自动上下料的点胶装置的制作方法
本技术涉及自动化设备,尤其是涉及一种自动上下料的点胶装置。
背景技术:
1、点胶,是一种工艺,也称施胶、涂胶、灌胶、滴胶等,是把电子浇水、油或者其他液体涂抹、灌封、点滴到产品上,让产品起到黏贴、灌封、绝缘、固定、表面光滑等作用。现有的点胶还是以人工操作上下料为主,通过人工进行上下料,加工效率受员工工作状态影响。当员工工作一定的时间后,会因疲惫而导致加工效率降低。
2、为了减轻员工负担,同时提高加工效率,确保点胶质量,需要研发一种能够实现自动上下料的点胶装置。
技术实现思路
1、本实用新型的目的在于提供自动上下料的点胶装置,以解决现有技术中存在的对人力依赖较为严重、加工效率偏低的技术问题。本实用新型提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本实用新型提供了以下技术方案:
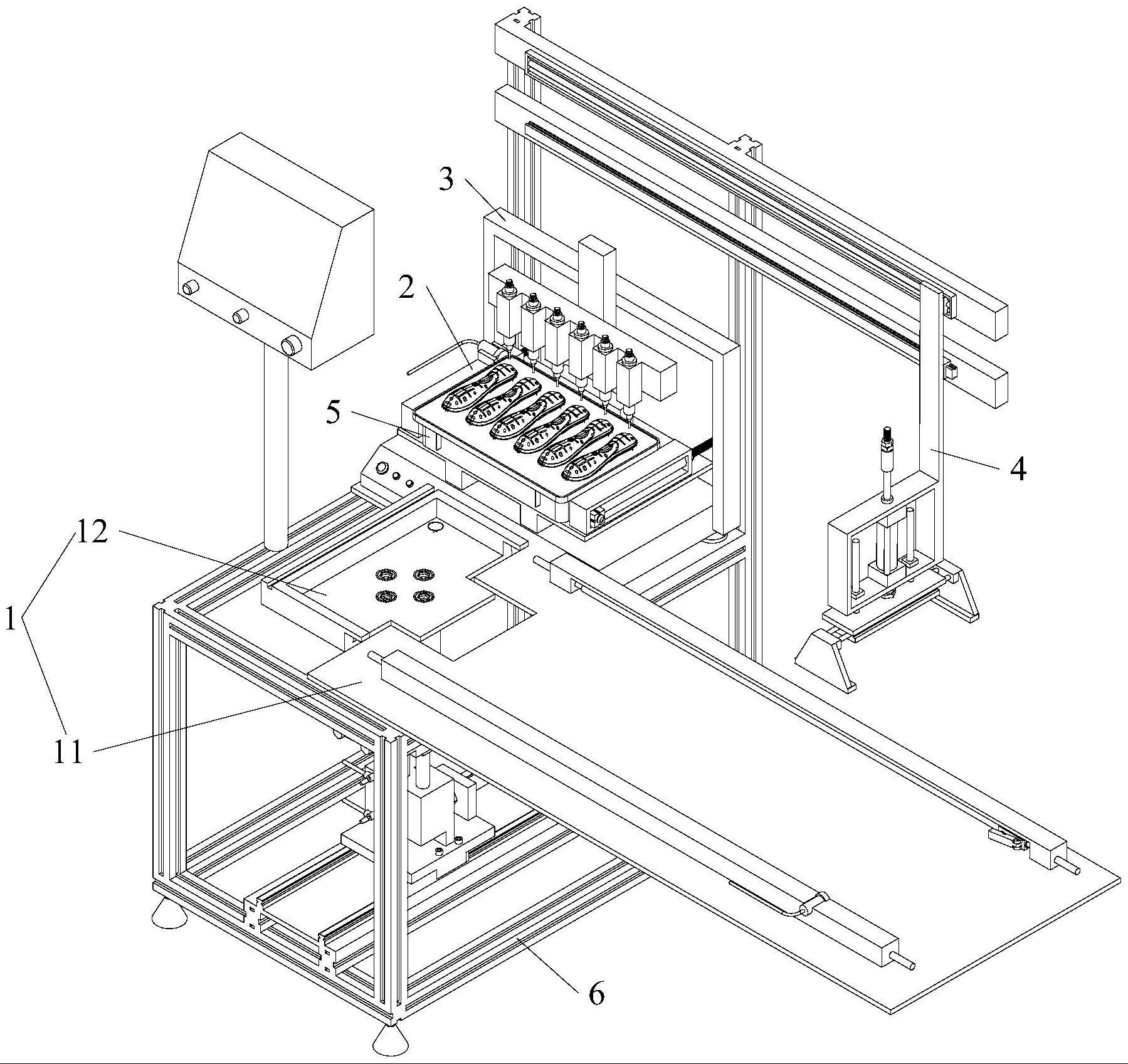
3、本实用新型提供的自动上下料的点胶装置包括上料机构、放置机构、点胶机构和下料机构,所述点胶机构位于所述放置机构上方,放置物料的托盘能经所述上料机构输送至所述放置机构处并经所述下料机构输送至下一工位;
4、所述上料机构包括往复推拉输送单元,所述往复推拉输送单元包括第一输送板和第一推拉气缸,所述第一推拉气缸的数量为两个且并排对称布置,两个所述第一推拉气缸之间留有供所述托盘插入的间隙;
5、任意一个所述第一推拉气缸上固定设置有拉钩,所述拉钩能在所述气缸的驱动下沿固定路径往复移动,所述托盘的外侧壁上设置有能与所述拉钩配合的筋位;
6、当所述托盘在外力推动下插入相邻的两个所述第一推拉气缸之间时,所述筋位被所述拉钩勾住。
7、上述拉钩能够与托盘侧壁的筋位勾住,可以实现拉钩推动托盘移动的效果,从而使装载有物料的托盘能快速上料有效降低人工成本。另外,托盘能经上述往复推拉输送单元输送至放置机构处,此时位于放置机构上方的点胶机构能够对托盘上的物料进行点胶处理,也可以帮助减轻工人的工作负担,提高加工效率。
8、在上述技术方案的基础上,本实用新型还可以做如下改进。
9、作为本实用新型的进一步改进,所述第一输送板上设置有第一感应开关,所述第一感应开关与所述第一推拉气缸电连接。
10、上述第一感应开关能够通过识别托盘是否安装到位并在托盘安装到位后通过相关信号启动上述第一推拉气缸动作,完成托盘上料过程。
11、作为本实用新型的进一步改进,所述上料机构还包括旋转输送单元,所述旋转输送单元能通过转动分别与所述往复推拉输送单元和所述放置机构相连。
12、当往复推拉输送单元和放置机构位于同一直线上且两者位于同一高度时,此时可以通过上述机构直接将装载有物料的托盘输送至放置机构上;若两者的高度不同或者没有放置机构没有位于往复推拉输送单元的输送方向上时,此时可以通过上述旋转输送单元来实现对托盘的转移或传递。这一结构可以帮助缩小该装置所占用的空间长度,使该装置在安装和使用时具有更高的灵活性。
