一种金属弯管整体内外表面自动喷涂及检测一体化设备的制作方法
本技术属于管件加工,特别提供了一种金属弯管整体内外表面自动喷涂及检测一体化设备。
背景技术:
1、在金属管件加工过程中,需要对管件内外表面进行喷涂,以增加其使用寿命,避免其在使用过程中产生废屑杂质和锈迹,但是现有的管件内外表面喷涂多为手动喷涂,涂料在喷涂中会发生迸溅,令作业环境较差,对工作人员健康产生一定的影响,也提高了劳动强度,同时手动喷涂也容易令喷涂效果不均匀,影响喷涂的合格率。此外,对于弯管或弯头,由于其弯曲的形状,令喷涂工作更加困难,且由于工作人员无法直观观察到内壁喷涂情况,也更容易出现喷涂不均匀而有漏点的情况,大大影响管件的合格率和使用寿命。因此需要一种能够对弯管或弯头进行自动喷涂且进行漏点检测的自动化设备。
技术实现思路
1、为解决上述问题,本实用新型提供了一种金属弯管整体内外表面自动喷涂及检测一体化设备。
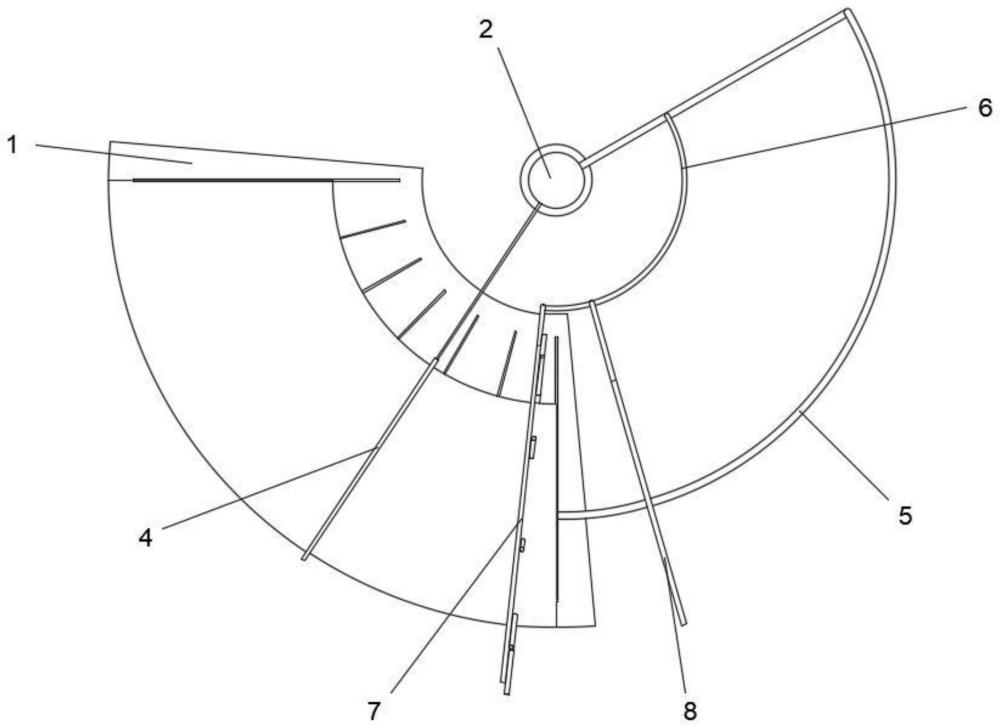
2、为实现上述目的,本实用新型采用的技术方案是:一种金属弯管整体内外表面自动喷涂及检测一体化设备,包括支架结构、齿轮组、支撑立板、感应圈、第一传动杆、喷涂结构和漏点检测结构,所述感应圈与第一传动杆均装配于齿轮组的输出端,且喷涂结构和漏点检测结构装配于第一传动杆的外端。
3、所述支架结构包括弧形板、弧形支撑板和支撑柱,多个所述支撑柱固定安装于弧形板与弧形支撑板之间以及弧形支撑板的下表面,所述弧形板的上表面均匀开设有插槽,多个所述支撑立板移动装配于插槽内。
4、所述齿轮组设置于弧形板的轴心线上,且齿轮组的输入端设置有电机。
5、进一步地,所述支撑立板的下壁装配有液压缸,且液压缸装配于弧形支撑板的下壁。
6、进一步地,所述感应圈的外壁固定安装有感应圈动力杆的一端,且感应圈动力杆的另一端装配于齿轮组的输出端,所述感应圈的外壁固定安装有滚轮支撑杆。
7、进一步地,所述第一传动杆由l形杆和第一弧形杆组成,l形杆由水平杆和竖杆组成,且第一弧形杆的一端一体成型于竖杆的上端,所述水平杆上装配有第二传动杆,且第二传动杆由立杆和第二弧形杆组成,且立杆装配于第一传动杆的水平杆上,所述第二弧形杆的一端一体成型于立杆的上端。
8、进一步地,所述喷涂结构包括内喷涂支架和外喷涂支架,所述内喷涂支架固定安装于第一弧形杆的另一端外壁,所述内喷涂支架的外端固定安装有内喷涂支撑圈,所述内喷涂支撑圈的外壁固定安装有内喷涂喷头安装圈,所述外喷涂支架的外端固定安装于第二弧形杆的另一端外壁,所述外喷涂支架的内端固定安装有外喷涂喷头安装圈,所述外喷涂喷头安装圈的内壁固定安装有外喷涂支撑圈,所述内喷涂喷头安装圈与外喷涂喷头安装圈的侧壁均匀装配有喷头。
9、进一步地,所述漏点检测结构包括内检测支架和外检测支架,所述内检测支架固定安装于第一弧形杆的外壁,所述内检测支架的外壁固定安装有内检测头安装圈,所述外检测支架的外端固定安装于第二弧形杆的外壁,所述外检测支架的内端固定安装有外检测头安装圈,所述内检测头安装圈与外检测头安装圈的侧壁均匀装配有检测头。
10、进一步地,所述支撑立板的上壁开设有v形槽。
11、进一步地,所述感应圈与喷涂结构之间及喷涂结构与漏点检测结构之间的角度不同,且感应圈与喷涂结构之间的角度、喷涂结构与漏点检测结构之间的角度不是相邻支撑立板之间的角度的整倍数。
12、使用本实用新型的有益效果是:
13、1、本实用新型利用支架结构和支撑立板对弯管或弯头进行支撑,利用齿轮组带动感应圈、喷涂结构和漏点检测结构依次通过弯管或弯头,完成对弯管或弯头内外表面的加热、喷涂和漏点检测,实现自动化喷涂和检测工作,节省了人力物力,大大提高了工作效率和喷涂的合格率,保证了弯管及弯头的使用寿命。
14、2、支撑立板可以通过液压缸上下移动,当感应圈、喷涂结构和漏点检测结构移动时时,相应的支撑立板会下移令其通过,且由于感应圈、喷涂结构和漏点检测结构三者之间的角度不同,因此同一时间只会下移一个支撑立板,始终保持对弯管或弯头的支撑。
技术特征:
