一种工件静电粉末喷涂定位装置及喷涂系统的制作方法
本技术属于静电粉末喷涂,尤其是涉及一种工件静电粉末喷涂定位装置及喷涂系统。
背景技术:
1、粉末喷涂是将粉末涂料通过喷粉设备喷涂到工件的表面,粉末附着于工件表面后经过高温烘烤固化,从而达到使工件耐腐蚀、耐老化等能力增加。
2、现有的自动化粉末喷涂设备中,部分喷涂流水线采用的是光感装置以感应工件位置,但是粉末喷枪的粉末大量飘散于空气中,喷涂室内粉末浓度高,导致光感定位装置不灵敏,难以准确定位待喷涂的工件的位置。且部分喷涂设备无法同时适应不同大小、不同形状的工件,存在着部分工件表面没有全部附着粉末的现象,导致生产合格率降低。
技术实现思路
1、针对背景技术中存在的粉末喷涂时传统光感定位不灵敏以及部分喷涂设备难以同时适应不同大小形状的待喷涂工件的技术问题,本实用新型提供了一种工件静电粉末喷涂定位装置及喷涂系统,其结构简单,安装方便,适应不同的喷涂加工喷粉房,其能够灵敏感知工件的位置,定位精准,且能够使喷粉加工流水线内的喷粉房适应不同大小、不同形状的工件。
2、为实现上述目的,本实用新型提供的技术方案为:
3、一种工件静电粉末喷涂定位装置,包括固定于喷涂室内上端的中心定位机构,所述中心定位机构用于监测待测工件是否达到指定位置;还包括固定于喷涂室内部侧面的工件识别机构,所述工件识别机构用于识别达到所述指定位置的工件;所述中心定位机构与所述工件识别机构均电性连接于同一处理器。
4、进一步地,所述中心定位机构包括固定于室内上端的连接板和位于所述连接板下表面的连接杆,所述连接杆远离所述连接杆的一端侧面铰链连接有感应部件,所诉感应部件与所述处理器连接。
5、进一步地,所述感应部件包括外壳和位于所述外壳竖面的接近开关。
6、进一步地,所述感应部件包括外壳和位于所述外壳竖面的压力感应器。
7、进一步地,所述感应部件靠近所述连接杆的一侧与所述连接杆之间活动连接有伸缩部件,所述伸缩部件的驱动部与所述处理器连接。
8、进一步地,所述工件识别机构包括超声波发生器于所述超声波发生器相配合的超声波接收器;所述超声波发生器与所述超声波接收器均于所述处理器连接。
9、还包括一种喷涂系统,包括喷涂室和位于所述喷涂室内的如上述的工件静电粉末喷涂定位装置,所述喷涂室内的两端分别设有入口和出口,所述喷涂室内还设有位于室内上端的输送机构和位于室内侧面的可控制角度调整的喷枪。
10、进一步地,所述输送机构包括固定于室内顶部的滑轨、位于所述滑轨内的悬挂部件和连接若干悬挂部件的链条。
11、本实用新型具有如下优点和有益效果:
12、本实用新型通过中心定位机构,能够灵敏感知工件是否到达指定位置,定位精准;且根据工件识别机构,采用超声波技术,能够使同一生产线中的的喷粉房适应不同大小、不同形状的工件,控制喷枪高效喷涂,加快喷涂速度。
技术特征:
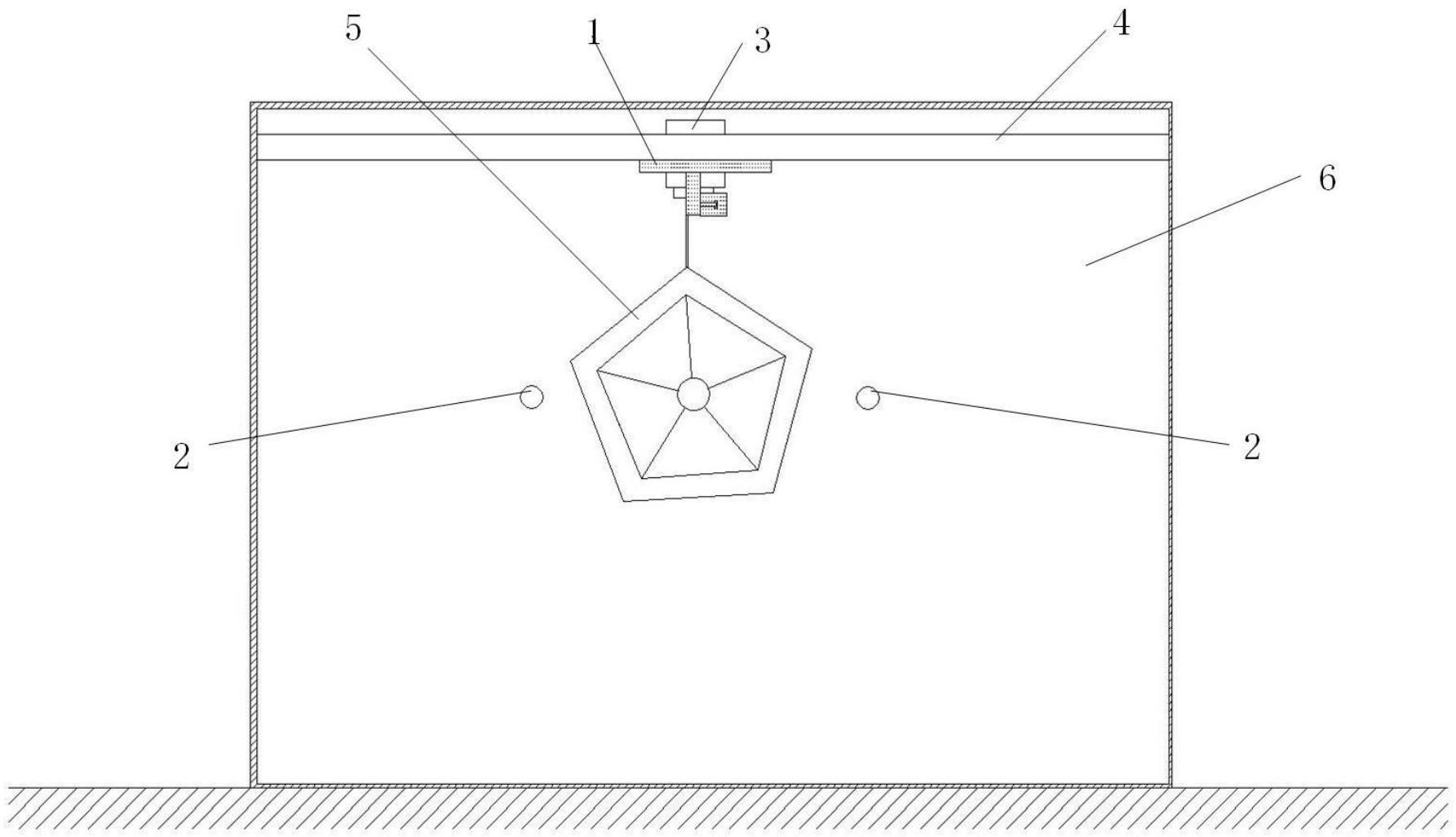
