一种可快速换模式新能源高压连接器注胶工装的制作方法
本技术涉及汽车零部件加工,具体是一种可快速换模式新能源高压连接器注胶工装。
背景技术:
1、随着全球石油资源紧张,为满足人类出行及货物运输,新能源汽车应用而生,新能源汽车高压线束作为整个汽车的脉络,承载着电气性能及信号传输,具有非常重要的作用,但因新能源汽车出行条件多变,或雨天出行,或涉水出行,汽车高压线束具有极强的防水防尘能力,因此新能源汽车高压线束气密性至关重要,同时连接器尾部气密性防护是高压线束总成装配工序中的关键工序和瓶颈工序,在此背景下,需新设计一种高压连接器尾部注胶的工装。
2、但是,目前行业内的高压连接器尾部注胶的工装模具更换不方便,不能很好的适用不同外形的高压连接器注胶,不同厂家线缆和不同厂家连接器尾部不能很好的匹配,导致生产出来的高压线束连接器尾端注胶效果差、人员需要重复操作,劳动强度高。
技术实现思路
1、本实用新型的目的在于提供一种可快速换模式新能源高压连接器注胶工装,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
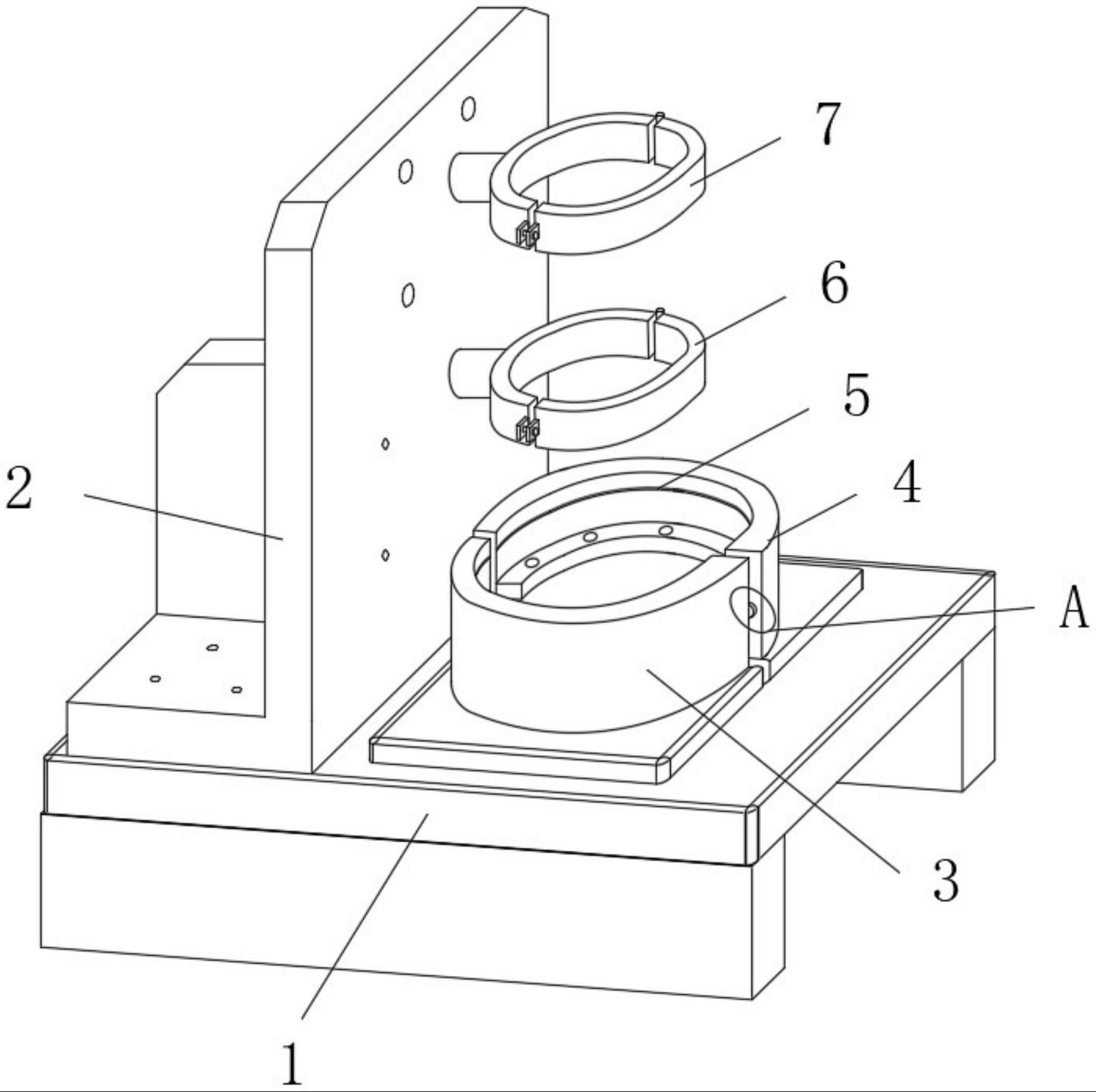
3、一种可快速换模式新能源高压连接器注胶工装,包括底板、立柱、左模型腔和右模型腔,所述底板上安装有立柱,所述立柱上安装有上线束固定夹和下线束固定夹,所述底板上与下线束固定夹上下对应位置设置有左模型腔和右模型腔,所述左模型腔与右模型腔拼接固定,所述左模型腔与右模型腔内壁设置有注胶量刻线。
4、作为本实用新型进一步的方案:所述上线束固定夹和下线束固定夹大小形状及结构组成均完全相同。
5、作为本实用新型再进一步的方案:所述下线束固定夹包括第一夹板、第二夹板、合页、连接板和锁紧件,所述第一夹板一端和第二夹板的一端通过合页铰接,所述第一夹板另一端和第二夹板的另一端均安装有连接板,两个所述连接板之间通过锁紧件锁紧。
6、作为本实用新型再进一步的方案:所述连接板上开设有通孔,所述锁紧件包括螺杆和螺母,螺杆穿过通孔并与螺母螺纹连接。
7、作为本实用新型再进一步的方案:所述左模型腔和右模型腔相互对应的端面上分别设置有插头和插孔,所述插头与插孔插接配合。
8、与现有技术相比,本实用新型的有益效果是:
9、1、结构设计简单:根据需注胶连接器的外形尺寸设计型腔,将需要注胶线束分支放置于注胶工装中即可操作,简单实用,注浇连接器尾部型腔模具可快速更换,适用各种不同外形的高压连接器,成本低廉。
10、2、质量稳定性好:通过此辅助工装对高压连接器尾部注胶的胶量进行了有效控制,杜绝了高压连接器尾部注胶量不一致,注胶过程中线束的抖动问题。
