一种变压吸附罐内吸附剂支撑结构的制作方法
本技术涉及煤化工设备,具体为一种变压吸附罐内吸附剂支撑结构。
背景技术:
1、变压吸附(piessure swing adsorption)气体分离与提纯技术成为大型化工工业的一种生产工艺和独立的装置操作过程。
2、由于变压吸附(psa)气体分离技术是依靠压力的变化来实现吸附与再生的,因而再生速度快、能耗低,属节能型气体分离技术。并且,该工艺过程简单、操作稳定、对于含多种杂质的混合气可将杂质一次脱除得到高纯度产品。因而近三十年来发展非常迅速,已广泛应用于含氢气体中氢气的提纯,混合气体中一氧化碳、二氧化碳、氧气、氮气、氩气和烃类的制取、各种气体的无热干燥等。
3、根据变压吸附技术的特点,变压吸附容器承受着固定周期的交变载荷,属于典型的疲劳设备。吸附塔在使用过程中如果出现问题最终将是疲劳失效破坏,其实质就是容器在交变应力的作用下,位于高应力区受力最大的金属晶粒将会产生滑移,并逐渐发展成细小裂纹,且裂纹不断扩展,最后导致容器泄漏甚至破裂。随着科学技术的迅速发展和与之相适应的压力容器的大型化,高强度钢的广泛使用使设计应力进一步提高;但同时由于高强度钢的使用,使得焊接过程中比较容易产生裂纹等各种缺陷,更增加了疲劳失效的可能性。
4、目前,行业内使用的变压吸附容器,底部的填料支撑为拱桥式形状,支撑受力不均匀;并且只有在支撑结构中间部分有气体分布器,四周更大的面积则不能过气,气体分布不均匀;支撑结构与罐体焊接,抗压力变化强度较差。
技术实现思路
1、本实用新型的目的在于提供一种新型变压吸附罐内吸附剂支撑结构。本实用新型在psa吸附罐底球形封头上方增加了用于支撑吸附剂的椭圆封头,椭圆封头上开筛孔,椭圆封头与罐底球形封头间安装由h型钢和圈板组成的支撑组件,使工业气体分布更均匀,抗压力变化强度更好。
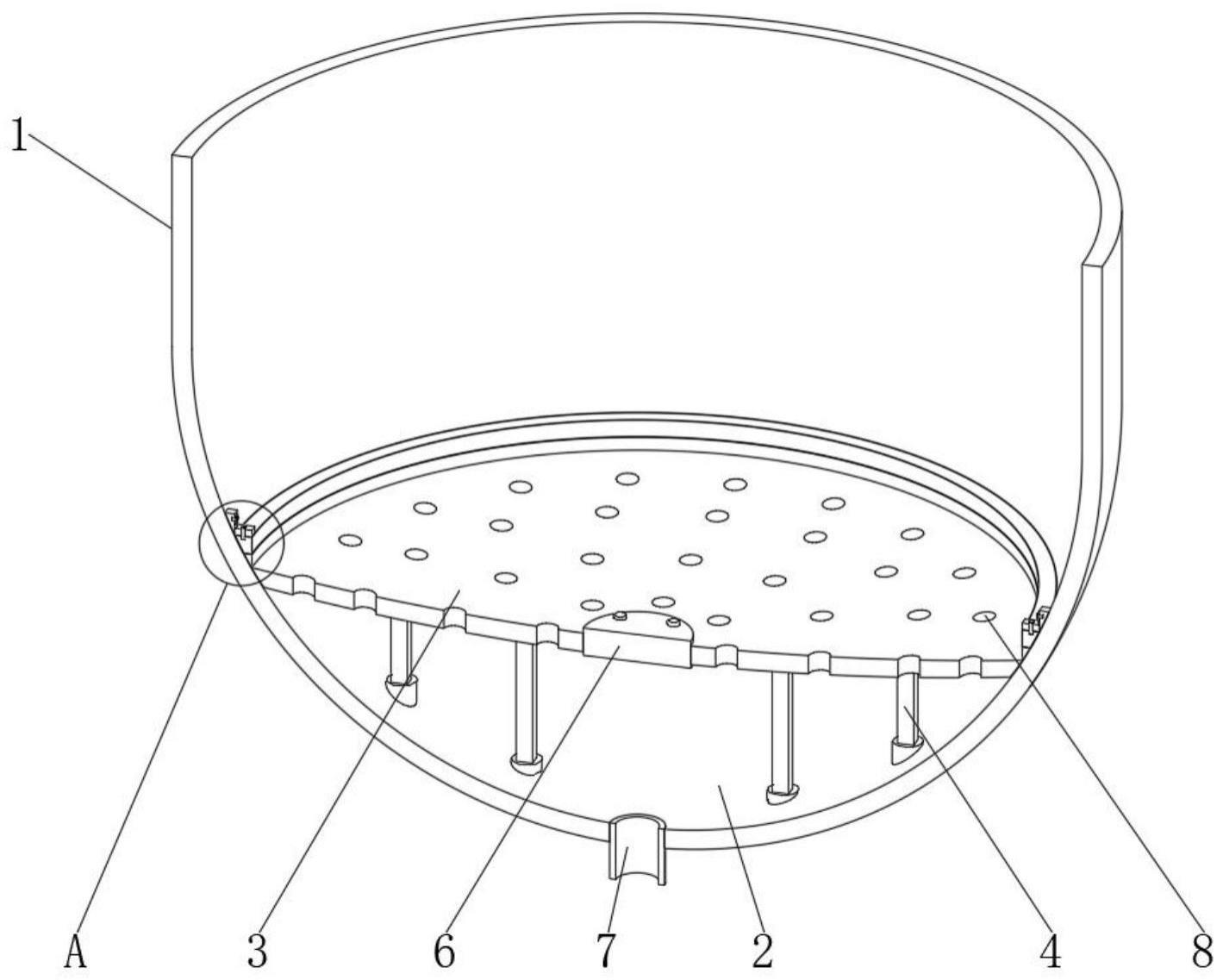
2、为实现上述目的,本实用新型提供如下技术方案:一种变压吸附罐内吸附剂支撑结构,包括罐体、球形封头和椭圆封头,还包括:
3、外圈支撑组件和内圈支撑组件,所述外圈支撑组件和内圈支撑组件的顶部均与椭圆封头固定连接,所述外圈支撑组件和内圈支撑组件的底部均与球形封头固定连接;
4、检修人孔、入口管和筛孔,所述椭圆封头中为吸附剂支撑封头,所述筛孔开设于椭圆封头表面,所述椭圆封头上铺设不锈钢丝网,所述检修人孔设置于椭圆封头表面,所述入口管设置于球形封头表面;
5、密封垫,所述密封垫设置于椭圆封头上方,所述密封垫的表面固定有安装板,所述球形封头的内壁固定有多个固定板,所述安装板的上方设置有多个连接板。
6、优选的,所述筛孔呈环形阵列分布于椭圆封头表面。
7、优选的,所述外圈支撑组件和内圈支撑组件均由h钢加上下支撑圈板组成。
8、优选的,所述椭圆封头、内圈支撑组件和外圈支撑组件通过小电流或锡焊方式焊接到球形封头表面。
