一种发动机缸体喷塑后机加掉漆处理方法与流程
本发明涉及金属喷塑后掉漆处理,尤其涉及一种发动机缸体喷塑后机加掉漆处理方法。
背景技术:
1、由于喷塑表面处理工艺具有降低环境污染、节能降耗等环保效果,近年更多的扩张到更多领域,对金属件表面防腐和环保起到积极作用。
2、但是,喷塑相较于电镀工艺表面的涂层与金属结合力更差,当遇需要对其进行局部机加应用于精密装配、密封、标识、装饰时,就容易出现机加边缘涂层松动或者脱落的情况,造成不良品报废,造成资源浪费和制造成本上升。
技术实现思路
1、本发明的目的在于提供一种发动机缸体喷塑后机加掉漆处理方法,解决了金属零件在经过喷塑完成后的机加应用时,出现涂层松动和脱落的问题。
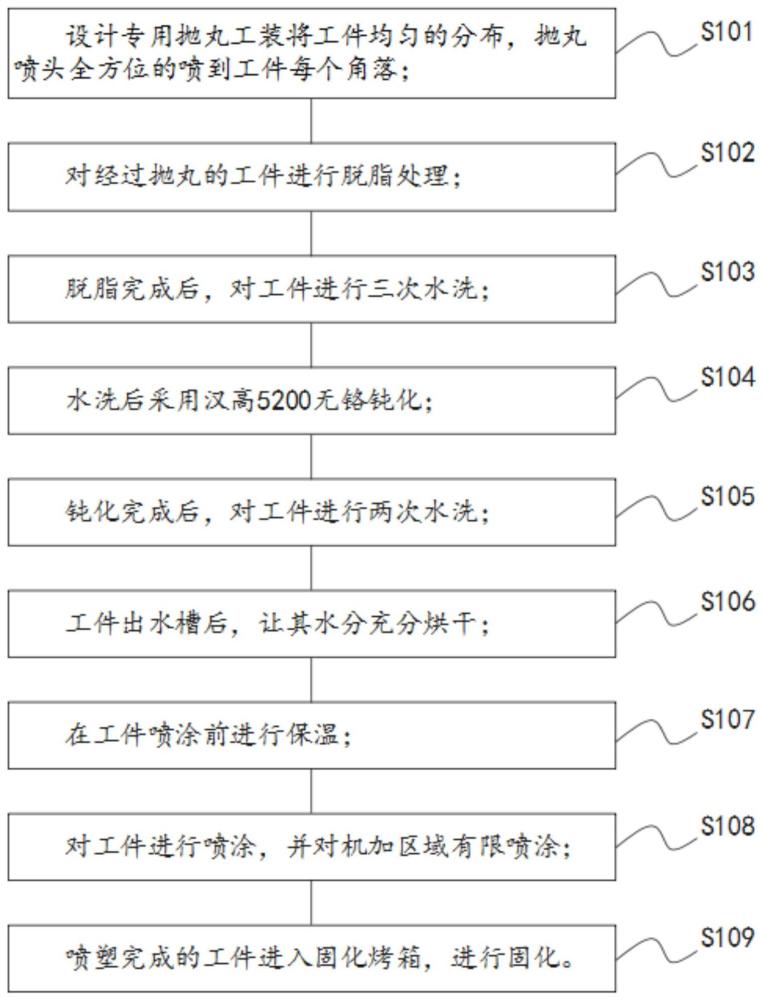
2、为实现上述目的,本发明提供了一种发动机缸体喷塑后机加掉漆处理方法,包括以下步骤:
3、设计专用抛丸工装将工件均匀的分布,抛丸喷头全方位的喷到工件每个角落;
4、对经过抛丸的工件进行脱脂处理;
5、脱脂完成后,对工件进行三次水洗;
6、水洗后采用汉高5200无铬钝化;
7、钝化完成后,对工件进行两次水洗;
8、工件出水槽后,让其水分充分烘干;
9、在工件喷涂前进行保温;
10、对工件进行喷涂,并对机加区域有限喷涂;
11、喷塑完成的工件进入固化烤箱,进行固化。
12、其中,设计专用抛丸工装将工件均匀的分布,抛丸喷头全方位的喷到工件每个角落,所述步骤还包括:
13、抛丸时间在控制柜上提前设定好,到达设定时间后设备自动停止,取出工件检查抛丸状态,表面均匀金属光泽无漏抛即为合格。
14、其中,对经过抛丸的工件进行脱脂处理,所述步骤还包括:
15、使用帕恩化工pc-200有机酸脱脂剂进行酸性脱脂,其中,槽体需要不断循环搅拌保证槽液流动,对于脱脂药剂浓度需要1次/2小时检测,让槽液药剂浓度保证在合理的工艺范围内。
16、其中,水洗后采用汉高5200无铬钝化,所述步骤还包括:
17、钝化槽体需要不断循环搅拌保证槽液流动,钝化药剂浓度需要1次/2小时检测,让槽液药剂浓度保证在合理的工艺范围内。
18、其中,工件出水槽后,让其水分充分烘干,所述步骤还包括:
19、工件出水槽后,对零部件积液位置用压缩空气气枪吹水处理,再进入230摄氏度的烤箱进行烘烤60分钟以上,让其水分充分烤干。
20、其中,在工件喷涂前进行保温,所述步骤还包括:
21、喷涂前进行保温,保证工件进入喷涂前温度维持在60-100℃。
22、其中,对工件进行喷涂,并对机加区域有限喷涂,所述步骤还包括:
23、对不喷塑的地方进行隐蔽,喷涂过程中对机加区域有限喷涂保证膜厚,喷涂的膜厚提前做多次验证确定好膜厚。
