一种分度盘点胶装置的制作方法
本技术属于点胶装置,特别涉及一种分度盘点胶装置。
背景技术:
1、现有的点胶机,通过相机拍照定位产品后再点胶,需要延时点胶,相机组件的成本高,调试麻烦,生产效率低下。
2、中国专利文献中有篇公开号为cn 209968793 u,公开日为2020.01.21,名为一种电子元器件自动套装点胶设备的授权专利,该自动套装点胶装置包括点胶装置,用来对已套装好磁珠的电子元器件进行点胶工序;控制装置,用来控制上述磁珠套装装置、点胶装置的协同工作。还包括:传送装置,用来将在磁珠套装工序完成的半成品转移至点胶工序,所述传送装置连接于磁珠套装装置与点胶装置之间。所述传送装置为皮带传送装置。还包括:到位检测装置,用来检测半成品运送位置,所述到位检测装置设置在传送装置上。所述到位检测装置为红外检测传感装置。
3、上述专利文件中,还是存在装置多,复杂,皮带传动不精确的技术缺陷,如何提高点胶机的生产效率和质量,是我们当前需要解决的技术问题。
技术实现思路
1、本实用新型的目的是:提供一种分度盘点胶装置,以解决现有技术中存在的上述技术问题。
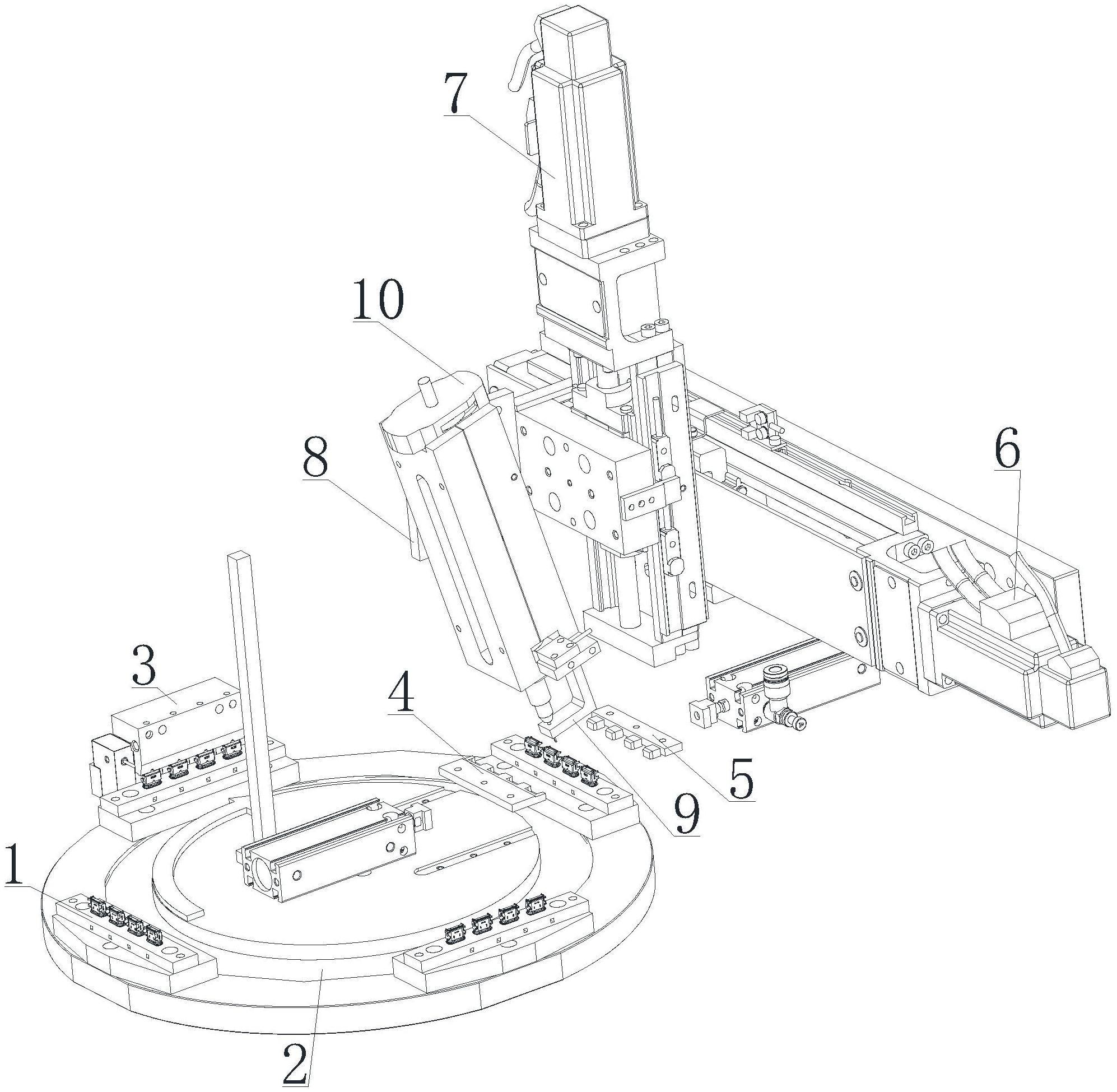
2、根据上述目的,本实用新型的基本技术方案为:一种分度盘点胶装置,包括安放点胶产品的承座台,其特征在于:所述的承座台可旋转的设置在分度盘上,所述的分度盘一侧上部设有正对所述的承座台的预压工位,所述的预压工位上设有预压部件,所述的分度盘上相对于预压工位成90度的另一侧上部设有点胶工位,所述的点胶工位两侧分别设有导向部件和固定部件,所述的导向部件水平活动的安装在所述分度盘的中间,所述的固定部件水平活动的安装在点胶工位的另一侧,所述的点胶工位上部设有点胶筒,所述的点胶筒的下部设有针头调节固定座,所述的点胶筒的上部通过胶筒调节固定座上下活动的安装在上下移动丝杆上,所述的上下移动丝杆水平活动的安装在左右移动丝杆上。
3、进一步的,所述的导向部件和固定部件通过气缸驱动移动。
4、进一步的,所述的分度盘上设有2个或2个以上的承座台,所述的承座台在分度盘上圆周均匀分布。
5、进一步的,所述的承座台上设有2个或2个以上的点胶产品,所述的点胶产品的点胶位朝上间隔均匀的放置在所述的承座台上。
6、进一步的,所述的上下移动丝杆通过气缸驱动移动。
7、进一步的,所述的左右移动丝杆通过气缸驱动移动。
8、与现有技术相比,本实用新型的优点及有益效果:
9、1.本实用新型产品用于防水连接器的点胶,通过分度盘旋转、产品精定位后进行点胶,点胶质量好,效率高,一致性好;