9、优选的,所述密封垫为viton氟素橡胶密封垫,所述球形封头与固定板焊接。
10、优选的,所述连接板和安装板通过螺栓可拆卸连接,所述连接板的顶部固定有侧板,所述侧板通过螺栓与固定板可拆卸连接。
11、与现有技术相比,本实用新型的有益效果如下:
12、本实用新型在psa吸附罐底球形封头上方增加了用于支撑吸附剂的椭圆封头,椭圆封头上开筛孔,工艺气体进入psa吸附罐时,经过椭圆封头导流后,气体分布更均匀,无死角;椭圆封头与罐底球形封头间安装由h型钢和圈板组成的支撑组件,可以使全部吸附剂重量由椭圆封头承重后,再通过支撑结构分散到球形封头上,受力均匀;吸附剂支撑组件与罐体不焊接,抗压力变化强度更好。
技术特征:
1.一种变压吸附罐内吸附剂支撑结构,包括罐体(1)、球形封头(2)和椭圆封头(3),其特征在于,还包括:
2.根据权利要求1所述的一种变压吸附罐内吸附剂支撑结构,其特征在于:所述筛孔(8)呈环形阵列分布于椭圆封头(3)表面。
3.根据权利要求1所述的一种变压吸附罐内吸附剂支撑结构,其特征在于:所述外圈支撑组件(4)和内圈支撑组件(5)均由h钢加上下支撑圈板组成。
4.根据权利要求1所述的一种变压吸附罐内吸附剂支撑结构,其特征在于:所述椭圆封头(3)、内圈支撑组件(5)和外圈支撑组件(4)通过小电流或锡焊方式焊接到球形封头(2)表面。
5.根据权利要求1所述的一种变压吸附罐内吸附剂支撑结构,其特征在于:所述密封垫(9)为viton氟素橡胶密封垫,所述球形封头(2)与固定板(13)焊接。
6.根据权利要求1所述的一种变压吸附罐内吸附剂支撑结构,其特征在于:所述连接板(11)和安装板(10)通过螺栓可拆卸连接,所述连接板(11)的顶部固定有侧板(12),所述侧板(12)通过螺栓与固定板(13)可拆卸连接。
技术总结
本技术涉及煤化工设备技术领域,具体涉及一种变压吸附罐内吸附剂支撑结构,包括罐体、球形封头和椭圆封头,还包括:外圈支撑组件和内圈支撑组件,所述外圈支撑组件和内圈支撑组件的顶部均与椭圆封头固定连接,所述外圈支撑组件和内圈支撑组件的底部均与球形封头固定连接;检修人孔、入口管和筛孔,所述椭圆封头中为吸附剂支撑封头,所述筛孔开设于椭圆封头表面,所述椭圆封头上铺设不锈钢丝网,所述检修人孔设置于椭圆封头表面;本技术在PSA吸附罐底球形封头上方增加了用于支撑吸附剂的椭圆封头,椭圆封头上开筛孔,椭圆封头与罐底球形封头间安装由H型钢和圈板组成的支撑组件,使工业气体分布更均匀,抗压力变化强度更好。
技术研发人员:郭金宝,苗杰,许靖,乔文廷,牛能礼,尤小平,张瑞驰,王旭龙,白小林
受保护的技术使用者:哈密恒有能源化工科技有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!