1.一种工件静电粉末喷涂定位装置,其特征在于:包括固定于喷涂室内上端的中心定位机构(1),所述中心定位机构(1)用于监测待测工件是否达到指定位置;还包括固定于喷涂室内部侧面的工件识别机构(2),所述工件识别机构(2)用于识别达到所述指定位置的工件;所述中心定位机构(1)与所述工件识别机构(2)均电性连接于同一处理器。
2.根据权利要求1所述的工件静电粉末喷涂定位装置,其特征在于:所述中心定位机构(1)包括固定于室内上端的连接板(101)和位于所述连接板(101)下表面的连接杆(102),所述连接杆(102)远离所述连接杆(102)的一端侧面铰链(104)连接有感应部件(103),所诉感应部件(103)与所述处理器连接。
3.根据权利要求2所述的工件静电粉末喷涂定位装置,其特征在于:所述感应部件(103)包括外壳和位于所述外壳竖面的接近开关。
4.根据权利要求2所述的工件静电粉末喷涂定位装置,其特征在于:所述感应部件(103)包括外壳和位于所述外壳竖面的压力感应器。
5.根据权利要求2所述的工件静电粉末喷涂定位装置,其特征在于:所述感应部件(103)靠近所述连接杆(102)的一侧与所述连接杆(102)之间活动连接有伸缩部件,所述伸缩部件的驱动部与所述处理器连接。
6.根据权利要求1所述的工件静电粉末喷涂定位装置,其特征在于:所述工件识别机构(2)包括超声波发生器和与所述超声波发生器相配合的超声波接收器;所述超声波发生器与所述超声波接收器均于所述处理器连接。
7.一种喷涂系统,其特征在于:包括喷涂室(6)和位于所述喷涂室(6)内的如权利要求1-6任一项所述的工件静电粉末喷涂定位装置,所述喷涂室(6)内的两端分别设有入口和出口,所述喷涂室(6)内还设有位于室内上端的输送机构和位于室内侧面的可控制角度调整的喷枪(7)。
8.根据权利要求7所述的喷涂系统,其特征在于:所述输送机构包括固定于室内顶部的滑轨(4)、位于所述滑轨(4)内的悬挂部件(3)和连接若干悬挂部件(3)的链条。
技术总结
本技术属于静电粉末喷涂技术领域,尤其是涉及一种工件静电粉末喷涂定位装置及喷涂系统,包括固定于喷涂室内上端的中心定位机构和固定于喷涂室内部侧面的工件识别机构,所述中心定位机构与所述工件识别机构均电性连接于同一处理器,喷涂系统还包括喷涂室和位于所述喷涂室内的如上述的工件静电粉末喷涂定位装置,所述喷涂室内的两端分别设有入口和出口,所述喷涂室内还设有位于室内上端的输送机构和位于室内侧面的可控制角度调整的喷枪。本技术结构简单,安装方便,适应不同的喷涂加工喷粉房,其能够灵敏感知工件的位置,定位精准,且能够使喷粉加工流水线内的喷粉房适应不同大小、不同形状的工件。
技术研发人员:杨凯
受保护的技术使用者:浙江传智精密机械股份有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!