一种点胶固化工装的制作方法
本技术涉及自动化设备,具体涉及一种点胶固化工装。
背景技术:
1、现有的uv胶粘接的生产工艺,首先,需要一手持待粘接零件,一手操作点胶机,来完成点胶操作,然后手动使用uv灯持续光照几十秒甚至是几分钟,胶水才能干。这种传统的人工操作方式,不仅操作复杂费劲,需要待整个粘接工序完成之后才能开始下一轮的粘接工序,生产效率低下,而且粘接质量完全依赖于操作人员的经验和工作状态,粘接质量难以保障,容易出现溢胶或胶少引起的粘接不牢固等问题,或者是粘歪问题,造成合格率低下,生产成本高。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺陷,提供一种点胶固化工装。
2、为实现上述目的,本实用新型采用了如下技术方案:
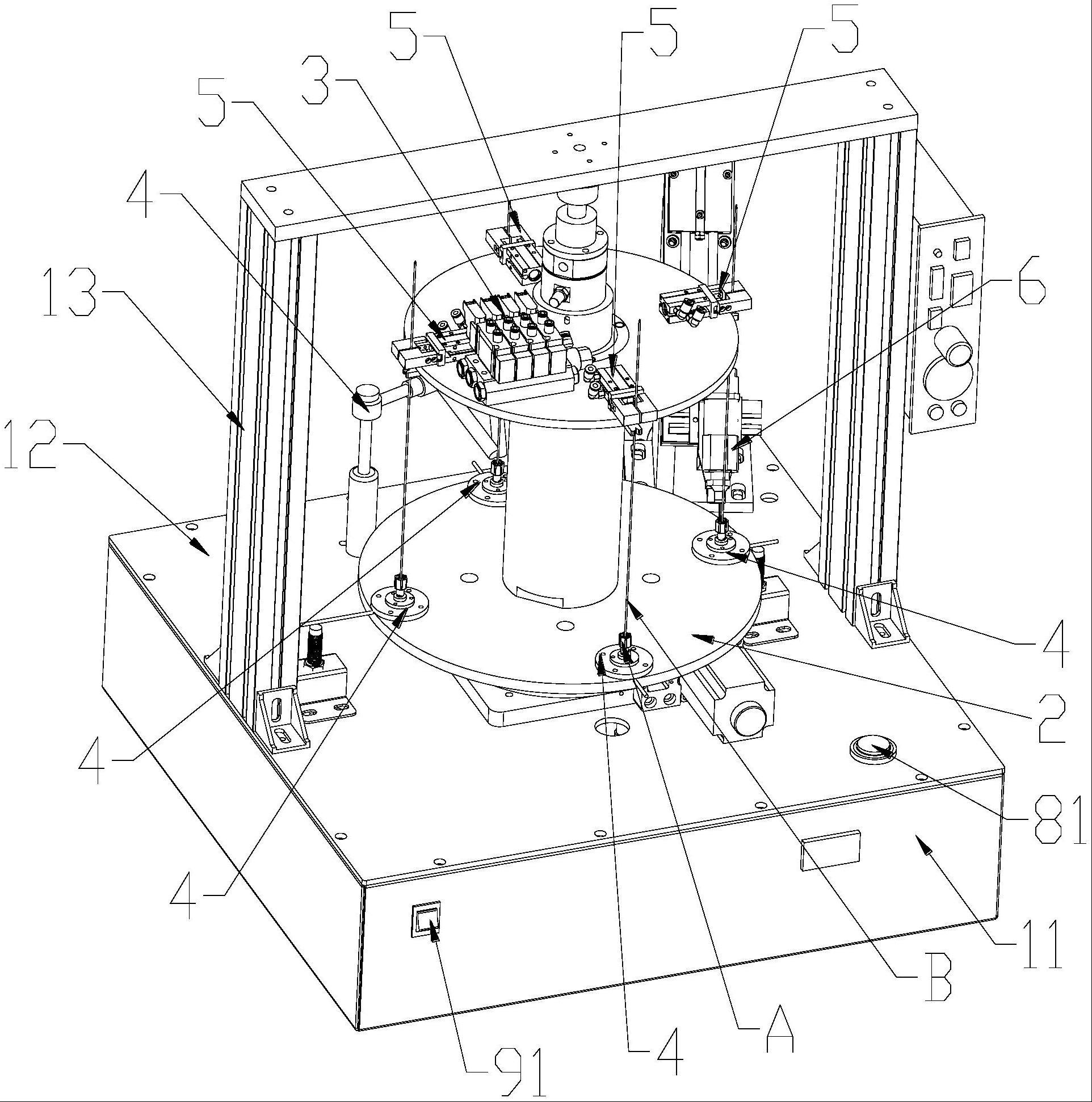
3、一种点胶固化工装,包括工作台、设置在工作台上的电源、电源开关、plc、控制开关、转动机构和至少三个工位,所述至少三个工位包括沿转动机构的转动方向依次设置的上下料工位、点胶工位和固化工位,所述点胶固化工装还包括用于固定零件a的固定座、用于固定零件b的夹持机构、设置在工作台上与点胶工位对应的点胶机构和点胶感应开关及与固化工位对应的固化机构,所述固定座和夹持机构成对设置在转动机构上,并与所述至少三个工位相对应;所述plc与转动机构、夹持机构控制连接,控制开关将控制信号传输给plc,plc先控制夹持机构进行夹持或松开动作,后控制转动机构转动至下一工位;所述plc与点胶机构控制连接,点胶感应开关将感应信号传输给plc,plc控制点胶机构进行点胶。
4、优选的,所述至少三个工位为四个工位,还包括在转动机构的转动方向上位于固化工位与上下料工位之间的终点工位,在转动机构上设有四对固定座和夹持机构,分别与四个工位对应;所述plc通过电磁阀与四个夹持机构控制连接;plc接收控制开关的控制信号后,通过电磁阀控制上下料工位处的夹持机构做夹持动作,终点工位处的夹持机构则做松开动作。
5、优选的,还包括设置在工作台上与终点工位对应的复位感应开关,复位感应开关将感应信号传输给plc,plc对电磁阀的控制程序进行复位清零。
6、优选的,所述转动机构上设有与四个工位对应的一个长感应棒和三个短感应棒,长感应棒转动至点胶工位时与点胶感应开关正对,转动至终点工位时与复位感应开关正对,短感应棒转动至点胶工位时与点胶感应开关正对,转动至终点工位时与复位感应开关错位。
7、优选的,所述转动机构包括下转盘、支撑柱、上转盘、安装在工作台上配套的驱动器、电机和旋转平台,所述下转盘安装在旋转平台上,并通过支撑柱与上转盘连接,所述固定座安装在下转盘上,所述夹持机构安装在上转盘上位于固定座的正上方,所述电机与旋转平台驱动连接,所述plc通过驱动器与电机控制连接,控制开关将控制信号传输给plc,plc通过驱动器控制电机,带动旋转平台从一个工位转动到下一个工位。
8、优选的,所述工作台上设有安装支架,所述安装支架与上转盘之间设有电气滑环。
9、优选的,所述夹持机构包括夹持气缸和一对夹爪,所述夹持气缸与夹爪驱动连接,可带动一对夹爪靠拢或分开实现夹持或松开动作。
10、优选的,所述固定座包括安装在工作台上的底座、可拆卸安装在底座上的安装块和可拆卸安装在安装块上的限位柱,所述底座设有与安装块配合的安装槽,所述安装块贯穿设有台阶孔,所述台阶孔的底端口径大于顶端口径,所述限位柱的一端与安装块的台阶孔相配合,另一端与零件a的插孔配合。
