一种涂胶定位工装及胶枪嘴的制作方法
本技术涉及汽车涂胶,具体涉及一种涂胶定位工装及胶枪嘴。
背景技术:
1、汽车中部件与部件之间的连接包括螺接、焊接、铆接、粘接等,部件与部件之间粘接时需先在部件上进行涂胶,涂胶的方式包括机器涂胶、手动涂胶。
2、目前,手动涂胶时,涂胶人员手拿涂胶枪,将涂胶枪上的胶枪嘴的出胶口对准部件上需涂胶的位置进行涂胶,以在部件上形成胶条。然而,该方式胶枪嘴的位置、姿态等受涂胶人员操作的影响较大,进而造成涂胶轨迹及部件上最终形成的胶条位置不稳定、存在波动,涂胶质量较差。
技术实现思路
1、本实用新型的目的之一在于提供一种涂胶定位工装,以解决现有技术中手动涂胶时涂胶质量较差的技术问题;目的之二在于提供一种胶枪嘴。
2、为了实现上述目的,本实用新型采用的技术方案如下:
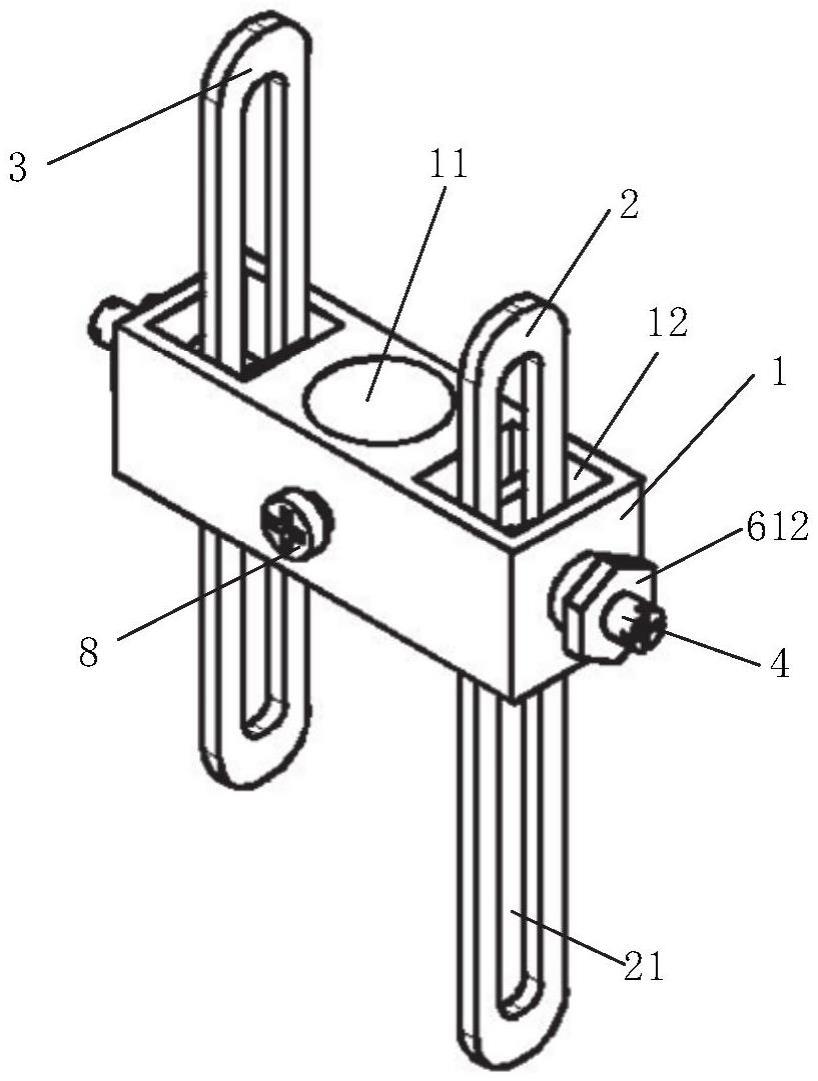
3、一种涂胶定位工装,包括:
4、安装件,开设有贯穿的装配孔,所述装配孔用于胶枪嘴的装配;
5、第一定位片,通过第一连接螺杆设置在所述安装件上,所述第一定位片用于与所述待涂胶件的边缘贴合;
6、第一锁紧组件,设置在所述第一连接螺杆上,所述安装件具有长度方向,所述第一定位片可沿所述安装件的长度方向移动,所述第一锁紧组件用于锁紧所述第一定位片;
7、第二定位片,设置在所述安装件上,所述装配孔位于所述第一定位片与所述第二定位片之间,所述第二定位片的底端用于与待涂胶件的待涂胶面贴合。
8、根据上述技术手段,通过装配孔的设置,能够实现胶枪嘴与涂胶定位工装的装配;通过第一定位片和第二定位片的设置,使得涂胶过程中,胶枪嘴相对于待涂胶件的待涂胶面的高度和胶枪嘴相对于待涂胶件的边缘的距离都是固定不变的,从而保证了涂胶位置的准确性,涂胶轨迹稳定,进而提高了涂胶质量,解决了手动涂胶时涂胶轨迹不稳定及待涂胶件上最终形成的胶条位置不稳定、存在波动和涂胶质量较差的问题;此外,通过第一定位片可沿安装件的长度方向移动的设置,使得涂胶定位工装能应用于胶枪嘴相对于待涂胶件的边缘的距离发生变化的涂胶工况,可适用于不同的待涂胶件的涂胶。