1.一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:包括支架结构(1)、齿轮组(2)、支撑立板(3)、感应圈(4)、第一传动杆(5)、喷涂结构(7)和漏点检测结构(8),所述感应圈(4)与第一传动杆(5)均装配于齿轮组(2)的输出端,且喷涂结构(7)和漏点检测结构(8)装配于第一传动杆(5)的外端;
2.根据权利要求1中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述支撑立板(3)的下壁装配有液压缸(31),且液压缸(31)装配于弧形支撑板(12)的下壁。
3.根据权利要求1中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述感应圈(4)的外壁固定安装有感应圈动力杆(41)的一端,且感应圈动力杆(41)的另一端装配于齿轮组(2)的输出端,所述感应圈(4)的外壁固定安装有滚轮支撑杆(42)。
4.根据权利要求1中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述第一传动杆(5)由l形杆和第一弧形杆组成,l形杆由水平杆和竖杆组成,且第一弧形杆的一端一体成型于竖杆的上端,所述水平杆上装配有第二传动杆(6),且第二传动杆(6)由立杆和第二弧形杆组成,且立杆装配于第一传动杆(5)的水平杆上,所述第二弧形杆的一端一体成型于立杆的上端。
5.根据权利要求4中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述喷涂结构(7)包括内喷涂支架(71)和外喷涂支架(76),所述内喷涂支架(71)固定安装于第一弧形杆的另一端外壁,所述内喷涂支架(71)的外端固定安装有内喷涂支撑圈(72),所述内喷涂支撑圈(72)的外壁固定安装有内喷涂喷头安装圈(73),所述外喷涂支架(76)的外端固定安装于第二弧形杆的另一端外壁,所述外喷涂支架(76)的内端固定安装有外喷涂喷头安装圈(75),所述外喷涂喷头安装圈(75)的内壁固定安装有外喷涂支撑圈(74),所述内喷涂喷头安装圈(73)与外喷涂喷头安装圈(75)的侧壁均匀装配有喷头(77)。
6.根据权利要求4中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述漏点检测结构(8)包括内检测支架(81)和外检测支架(84),所述内检测支架(81)固定安装于第一弧形杆的外壁,所述内检测支架(81)的外壁固定安装有内检测头安装圈(82),所述外检测支架(84)的外端固定安装于第二弧形杆的外壁,所述外检测支架(84)的内端固定安装有外检测头安装圈(83),所述内检测头安装圈(82)与外检测头安装圈(83)的侧壁均匀装配有检测头(85)。
7.根据权利要求1中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述支撑立板(3)的上壁开设有v形槽。
8.根据权利要求1中所述的一种金属弯管整体内外表面自动喷涂及检测一体化设备,其特征在于:所述感应圈(4)与喷涂结构(7)之间及喷涂结构(7)与漏点检测结构(8)之间的角度不同,且感应圈(4)与喷涂结构(7)之间的角度、喷涂结构(7)与漏点检测结构(8)之间的角度不是相邻支撑立板(3)之间的角度的整倍数。
技术总结
本技术公开了一种金属弯管整体内外表面自动喷涂及检测一体化设备,包括支架结构、齿轮组、支撑立板、感应圈、第一传动杆、喷涂结构和漏点检测结构,感应圈与第一传动杆均装配于齿轮组的输出端,且喷涂结构和漏点检测结构装配于第一传动杆的外端,本技术利用支架结构和支撑立板对弯管或弯头进行支撑,利用齿轮组带动感应圈、喷涂结构和漏点检测结构依次通过弯管或弯头,完成对弯管或弯头内外表面的加热、喷涂和漏点检测,实现自动化喷涂和检测工作,节省了人力物力,大大提高了工作效率和喷涂的合格率,保证了弯管及弯头的使用寿命。
技术研发人员:侯志勇,张双利,牟森,卢汪峰,郭宏,尹航,张丽丽
受保护的技术使用者:营口辽河管件有限公司
技术研发日:20230815
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!