一种用于六面顶压机的超高压合成组装块的制作方法
本技术涉及超硬材料制造领域,特别是一种用于六面顶压机的超高压合成组装块。
背景技术:
1、在目前六面顶压机合成超硬材料和超硬复合材料的过程中,基本采用以下模式的合成块,通过对立方体合成块六个方向加压,两个方向通电的模式,在合成块的内部产生高位超高压环境,可以合成出人造金刚石单晶、立方氮化硼、pcd、pdc、pcnb等一系列超硬材料产品。
2、在超硬材料的合成过程中,因为原材料的不同,对成品性能的要求也不同,对应需要的合成压力和温度也不同,在需要较高的合成压力时,目前常用的做法是提高六面顶压机的运行压力或缩小硬质合金顶锤的锤面尺寸的模式来提高锤头锤面上的单位压强,来达到提高合成块内压的目的,这种模式会造成压机变形量加大,运行稳定性下降和锤耗过高两大危害,在腔体内压达到7ga以后,会出现顶锤承受的应力超过材料极限的问题,极易造成滩锤放炮事故,导致高品质超硬复合材料的生产成本居高不下。
3、中国专利申请号201420755142.4公开的一种超高压合成用的叶腊石组装块,包括中部带有圆柱形高压腔的带预制密封边的立方体叶腊石块,所述的叶腊石块的六个侧面均开设有凹槽,相邻两侧面的凹槽之间形成预制密封边,所述的各个凹槽的底部还向下开设有增压凹槽,所述增压凹槽的纵向截面呈等腰梯形,且增压凹槽的横向截面面积随增压凹槽深度的增加而减小,所述的增压凹槽内设有匹配贴合的增压块;其高压腔压力可达8gpa以上,可以有效提高金刚石烧结体或立方氮化硼烧结体的物理机械性能。但是该组装块需要在叶腊石块的六个侧面均开设凹槽,然后安装增压块,增压块压力是直接施加到叶腊石块上的,而没有直接参与到超高压合成腔内的加压;因此该组装块的结构比较复杂,制作成本高;而且使用时,同时需要六个增压块才能使高压腔压力可达8gpa以上,而对于像npcbn、upd(微米级多晶金刚石)和高品级超硬复合材料的合成,则需要达到20gpa的超高压,上述组装块无法满足。
技术实现思路
1、本实用新型的目的是要解决现有技术中存在的不足,提供一种用于六面顶压机的超高压合成组装块。
2、为达到上述目的,本实用新型是按照以下技术方案实施的:
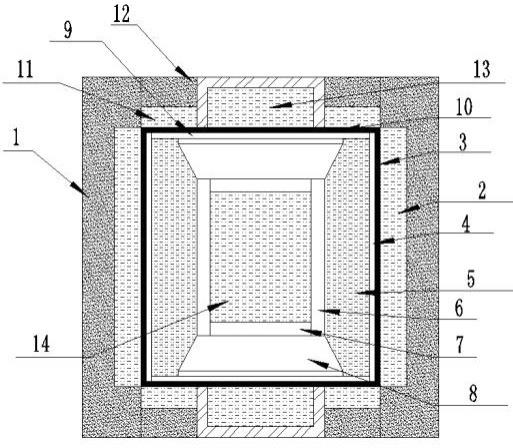
3、一种用于六面顶压机的超高压合成组装块,包括内部设有柱形腔体的叶腊石方形管,叶腊石方形管的柱形腔体内壁嵌入有复合叶腊石管,复合叶腊石管的内径与叶腊石方形管的内径相同;复合叶腊石管内套置有加热管,加热管内套置有绝缘杯;所述绝缘杯内套置有超高压套筒模具,超高压套筒模具的顶端和末端均设有锥形口,超高压套筒模具内套置有盐管,盐管的顶端和末端内分别设有封堵盐片,盐管内部腔体与两个封堵盐片之间形成用于合成超硬复合材料的超高压合成腔,超高压套筒模具的顶端和末端的锥形口内分别设有与锥形口相匹配的圆锥柱状二级压头,圆锥柱状二级压头的小底面与盐管和盐片的外端面相接触,圆锥柱状二级压头的大底面与超高压套筒模具的外端面位于同一平面,绝缘杯两端设有封堵绝缘片,加热管两端设有加热片,复合叶腊石管的两端口处由内至外依次设有复合叶腊石封堵块和叶腊石封堵块,贯穿所述复合叶腊石封堵块和叶腊石封堵块中心设有导电钢圈,所述导电钢圈的内端面与加热片的外端面相接触。
4、进一步地,所述圆锥柱状二级压头的锥角为30-150°。