24、本发明的一种发动机缸体喷塑后机加掉漆处理方法,设计专用抛丸工装将工件均匀的分布,抛丸喷头全方位的喷到工件每个角落,金属基材经过抛丸处理后表面会形成大小不一的凹凸点,大幅度增加工件表面的表面积,从而增加喷塑涂层与基材物理接触的有效面积;对经过抛丸的工件进行脱脂处理,既可以对基材表面进行刻蚀增加基材表面积,同时可以达到清洗工件表面的目的;脱脂完成后,对工件进行三次水洗;水洗后采用汉高5200无铬钝化,工件在浸泡过程中铝或铝的氧化物与钝化液反应形成一层致密的化合物膜层覆盖在工件表面,阻断了氧和水分子的腐蚀,隔绝金属与环境介质的接触,提高了防腐性能,该化合物膜与有机涂层结合力较好,从而提高了喷涂涂层的附着力;钝化完成后,对工件进行两次水洗;工件出水槽后,让其水分充分烘干;在工件喷涂前进行保温;对工件进行喷涂,并对机加区域有限喷涂;喷塑完成的工件进入固化烤箱,进行固化,保证工件一次性固化时间和温度充足,漆膜在固化过程中交联反应充分,从而大大提升其与基材表面的结合力。适用于进行喷塑防腐处理后再对局部区域进行深度机加工去掉防腐涂层用于精密装配、密封、标识、装饰等需要的铸造铝合金零件。让现有的物理吸附达到最佳,避免涂层松动和脱落,减少不良品报废,避免资源浪费和制造成本上升,满足目前公司和行业需要。
技术特征:
1.一种发动机缸体喷塑后机加掉漆处理方法,其特征在于,包括以下步骤:
2.如权利要求1所述的发动机缸体喷塑后机加掉漆处理方法,其特征在于,设计专用抛丸工装将工件均匀的分布,抛丸喷头全方位的喷到工件每个角落,所述步骤还包括:
3.如权利要求1所述的发动机缸体喷塑后机加掉漆处理方法,其特征在于,对经过抛丸的工件进行脱脂处理,所述步骤还包括:
4.如权利要求1所述的发动机缸体喷塑后机加掉漆处理方法,其特征在于,水洗后采用汉高5200无铬钝化,所述步骤还包括:
5.如权利要求1所述的发动机缸体喷塑后机加掉漆处理方法,其特征在于,工件出水槽后,让其水分充分烘干,所述步骤还包括:
6.如权利要求1所述的发动机缸体喷塑后机加掉漆处理方法,其特征在于,在工件喷涂前进行保温,所述步骤还包括:
7.如权利要求1所述的发动机缸体喷塑后机加掉漆处理方法,其特征在于,对工件进行喷涂,并对机加区域有限喷涂,所述步骤还包括:
技术总结
本发明涉及金属喷塑后掉漆处理技术领域,具体涉及一种发动机缸体喷塑后机加掉漆处理方法,设计专用抛丸工装将工件均匀的分布,抛丸喷头全方位的喷到工件每个角落,对经过抛丸的工件进行脱脂处理,脱脂完成后,对工件进行三次水洗,水洗后采用汉高5200无铬钝化,钝化完成后,对工件进行两次水洗,工件出水槽后,让其水分充分烘干,在工件喷涂前进行保温,对工件进行喷涂,并对机加区域有限喷涂,喷塑完成的工件进入固化烤箱,进行固化。让现有的物理吸附达到最佳,避免涂层松动和脱落,减少不良品报废,避免资源浪费和制造成本上升,满足目前公司和行业需要。
技术研发人员:朱进强,刘毅,刘平
受保护的技术使用者:重庆福泰涂装技术有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!