11、3、操作方式简单:此辅助工装使用时只需要将被注胶连接器分支放置于型腔中,然后向型腔中注胶即可完成连接器尾部注胶工作,胶料凝固后,取出线束分支,方便员工使用。
12、4、制作成本低:工装整体采用铝材和不锈钢板制作,外加硬质塑料型腔,成本低廉。
技术特征:
1.一种可快速换模式新能源高压连接器注胶工装,包括底板(1)、立柱(2)、左模型腔(3)和右模型腔(4),其特征在于:所述底板(1)上安装有立柱(2),所述立柱(2)上安装有上线束固定夹(7)和下线束固定夹(6),所述底板(1)上与下线束固定夹(6)上下对应位置设置有左模型腔(3)和右模型腔(4),所述左模型腔(3)与右模型腔(4)拼接固定,所述左模型腔(3)与右模型腔(4)内壁设置有注胶量刻线(5)。
2.根据权利要求1所述的一种可快速换模式新能源高压连接器注胶工装,其特征在于:所述上线束固定夹(7)和下线束固定夹(6)大小形状及结构组成均完全相同。
3.根据权利要求1所述的一种可快速换模式新能源高压连接器注胶工装,其特征在于:所述下线束固定夹(6)包括第一夹板(8)、第二夹板(9)、合页(10)、连接板(11)和锁紧件(12),所述第一夹板(8)一端和第二夹板(9)的一端通过合页(10)铰接,所述第一夹板(8)另一端和第二夹板(9)的另一端均安装有连接板(11),两个所述连接板(11)之间通过锁紧件(12)锁紧。
4.根据权利要求3所述的一种可快速换模式新能源高压连接器注胶工装,其特征在于:所述连接板(11)上开设有通孔,所述锁紧件(12)包括螺杆和螺母,螺杆穿过通孔并与螺母螺纹连接。
5.根据权利要求1所述的一种可快速换模式新能源高压连接器注胶工装,其特征在于:所述左模型腔(3)和右模型腔(4)相互对应的端面上分别设置有插头(14)和插孔(13),所述插头(14)与插孔(13)插接配合。
技术总结
本技术公开了一种可快速换模式新能源高压连接器注胶工装,涉及汽车零部件加工技术领域,包括底板、立柱、左模型腔和右模型腔,所述底板上安装有立柱,所述立柱上安装有上线束固定夹和下线束固定夹,所述底板上与下线束固定夹上下对应位置设置有左模型腔和右模型腔,所述左模型腔与右模型腔拼接固定,所述左模型腔与右模型腔内壁设置有注胶量刻线,解决注胶过程中容易出现的抖动问题,进而有效解决高压连接器尾部注胶质量不佳及注胶效率低下问题,且不仅可以解决注胶效果差、劳动强度高及瓶颈工序问题,与现有全自动注胶设备相比具有较低的成本优势,且结构简单,可快速更换模具,适用各种不同外形的高压连接器。
技术研发人员:罗章恒,陈双,王海波,谢定刚,黄海兵
受保护的技术使用者:湖北正奥比克希汽车电气系统有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!