一种污水处理的尾气吸收装置的制作方法
本技术属于冶金化工,具体地说涉及一种污水处理的尾气吸收装置。
背景技术:
1、目前大部分冶金化工行业在日常生产过程中,产生大量废水稀酸,里面含有各类重金属砷、铜、铅、锌等,并且稀酸中含有刺激性气味的二氧化硫等气体,污酸必须经过处理后,将其中重金属进行回收,废水处理达标后方可排放或者返回公司内部充分利用。根据当前环保形势,多数企业采用硫化法处理污酸工艺,在实际运行中硫化反应产生大量的硫化氢气体与重金属反应,生成硫化砷、硫化铜等硫化物,硫化过程中部分未能够充分反应的硫化氢气体进入尾气中,并且硫化过程中污酸的二氧化硫也进入尾气中。目前多数化工冶炼企业的尾气处理装置采用液碱吸收的方式,存在辅料液碱用量较多,处理成本较高,处理后尾气指标波动较大等问题。
技术实现思路
1、本实用新型为了解决上述问题而提供了一种污水处理的尾气吸收装置,处理成本大幅度下降,并能够确保尾气处理达标排放。
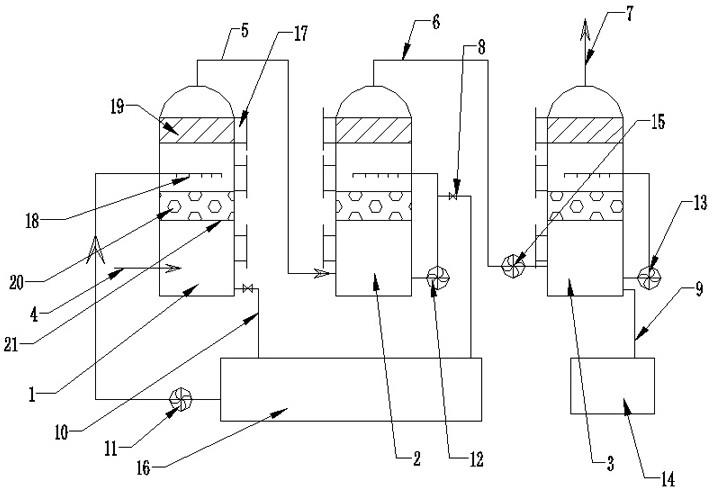
2、本实用新型的技术方案是这样实现的:一种污水处理的尾气吸收装置,包括液碱吸收塔,所述液碱吸收塔下部通过气体管路b与双氧水吸收塔上部相连接,所述双氧水吸收塔下部通过气体管路a与稀酸吸收塔上部相连接,所述稀酸吸收塔下部与硫化工段尾气管相连,所述液碱吸收塔上方设有排空管路,所述稀酸吸收塔、双氧水吸收塔和液碱吸收塔中均设有格筛和鲍尔环,鲍尔环上方设有喷淋装置,所述喷淋装置上方设有捕沫装置,所述稀酸吸收塔下部通过稀酸排液管与稀酸储池相连接,所述稀酸储池通过稀酸泵与稀酸吸收塔内的喷淋装置相连接,所述双氧水吸收塔下部通过双氧水循环泵与双氧水吸收塔内的喷淋装置相连接,双氧水吸收塔内的喷淋装置通过旁路阀与稀酸储池相连,所述气体管路b靠近液碱吸收塔一侧设有风机,液碱吸收塔内的喷淋装置通过碱液循环泵与液碱吸收塔下方相连接,液碱吸收塔下方通过吸收液排液管与尾气吸收液槽相连接;
3、优选的,所述稀酸吸收塔、双氧水吸收塔和液碱吸收塔上均设有人孔。
4、本实用新型的有益效果是:本实用新型通过利用污酸与硫化尾气逆向接触反应,利用污酸中含有的重金属将尾气中含有的硫化氢气体充分反应吸收,同时将污酸中的二氧化硫吹脱出来,污酸通过塔底部进入污酸处理工艺进行处理,吹脱出来的二氧化硫与双氧水反应吸收,剩余其它气体经液碱吸收后排放,液碱耗量较以往明显减少,尾气吸收总成本较传统液碱吸收成本显著降低。
技术特征:
1.一种污水处理的尾气吸收装置,包括液碱吸收塔(3),其特征在于所述液碱吸收塔(3)下部通过气体管路b(6)与双氧水吸收塔(2)上部相连接,所述双氧水吸收塔(2)下部通过气体管路a(5)与稀酸吸收塔(1)上部相连接,所述稀酸吸收塔(1)下部与硫化工段尾气管(4)相连,所述液碱吸收塔(3)上方设有排空管路(7),所述稀酸吸收塔(1)、双氧水吸收塔(2)和液碱吸收塔(3)中均设有格筛(21)和鲍尔环(20),鲍尔环(20)上方设有喷淋装置(18),所述喷淋装置(18)上方设有捕沫装置(19),所述稀酸吸收塔(1)下部通过稀酸排液管(10)与稀酸储池(16)相连接,所述稀酸储池(16)通过稀酸泵(11)与稀酸吸收塔(1)内的喷淋装置(18)相连接,所述双氧水吸收塔(2)下部通过双氧水循环泵(12)与双氧水吸收塔(2)内的喷淋装置相连接,双氧水吸收塔(2)内的喷淋装置通过旁路阀(8)与稀酸储池(16)相连,所述气体管路b(6)靠近液碱吸收塔(3)一侧设有风机(15),液碱吸收塔(3)内的喷淋装置通过碱液循环泵(13)与液碱吸收塔(3)下方相连接,液碱吸收塔(3)下方通过吸收液排液管(9)与尾气吸收液槽(14)相连接。
2.如权利要求1所述的一种污水处理的尾气吸收装置,其特征在于所述稀酸吸收塔(1)、双氧水吸收塔(2)和液碱吸收塔(3)上均设有人孔(17)。
技术总结
本技术提供了一种污水处理的尾气吸收装置,包括硫化工段尾气由稀酸吸收塔底部进入,经过稀酸吸收塔、双氧水吸收塔以及液碱吸收塔,吸收合格后由液碱吸收塔上部排空管排出。本技术利用污酸中重金属与尾气中硫化氢反应,污酸中二氧化硫被吹脱出来进入双氧水吸收塔,二氧化硫经双氧水吸收后,其它气体进入液碱吸收塔,经液碱吸收后排放,从而实现将硫化系统尾气中的硫化氢合理回收利用,节省尾气吸收处理成本,确保尾气达标排放的目的。
技术研发人员:卢涛,刘元辉,李旗,王斐,徐晓伟,李楠,姜晓庆,王雷,孙立民,李宜高,刘志刚,徐静
受保护的技术使用者:山东恒邦冶炼股份有限公司
技术研发日:20230301
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!