10、2.本实用新型产品占用空间少,可灵活连接自动化设备,具有快速换线更换产品的优点;
11、3.本实用新型产品更换不同规格的产品时无需调试,通用性好。
技术特征:
1.一种分度盘点胶装置,包括安放点胶产品的承座台(1),其特征在于:所述的承座台(1)可旋转的设置在分度盘(2)上,所述的分度盘(2)一侧上部设有正对所述的承座台(1)的预压工位,所述的预压工位上设有预压部件(3),所述的分度盘(2)上相对于预压工位成90度的另一侧上部设有点胶工位,所述的点胶工位两侧分别设有导向部件(4)和固定部件(5),所述的导向部件(4)水平活动的安装在所述分度盘(2)的中间,所述的固定部件(5)水平活动的安装在点胶工位的另一侧,所述的点胶工位上部设有点胶筒(10),所述的点胶筒(10)的下部设有针头调节固定座(9),所述的点胶筒(10)的上部通过胶筒调节固定座(8)上下活动的安装在上下移动丝杆(7)上,所述的上下移动丝杆(7)水平活动的安装在左右移动丝杆(6)上。
2.根据权利要求1所述的分度盘点胶装置,其特征在于:所述的导向部件(4)和固定部件(5)通过气缸驱动移动。
3.根据权利要求1所述的分度盘点胶装置,其特征在于:所述的分度盘(2)上设有2个或2个以上的承座台(1),所述的承座台(1)在分度盘(2)上圆周均匀分布。
4.根据权利要求1所述的分度盘点胶装置,其特征在于:所述的承座台(1)上设有2个或2个以上的点胶产品,所述的点胶产品的点胶位朝上间隔均匀的放置在所述的承座台(1)上。
5.根据权利要求1所述的分度盘点胶装置,其特征在于:所述的上下移动丝杆(7)通过气缸驱动移动。
6.根据权利要求1所述的分度盘点胶装置,其特征在于:所述的左右移动丝杆(6)通过气缸驱动移动。
技术总结
本技术提供的一种分度盘点胶装置,涉及点胶装置技术领域,克服了现有点胶装置装置复杂、传动不精确的技术缺陷,包括安放点胶产品的承座台,其特征在于:所述的承座台可旋转的设置在分度盘上,所述的分度盘一侧上部设有正对所述的承座台的预压工位,所述的预压工位上设有预压部件,所述的分度盘上相对于预压工位成90度的另一侧上部设有点胶工位,所述的点胶工位两侧分别设有导向部件和固定部件,本技术产品用于防水连接器的点胶,通过分度盘旋转、产品精定位后进行点胶,点胶质量好,效率高,一致性好;可灵活连接自动化设备,具有快速换线更换产品的优点;更换不同规格的产品时无需调试,通用性好。
技术研发人员:董振振
受保护的技术使用者:帏翔电子科技(安徽)有限公司
技术研发日:20230103
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!