基于非线性鲁棒自适应的固废制砂破碎机料位控制方法与流程
本发明属于固废制砂破碎机控制,具体涉及一种基于非线性鲁棒自适应的固废制砂破碎机料位控制方法。
背景技术:
1、破碎过程是固废制砂的重要环节,实现破碎过程自动控制的首要任务就是对破碎机的机腔料位进行有效地控制。如果料位过高,容易堵塞破碎机,不易达到破碎砂石的粒度要求;当料位过低时,则对破碎效率产生影响,进而影响砂石的产量。因此实现破碎机的机腔料位高精度控制可显著提高破碎机的破碎能力及整体运行效率,使得破碎机始终工作在最佳状态,降低生产成本。
2、然而破碎过程具有非线性、不确定性和时滞性等过程特性。传统对机腔料位的控制一般采用pid控制方式,其控制结构简单,但其对系统不确定性、干扰等鲁棒性较差,难以满足破碎过程控制要求。反馈线性化控制方法假设系统模型精确已知,通过在控制器中对非线性函数进行精确补偿以使误差动态线性化,理论上可以获得完美的渐近跟踪性能,但是实际系统的模型是不可能精确已知的,总会存在建模不确定性,因此会恶化理论分析获得的跟踪性能;自适应控制方法对于处理参数不确定性问题是非常行之有效的方法,然而其只能在系统不存在不确定非线性的情况下实现渐近跟踪控制。经典滑模控制可以有效地处理任何有界的建模不确定性,并获得渐近跟踪的稳态性能。但是经典滑模控制所设计的不连续的控制器容易引起滑模面的颤振问题,从而恶化系统的跟踪性能。
3、为了克服传统控制方法的不足,亟需提供一种连续的非线性鲁棒控制方法和自适应控制方法,以显著提高系统的控制性能。
技术实现思路
1、针对上述现有技术存在的问题,本发明提供一种基于非线性鲁棒自适应的固废制砂破碎机料位控制方法,该方法鲁棒性强、跟踪性能高,可以有效抑制系统不确定性,可显著提高系统的控制性能,能自动化地实现对破碎机料位的精准控制,对于固废制砂破碎过程实现自动化控制具有非常重要的经济和实用价值。
2、为了实现上述目的,本发明提供一种基于非线性鲁棒自适应的固废制砂破碎机料位控制方法,采用一种固废制砂破碎机料位控制系统,所述固废制砂破碎机料位控制系统包括储料仓、刮板运输机、破碎机和控制器,所述储料仓的出料端设置在刮板运输机进料端的上方,所述破碎机的进料端设置在刮板运输机出料端的下方,所述控制器分别与储料仓、刮板运输机和破碎机连接;具体包括以下步骤;
3、步骤一:建立固废制砂破碎机破碎过程的数学模型;
4、s11:基于质量流量守恒定理,利用公式(1)表征储料仓输出物料流量和刮板运输机输出物料流量之间的关系,利用公式(2)表征刮板运输机运输物料的流量,利用公式(3)表征刮板运输机输出物料流量和破碎机输入物料流量之间的关系;
5、qc(t)=qb(t-τ) (1);
6、qb(t-τ)=a1ρ1v(t-τ) (2);
7、qi(t)=qb(t-τ) (3);
8、式中,qc(t)为流出储料仓的流量,qb(t)为流出刮板运输机的流量,τ为滞后时间,a1为刮板运输机在物料流方向上的物块的横截面积,ρ1为刮板运输机上物块分布密度,v为刮板运输机的运行速度,di(t)为流进破碎机的流量;
9、s12:针对破碎机破碎过程,由机腔内的物料平衡关系,根据公式(4)建立破碎机的动态数学模型;
10、
11、式中,qo(t)为流出破碎机的流量,qo(t)=αh(t),其中,α为破碎系数,a2为破碎机在物料流垂直方向的横截面积,ρ2为破碎机内物块分布的物料密度,h(t)为破碎腔物料高度;
12、步骤二:建立固废制砂破碎机破碎过程的动力学模型;
13、s21:将公式(3)和公式(4)进行结合得到公式(5);
14、
15、式中,a2为破碎机在物料流垂直方向的横截面积,ρ2为破碎机内物块分布的物料密度,h(t)为破碎腔物料高度,qo(t)为流出破碎机的流量;
16、s22:将公式(2)和公式(5)进行结合得到公式(6);
17、