9、进一步,所述第一连接螺杆设置在所述安装件上,所述第一连接螺杆的轴线方向与所述安装件的长度方向一致,所述第一定位片上开设有第一腰形孔,所述第一连接螺杆贯穿所述第一腰形孔,所述第一锁紧螺母套设在所述第一连接螺杆上,且与所述安装件螺接,所述第一锁紧垫片螺接在所述第一连接螺杆上,所述第一锁紧螺母和所述第一锁紧垫片均用于抵紧所述第一定位片,所述第一定位片位于所述第一锁紧垫片和所述第一锁紧螺母之间。
10、根据上述技术手段,能够将第一定位片锁紧在第一锁紧螺母和第一锁紧垫片之间,以使第一定位片的位置保持不动,避免涂胶时第一定位片的位置偏移。
11、进一步,所述装配孔具有轴线方向,所述第一定位片可沿所述装配孔的轴线方向移动,所述安装件上开设有用于供所述第一定位片穿过的第一导向槽,所述第一导向槽的宽度与所述第一定位片的宽度相匹配。
12、根据上述技术手段,通过第一定位片可沿装配孔的轴线方向移动的设置,能够避免因待涂胶件的边缘较低导致的第一定位片无法与待涂胶件的边缘贴合;通过第一导向槽的设置,能够实现第一定位片沿装配孔的轴线方向或安装件的长度方向移动时的导向,避免第一定位片移动时发生偏斜。
13、进一步,所述安装件上开设有第一安装孔和第一螺纹孔,所述第一安装孔和所述第一螺纹孔均与所述第一导向槽相连通,所述第一连接螺杆的第一端与所述第一安装孔相配合,所述第一锁紧螺母包括第一连接部和第一头部,所述第一连接部上设置有第一外螺纹,所述第一头部位于所述第一螺纹孔背离所述装配孔的一侧,所述第一外螺纹螺接在所述第一螺纹孔内,所述第一锁紧螺母包括第一通孔,所述第一连接螺杆贯穿所述第一通孔。
14、根据上述技术手段,便于手动旋转第一锁紧螺母。
15、进一步,还包括第二锁紧组件,所述第二定位片通过第二连接螺杆设置在所述安装件上,所述第二锁紧组件设置在所述第二连接螺杆上,所述第二定位片可沿所述安装件的长度方向移动,所述第二锁紧组件用于锁紧所述第二定位片。
16、根据上述技术手段,使得涂胶定位工装能应用于胶枪嘴与第二定位片之间的距离发生变化的涂胶工况。
17、进一步,所述第二连接螺杆设置在所述安装件上,所述第二连接螺杆的轴线方向与所述安装件的长度方向一致,所述第二定位片上开设有第二腰形孔,所述第二连接螺杆贯穿所述第二腰形孔,所述第二锁紧组件包括第二锁紧螺母和第二锁紧垫片,所述第二锁紧螺母套设在所述第二连接螺杆上,且与所述安装件螺接,所述第二锁紧垫片螺接在所述第一连接螺杆上,所述第二锁紧螺母和所述第二锁紧垫片均用于抵紧所述第二定位片,所述第二定位片位于所述第二锁紧垫片和所述第二锁紧螺母之间。