13、作为本实用新型的进一步改进,所述旋转输送单元包括旋转板、升降气缸、旋转气缸和第二推拉气缸,所述旋转板的上表面能与所述第一输送板的上表面配合连接,所述升降气缸能驱动所述旋转板升降移动,所述旋转气缸能驱动所述旋转板旋转移动,所述第二推拉气缸能驱动所述旋转板沿固定路径直线移动;
14、所述旋转气缸位于所述旋转板下方并与所述旋转板固定连接,所述升降气缸位于所述旋转气缸下方并与所述旋转气缸固定连接,所述第二推拉气缸与所述升降气缸固定连接。
15、上述旋转板能与第一输送板相接,托盘经第一推拉气缸上的拉钩推至旋转板上,升降气缸可以带动该旋转板相对于第一输送板上升或下降一定的高度,从而确保托盘能与第一输送板完全脱离;随后启动上述旋转气缸使得托盘能够旋转至朝向放置机构,最后启动上述第二推拉气缸,此时旋转板能带动托盘朝向放置机构方向移动直至旋转板能与放置机构的相关结构相贴,以实现将托盘转运至放置机构的目的。
16、作为本实用新型的进一步改进,所述第一输送板和所述旋转板的连接处为凹凸配合结构,其中,所述第一输送板的配合处凹陷并形成凹槽,所述旋转板的配合处凸起。
17、上述凹槽和凸起的配合结构,不仅可以提高旋转板与第一输送板之间的配合度,便于实现两个不同板状结构的对接,同时还能够确保落在旋转板上的托盘的稳定性,避免托盘因与旋转板的接触面过小而晃动甚至掉落,方便托盘转移。另外,整体呈“凸”字形结构的旋转板在旋转时更加方便。
18、作为本实用新型的进一步改进,所述旋转板上表面远离所述第一输送板的一侧设置有第二感应开关。
19、该第二感应开关能够经控制模块与上述升降气缸、旋转气缸和第二推拉气缸相连,从而在托盘运动到位后依次启动上述气缸并实现对托盘的转运,达到自动上料的技术效果。
20、作为本实用新型的进一步改进,该装置还包括机架,所述放置机构、所述点胶机构和所述下料机构均固定设置于所述机架上。
21、机架可以将上述机构托起并固定设置于合适的位置和高度上,方便后续加工流程。
22、作为本实用新型的进一步改进,所述放置机构包括定位板、第三推拉气缸和限位气缸,所述第三推拉气缸和所述限位气缸的数量均为两个;
23、所述第三推拉气缸和所述限位气缸均位于所述定位板的上表面且对称布置于所述定位板的两侧,所述限位气缸固定设置于所述第三推拉气缸前端且能在所述第三推拉气缸的驱动下靠近或远离所述点胶机构,所述限位气缸的一端朝向所述定位板中部伸出;
24、当所述托盘经所述旋转板与所述定位板相接时,对称布置的两个所述限位气缸能经所述筋位与所述托盘相连;
25、所述定位板上表面远离所述旋转板的一侧设有第三感应开关。