18、s23:对公式(6)进行拉氏变换得到公式(7);
19、(a2ρ2s+α)h(s)=a1ρ1v(s)e-τs (7);
20、s24:根据公式(7)得到破碎过程的传递函数,如公式(8)所示;
21、
22、式中,k是由破碎过程的机械结构决定的常数,k=a1ρ1/α,t是由破碎过程的过程结构决定的常数,t=a2ρ2/α;
23、s25:定义状态变量x=h(t),利用公式(9)中的状态空间方程表征固废制砂破碎机破碎过程动力学模型;
24、
25、式中:g=k/t,u(t)=v(t),f(x)=x/t,d(t)=g(u(t-τ)-u(t));
26、步骤三:建立基于非线性鲁棒自适应的固废制砂破碎机料位控制模型;
27、s31:利用公式(10)定义破碎机料位跟踪误差z;
28、z=x-xd (10);
29、式中:z表示破碎机料位跟踪误差;
30、s32:对公式(10)求导并结合公式(9)得到公式(11);
31、
32、式中,θ为参数;
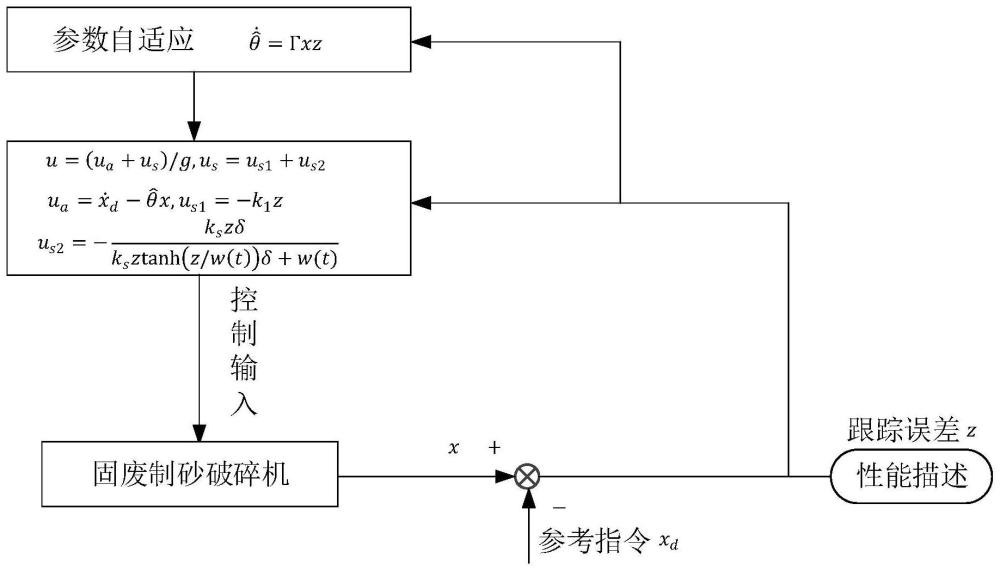
33、s33:利用公式(12)表征系统的控制输入u,利用公式(13)表征鲁棒控制项us,利用公式(14)表征基于模型的补偿项ua,利用公式(15)表征线性鲁棒控制项us1,利用公式(16)表征非线性鲁棒控制项us2;
34、u=(ua+us)/g(12);
35、us=us1+us2(13);
36、
37、us1=-k1z(15);
38、
39、式中,k1、ks均为控制增益,且均为正数;w(t)>0为可选函数,满足
40、
41、s34:将公式(12)、公式(13)、公式(14)、公式(15)和公式(16)代入公式(11)得到公式(17);
42、
43、步骤四:运用李雅普诺夫稳定性理论进行基于非线性鲁棒自适应的固废制砂破碎机料位控制方法稳定性分析,得到系统全局渐近稳定的结果;
44、s41:基于李雅普诺夫稳定性证明过程,根据公式(18)得到参数不确定性θ的在线自适应律;
45、
46、式中,γ为自适应调节增益,γ>0;
47、s42:利用公式(19)定义李雅普诺夫函数;
48、
49、s43:对公式(19)求导并结合公式(17)和公式(18)得到公式(20);
50、
51、s44:将公式(18)代入公式(20)得到公式(21);
52、
53、s45:将公式(16)代入公式(21),并运用公式(22)和公式(23)中的不等式性质得到公式(24);
54、0≤xtanh(x/a)≤x,x∈r,a>0 (22);
55、b/(b+c)≤1,b≥0,c>0或b>0,c≥0 (23);
56、
57、
58、
59、s46:对公式(24)两边积分得到公式(25);
60、
61、s47:由公式(25)得到公式(26);
62、
63、s48:公式(26)确定,采用控制输入u,系统能获得全局渐近稳定,将公式(12)、公式(13)、公式(14)和公式(15)作为控制器的控制输入,调节控制增益参数k1、kr、γ使得系统的输出h=x渐近于参数料位信号hd(t)=xd(t),实现对破碎机料位的稳定控制。
64、作为一种优选,所述控制器为plc控制器。
65、本发明巧妙融合一种连续的非线性鲁棒控制方法和自适应控制方法,将其应用于固废制砂破碎机料位控制,与现有技术相比,其具有如下优点:(1)采用自适应控制处理破碎机破碎过程中的参数不确定性,可获得良好的控制性能;(2)采用非线性鲁棒控制处理系统的不确定非线性,具有良好的鲁棒性,可实现渐近跟踪控制。
66、该控制方法鲁棒性强,跟踪性能高,可以有效抑制系统不确定性,可显著提高系统的控制性能,能自动化地实现对破碎机料位的精准控制,对于固废制砂破碎过程实现自动化控制具有非常重要的经济和实用价值。
- 还没有人留言评论。精彩留言会获得点赞!