18、根据上述技术手段,能够将第二定位片锁紧在第二锁紧螺母和第二锁紧垫片之间,以使第二定位片的位置保持不动,避免涂胶时第二定位片的位置偏移。
19、进一步,所述装配孔具有轴线方向,所述第二定位片可沿所述装配孔的轴线方向移动,所述安装件上开设有用于供所述第二定位片穿过的第二导向槽,所述第二导向槽的宽度与所述第二定位片的宽度相匹配。
20、根据上述技术手段,通过第二定位片可沿装配孔的轴线方向移动的设置,能够调节涂胶时胶枪嘴相对于待涂胶件的待涂胶面的高度;通过第二导向槽的设置,能够实现第二定位片沿装配孔的轴线方向或安装件的长度方向移动时的导向,避免第二定位片移动时发生偏斜。
21、进一步,所述安装件上开设有第二安装孔和第二螺纹孔,所述第二安装孔和所述第二螺纹孔均与所述第二导向槽相连通,所述第二连接螺杆的第一端与所述第二安装孔相配合,所述第二锁紧螺母包括第二连接部和第二头部,所述第二连接部上设置有第二外螺纹,所述第二头部位于所述第二螺纹孔背离所述装配孔的一侧,所述第二外螺纹螺接在所述第二螺纹孔内,所述第二锁紧螺母包括第二通孔,所述第二连接螺杆贯穿所述第二通孔。
22、根据上述技术手段,便于手动旋转第二锁紧螺母。
23、进一步,所述安装件上开设有第三螺纹孔,所述第三螺纹孔与所述装配孔相连通,所述第三螺纹孔上螺接有锁止螺栓,所述锁止螺栓用于抵紧所述胶枪嘴。
24、根据上述技术手段,能够保证涂胶定位工装紧密连接在胶枪嘴上,避免涂胶时涂胶定位工装从胶枪嘴上脱落。
25、一种胶枪嘴,所述胶枪嘴上设置有上述任一项所述的涂胶定位工装。
26、本实用新型的有益效果:
27、本实用新型实施例中,通过装配孔的设置,能够实现胶枪嘴与涂胶定位工装的装配;通过第一定位片和第二定位片的设置,使得涂胶过程中,胶枪嘴相对于待涂胶件的待涂胶面的高度和胶枪嘴相对于待涂胶件的边缘的距离都是固定不变的,从而保证了涂胶位置的准确性,涂胶轨迹稳定,进而提高了涂胶质量,解决了手动涂胶时涂胶轨迹不稳定及待涂胶件上最终形成的胶条位置不稳定、存在波动和涂胶质量较差的问题;此外,通过第一定位片可沿安装件的长度方向移动的设置,使得涂胶定位工装能应用于胶枪嘴相对于待涂胶件的边缘的距离发生变化的涂胶工况,可适用于不同的待涂胶件的涂胶。
- 还没有人留言评论。精彩留言会获得点赞!