5、进一步地,所述圆锥柱状二级压头的大底面和小底面的面积比为1.1-50。
6、进一步地,所述圆锥柱状二级压头的大底面设有与大底面直径相同的圆柱。
7、优选地,所述圆锥柱状二级压头的锥角为90°。
8、与现有技术相比,本实用新型通过重新设计超高压合成组装块内部结构,内部有两个圆锥柱状二级压头,通过在圆锥柱状二级压头的大底面施加一个较小的压力,可以在圆锥柱状二级压头的小底面上得到一个远大于底部的压力值,因此,可以在不增加六面顶压机工作压力和硬质合金顶锤锤面压力的前提下,低成本实现合成组装块内部4-20gpa的超高压环境,可以满足像npcbn、upd(微米级多晶金刚石)和高品级超硬复合材料的合成压力需求。
技术特征:
1.一种用于六面顶压机的超高压合成组装块,包括内部设有柱形腔体的叶腊石方形管,叶腊石方形管的柱形腔体内壁嵌入有复合叶腊石管,复合叶腊石管的内径与叶腊石方形管的内径相同;复合叶腊石管内套置有加热管,加热管内套置有绝缘杯;其特征在于:所述绝缘杯内套置有超高压套筒模具,超高压套筒模具的顶端和末端均设有锥形口,超高压套筒模具内套置有盐管,盐管的顶端和末端内分别设有封堵盐片,盐管内部腔体与两个封堵盐片之间形成用于合成超硬复合材料的超高压合成腔,超高压套筒模具的顶端和末端的锥形口内分别设有与锥形口相匹配的圆锥柱状二级压头,圆锥柱状二级压头的小底面与盐管和盐片的外端面相接触,圆锥柱状二级压头的大底面与超高压套筒模具的外端面位于同一平面,绝缘杯两端设有封堵绝缘片,加热管两端设有加热片,复合叶腊石管的两端口处由内至外依次设有复合叶腊石封堵块和叶腊石封堵块,贯穿所述复合叶腊石封堵块和叶腊石封堵块中心设有导电钢圈,所述导电钢圈的内端面与加热片的外端面相接触。
2.根据权利要求1所述的用于六面顶压机的超高压合成组装块,其特征在于:所述圆锥柱状二级压头的锥角为30-150°。
3.根据权利要求1所述的用于六面顶压机的超高压合成组装块,其特征在于:所述圆锥柱状二级压头的大底面和小底面的面积比为1.1-50。
4.根据权利要求1所述的用于六面顶压机的超高压合成组装块,其特征在于:所述圆锥柱状二级压头的大底面设有与大底面直径相同的圆柱。
5.根据权利要求1所述的用于六面顶压机的超高压合成组装块,其特征在于:所述圆锥柱状二级压头的锥角为90°。
技术总结
本技术公开了一种用于六面顶压机的超高压合成组装块,包括叶腊石方形管、复合叶腊石管、加热管、绝缘杯、超高压套筒模具、盐管、封堵盐片、圆锥柱状二级压头、封堵绝缘片、加热片、复合叶腊石封堵块、叶腊石封堵块、导电钢圈。与现有技术相比,本技术通过重新设计超高压合成组装块内部结构,内部有两个圆锥柱状二级压头,通过在圆锥柱状二级压头的大底面施加一个较小的压力,可以在圆锥柱状二级压头的小底面上得到一个远大于底部的压力值,因此,可以在不增加六面顶压机工作压力和硬质合金顶锤锤面压力的前提下,低成本实现合成组装块内部4‑20GPa的超高压环境,可以满足像NPcBN、UPD(微米级多晶金刚石)和高品级超硬复合材料的合成压力需求。
技术研发人员:赵仁玉
受保护的技术使用者:焦作天宝桓祥机械科技有限公司
技术研发日:20230406
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!