11、优选的,所述点胶机构包括点胶气缸、配套的点胶机和点胶阀,所述点胶气缸与点胶阀的一端驱动连接,点胶阀的另一端则与点胶工位处的零件a与零件b连接处相对,所述plc与点胶阀和点胶气缸控制连接;当点胶感应开关将感应信号传输给plc时,plc控制点胶气缸带动点胶阀前移,plc控制点胶阀打开进行点胶,待点胶完毕,plc控制点胶阀关闭,并控制点胶气缸带动点胶阀回退。
12、优选的,所述固化机构包括设置在工作台上的固化灯和光源支架,所述光源支架设有与固化灯的光源相配合的安装孔,光源的尾端插装在光源支架的安装孔内,光源的前端则与固化工位处的零件a与零件b连接处相对。
13、本实用新型的点胶固化工装,将零件a与零件b通过固定座和夹持机构限位固定,并通过转动机构转动搬运至点胶工位,plc与点胶感应开关和点胶机构配合实现自动点胶,然后搬运至固化工位,固化机构实现自动固化,整个过程仅需手动上下料,操作简单,省时省力,降低劳动强度,提高生产质量和效率,旋转式搬运的转动机构可实现连续作业。
技术特征:
1.一种点胶固化工装,包括工作台(1)、设置在工作台(1)上的电源(9)、电源开关(91)、plc(8)、控制开关(81)、转动机构(2)和至少三个工位,所述至少三个工位包括沿转动机构(2)的转动方向依次设置的上下料工位(101)、点胶工位(102)和固化工位(103),其特征在于:所述点胶固化工装还包括用于固定零件a的固定座(4)、用于固定零件b的夹持机构(5)、设置在工作台(1)上与点胶工位(102)对应的点胶机构(6)和点胶感应开关(83)及与固化工位(103)对应的固化机构(7),所述固定座(4)和夹持机构(5)成对设置在转动机构(2)上,并与所述至少三个工位相对应;所述plc(8)与转动机构(2)、夹持机构(5)控制连接,控制开关(81)将控制信号传输给plc(8),plc(8)先控制夹持机构(5)进行夹持或松开动作,后控制转动机构(2)转动至下一工位;所述plc(8)与点胶机构(6)控制连接,点胶感应开关(83)将感应信号传输给plc(8),plc(8)控制点胶机构(6)进行点胶。
2.根据权利要求1所述的点胶固化工装,其特征在于:所述至少三个工位为四个工位,还包括在转动机构(2)的转动方向上位于固化工位(103)与上下料工位(101)之间的终点工位(104),在转动机构(2)上设有四对固定座(4)和夹持机构(5),分别与四个工位对应;所述plc(8)通过电磁阀(3)与四个夹持机构(5)控制连接;plc(8)接收控制开关(81)的控制信号后,通过电磁阀(3)控制上下料工位(101)处的夹持机构(5)做夹持动作,终点工位(104)处的夹持机构(5)则做松开动作。
3.根据权利要求2所述的点胶固化工装,其特征在于:还包括设置在工作台(1)上与终点工位(104)对应的复位感应开关(82),复位感应开关(82)将感应信号传输给plc(8),plc(8)对电磁阀(3)的控制程序进行复位清零。
4.根据权利要求3所述的点胶固化工装,其特征在于:所述转动机构(2)上设有与四个工位对应的一个长感应棒(242)和三个短感应棒(241),长感应棒(242)转动至点胶工位(102)时与点胶感应开关(83)正对,转动至终点工位(104)时与复位感应开关(82)正对,短感应棒(241)转动至点胶工位(102)时与点胶感应开关(83)正对,转动至终点工位(104)时与复位感应开关(82)错位。