26、上述限位气缸能够经筋位与托盘相连,第三推拉气缸能够通过拉动限位气缸的方式使托盘移动至定位板上。上述第三感应开关用于感应托盘是否牵拉到定位板的设定位置上。当托盘被拉动到定位板的设定位置上时,此时托盘处于点胶原位,方便该装置启动点胶机构并进行点胶作业。
27、作为本实用新型的进一步改进,所述定位板靠近所述旋转板的一侧为能与所述旋转板配合的凹槽结构。
28、该结构有助于旋转板与定位板顺利对接,同时可以进一步方便限位气缸能够实现对上述托盘的快速钩拉。
29、作为本实用新型的进一步改进,所述点胶机构包括支撑架、左右平移单元、前后平移单元、升降单元和点胶头,其中:
30、所述支撑架固定设置于所述放置机构一侧且所述支撑架的长度方向与所述左右平移单元的移动方向一致,所述点胶头经所述升降单元和所述左右平移单元固定设置于所述支撑架上,所述左右平移单元能驱动所述点胶头沿所述支撑架左右平移,所述前后平移单元与所述放置机构固定连接并驱动所述放置机构沿所述支撑架的前后方向平移,所述升降单元能驱动所述点胶头升降移动;所述点胶头包括至少两个点胶阀。
31、上述点胶阀用于对物料进行点胶处理,其具体数量和排布方式可以根据物料的摆放布置情况进行适应性调整。当点胶阀在升降单元的控制下下降并靠近物料时,此时可以进行点胶;上述左右平移单元会在启动点胶作业时控制点胶头相对于托盘左右平移,从而使点胶头相对于托盘左右移动,方便对物料进行左右点胶作业,点胶作业完成后控制点胶头回到原点,以免与上述下料机构产生干涉;前后平移单元会在启动点胶作业或者终止点胶作业时控制定位板相对于支撑架前后平移以靠近或远离点胶头,从而方便点胶头对物料进行前后点胶作业。
32、作为本实用新型的进一步改进,所述下料机构包括固定连接的下料平移单元、下料升降单元和夹料单元;
33、所述夹料单元包括夹料气缸和夹板,所述夹板的数量为两个且能在所述夹料气缸的驱动下相互靠近或远离,以夹取或释放所述托盘;
34、所述下料升降单元与所述夹料单元相连并能驱动所述夹料单元升降移动;
35、所述下料平移单元包括下料导向架和下料气缸,所述下料导向架长度方向上的一端临近所述点胶机构设置,另一端朝向下一工位设置,所述下料气缸能沿所述下料导向架的长度方向移动并带动所述下料升降单元和所述夹料单元同步移动。
36、上述下料平移单元和下料升降单元能够控制夹料单元在放置机构和下一工位之间移动:当夹料单元夹持托盘时,此时可以通过上述单元实现对托盘的顺利转移,完成下料动作。
37、相比于现有技术,本实用新型较佳的实施方式提供的技术方案具有如下有益效果:
38、该装置通过多种气缸、感应开关以及其它相关结构的配合,能够实现对装载有物料的托盘的自动上下料以及对物料的自动点胶处理,大大提高了物料的加工效率,同时还能够有效降低人工成本,避免员工疲劳操作,提高员工工作幸福度。另外,上述点胶机构与人工点胶相比,对胶量以及点胶轨迹的控制更加精准,能够更好的控制产品质量,同时避免物料浪费。
- 还没有人留言评论。精彩留言会获得点赞!