置于喷涂链条线预设下料位置处,到位检测单元包括设置在喷涂链条线两侧的激光发射器和光电传感器,光电传感器用于接受激光发射器发射的激光束。
6、优选的,多个定位座均匀分布在agv托架上,定位座包括:
7、内圆环和外圆环,内圆环和外圆环同心设置,并转动连接于定位座内壁,内圆环和外圆环上贯穿设置有定位爪驱动组件,定位爪驱动组件用于驱动定位爪向定位座中心移动;
8、上座口和下座口,上座口和下座口分别连接于定位座顶端和底端,用于供异形工件穿过。
9、优选的,上座口的口径大于异形工件下部的截面尺寸。
10、优选的,定位座还包括:
11、齿环,齿环同心连接于外圆环内壁;
12、第一齿轮,第一齿轮转轴转动连接于定位座底端,第一齿轮与齿环内侧啮合连接;
13、第一电机,第一电机安装于定位座底端,且第一电机输出端与第一齿轮转轴连接。
14、优选的,定位爪驱动组件包括:
15、支撑筒,支撑筒水平连接于外圆环上并贯穿设置,支撑筒内侧端开口,支撑筒外侧端连接有第二齿轮;
16、支撑杆,支撑杆一端螺接于支撑筒内壁并贯穿内圆环设置,支撑杆与支撑筒内壁之间连接有弹簧,支撑杆另一端与定位爪连接;
17、电动伸缩杆,电动伸缩杆连接于定位座内壁,并且电动伸缩杆的输出端沿竖直方向移动;
18、齿板,齿板连接于电动伸缩杆的输出端,并与外圆环同心设置,齿板位于第二齿轮的上方。
19、优选的,定位座还包括清灰单元,清灰单元包括:
20、喷孔,多个喷孔均匀设置在定位爪的顶端和底端,支撑杆中心开设有与支撑筒内部连通的通路,通路与喷孔连通;
21、导气箱,导气箱连接于支撑筒外侧,并且导气箱与支撑筒内腔连通;支撑筒外侧端设置有进气孔,且进气孔与支撑筒内腔连通,相邻导气箱之间连接有导气管;
22、外圆环外侧与定位座之间密封设置,定位座侧壁上设置有供气孔,供气孔与供气设备连接。
23、优选的,定位爪包括:滑槽、第一夹持部和两个第二夹持部,第一夹持部设置于定位爪中心,两个第二夹持部对称设置于第一夹持部两侧,第一夹持部和第二夹持部均滑动设置于滑槽内,第一夹持部和第二夹持部凸出定位爪本体,且第一夹持部和第二夹持部的凸出长度可调,第一夹持部和第二夹持部均设置为橡胶板。
24、优选的,第一夹持部的驱动机构包括:第一传动块、齿板、第三齿轮和第三电机,第一传动块滑动连接于滑槽内,第一传动块上连接有齿板,第三齿轮与齿板啮合连接,且第三齿轮转轴与第三电机输出端连接,第三电机安装在定位爪内;
25、第二夹持部的驱动机构包括:第二传动块,螺杆和第四电机,第二传动块滑动连接于滑槽内并与第二夹持部内侧连接,第二传动块内侧端与螺杆螺接,并且螺杆端部与第四电机输出端连接,第四电机安装在定位爪内,螺杆上套设有弹簧,并且弹簧连接于第二传动块和滑槽内侧壁之间。
26、优选的,异形工件外壁设置有标识点,定位爪上设置有位置检测单元,位置检测单元包括激光发射器和光电传感器,标识点能够将激光发射器发射的激光束反射,光电传感器用于接受激光发射器发射的激光束;
27、定位爪上设置有压力传感器,用于检测夹持时定位爪受到的压力。
28、优选的,控制器对异形工件的角度进行校正,具体为:
29、s100,启动第一电机转动定位爪,通过位置检测单元检测标识点的位置,记录数据并传输至控制器,计算标识点位置与预设放置点位置的角度差α;
30、s200,在标识点位置处启动电动伸缩杆将齿板与第二齿轮啮合,定位爪伸出对异形工件夹持;
31、s300,启动电动伸缩杆将齿板与第二齿轮分离,第一电机反向转动α角度值,即可将异形工件转动至预设放置方向。
32、优选的,控制器对异形工件的夹持位置进行调节,具体调节依据为:
33、s101,将异形工件在三坐标设备上进行坐标系构建,形成等比例的三维模型;
34、s201,对三维模型进行仿真分析,确定预设水平位置各部位可承受载荷点,选择高于平均载荷的位置作为夹持点,以其中一个夹持点为基准,取夹持点中心并进行标记;
35、s301,计算夹持点中心与标识点位置的角度差β,计算定位爪动作到异形工件夹持到位时定位爪所需的夹持转动角度γ;
36、s401,依据计算的角度控制定位爪动作,具体为:启动第一电机转动定位爪,将定位爪转动α+β-γ的角度值后停止转动;启动电动伸缩杆将齿板与第二齿轮啮合,第一电机继续转动,定位爪伸出对异形工件夹持;启动电动伸缩杆将齿板与第二齿轮分离,第一电机反向转动α角度值,即可将异形工件转动至预设放置方向。
37、相比现有技术,本发明至少包括以下有益效果:
38、本发明提供的一种自动定位的异形工件喷涂生产线,采用协同配合的agv托架、下料机器人和喷涂链条线,更高效的储存异形工件和喷涂下料,提高生产效率,在agv托架内设置定位座,为异形工件提供支撑,使异形工件放置后能够自动定位至定位座中心,有效适应不同形状的异形工件表面,使异形工件的装夹中心下移,有助于异形工件受力平衡,降低异形工件放置和人工对准的难度。
39、本发明所述的一种自动定位的异形工件喷涂生产线,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
- 还没有人留言评论。精彩留言会获得点赞!