5.根据权利要求1所述的点胶固化工装,其特征在于:所述转动机构(2)包括下转盘(24)、支撑柱(25)、上转盘(26)、安装在工作台(1)上配套的驱动器(21)、电机(22)和旋转平台(23),所述下转盘(24)安装在旋转平台(23)上,并通过支撑柱(25)与上转盘(26)连接,所述固定座(4)安装在下转盘(24)上,所述夹持机构(5)安装在上转盘(26)上位于固定座(4)的正上方,所述电机(22)与旋转平台(23)驱动连接,所述plc(8)通过驱动器(21)与电机(22)控制连接,控制开关(81)将控制信号传输给plc(8),plc(8)通过驱动器(21)控制电机(22),带动旋转平台(23)从一个工位转动到下一个工位。
6.根据权利要求5所述的点胶固化工装,其特征在于:所述工作台(1)上设有安装支架(13),所述安装支架(13)与上转盘(26)之间设有电气滑环(27)。
7.根据权利要求1所述的点胶固化工装,其特征在于:所述夹持机构(5)包括夹持气缸(51)和一对夹爪(52),所述夹持气缸(51)与夹爪(52)驱动连接,可带动一对夹爪(52)靠拢或分开实现夹持或松开动作。
8.根据权利要求1所述的点胶固化工装,其特征在于:所述固定座(4)包括安装在工作台(1)上的底座(41)、可拆卸安装在底座(41)上的安装块(42)和可拆卸安装在安装块(42)上的限位柱(43),所述底座(41)设有与安装块(42)配合的安装槽,所述安装块(42)贯穿设有台阶孔,所述台阶孔的底端口径大于顶端口径,所述限位柱(43)的一端与安装块(42)的台阶孔相配合,另一端与零件a的插孔配合。
9.根据权利要求1所述的点胶固化工装,其特征在于:所述点胶机构(6)包括点胶气缸(63)、配套的点胶机(61)和点胶阀(62),所述点胶气缸(63)与点胶阀(62)的一端驱动连接,点胶阀(62)的另一端则与点胶工位(102)处的零件a与零件b连接处相对,所述plc(8)与点胶阀(62)和点胶气缸(63)控制连接;当点胶感应开关(83)将感应信号传输给plc(8)时,plc(8)控制点胶气缸(63)带动点胶阀(62)前移,plc(8)控制点胶阀(62)打开进行点胶,待点胶完毕,plc(8)控制点胶阀(62)关闭,并控制点胶气缸(63)带动点胶阀(62)回退。
10.根据权利要求1所述的点胶固化工装,其特征在于:所述固化机构(7)包括设置在工作台(1)上的固化灯和光源支架(72),所述光源支架(72)设有与固化灯的光源(71)相配合的安装孔,光源(71)的尾端插装在光源支架(72)的安装孔内,光源(71)的前端则与固化工位(103)处的零件a与零件b连接处相对。
技术总结
本申请公开一种点胶固化工装,包括工作台、电源、电源开关、PLC、控制开关、转动机构、依次设置的上下料工位、点胶工位和固化工位、用于固定零件A的固定座、用于固定零件B的夹持机构、与点胶工位对应的点胶机构和点胶感应开关、与固化工位对应的固化机构,固定座和夹持机构成对设置在转动机构上,并与工位相对应;PLC与转动机构、夹持机构控制连接,控制开关将控制信号传输给PLC,PLC先控制夹持机构进行夹持或松开动作,后控制转动机构转动至下一工位;所述PLC与点胶机构控制连接,点胶感应开关将感应信号传输给PLC,PLC控制点胶机构进行点胶。本申请的点胶固化工装,将零件A与零件B限位固定,实现自动点胶、自动固化。
技术研发人员:谭锂
受保护的技术使用者:湖南特瑞精密医疗器械有限公司
技术研发日:20230411
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!