一种电缆护套涂胶用热熔胶涂敷装置的制作方法
本发明涉及一种电缆护套涂胶用热熔胶涂敷装置,属于电缆设备领域。
背景技术:
1、目前高压电缆的防腐蚀一般采用沥青涂覆工艺。采用沥青涂覆方式缺陷在于:(1)在实际生产中皱纹铝套涂覆时,沥青温度过低而引起的沥青结块、沥青漏涂等现象(2)沥青为易燃材料,在加温过高时易出现着火等问题,影响电缆阻燃性能。(3)沥青及其烟气对皮肤粘膜具有刺激性,有光毒危害和致癌风险。对生产、施工现场环境污染较大。(4)稳定性差,冬易脆裂,夏易软化。
2、相对于沥青涂覆,pur热熔胶、eva热熔胶作为高压电缆的防腐蚀涂层具有较多的优点,比如:(1)能力稳定,不易受环境变化的影响,粘接强度更优秀,且可反复熔化粘接。(2)固化速度快,有加热则熔,冷却则粘的特性,便于连续化高速作业。(3)热熔胶更安全环保,对施工、生产现场环境有一定的提升。(4)在耐热性、耐溶性、耐水性、耐低温性方面有显著提高;(5)热熔胶的涂覆厚度更均匀,操作工艺简单,可根据实际需求情况进行角度、流量调整。
3、但是,由于pur热熔胶、eva热熔胶的涂胶工艺不同,在铝护套表面涂胶时,容易出现热熔胶与铝护套粘连紧密程度低、喷出来的胶容易丝化不宜与铝护套紧密的粘连、铝护套表面喷涂均匀度不理想、热熔胶喷涂太厚等问题,影响了生产质量。
技术实现思路
1、本发明提供一种电缆护套涂胶用热熔胶涂敷装置,提高热熔胶涂敷质量。
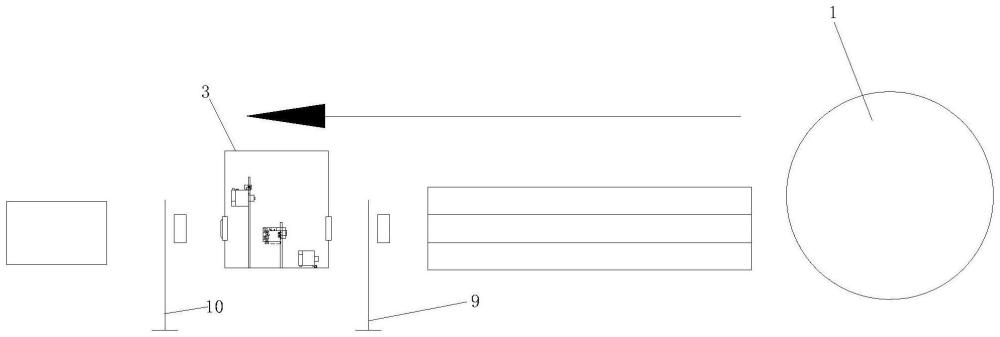
2、本发明采取的技术方案是一种电缆护套涂胶用热熔胶涂敷装置,包括卷绕有铝护套的放线架、加热装置、喷涂装置和冷却装置;放线架上的铝护套放线后经过加热装置、喷涂装置和冷却装置,
3、所述喷涂装置包括喷涂箱体,喷涂箱体具有进口和出口,铝护套由进口进入喷涂箱体并经过出口离开喷涂箱体;
4、所述喷涂箱体内具有若干喷胶头,喷胶头围绕铝护套在喷涂箱体内的行进方向设置;
5、喷涂箱体被设置于加热装置和冷却装置之间;加热装置位于喷涂装置的进口端,冷却装置位于喷涂装置的出口端。
6、优化的,上述电缆护套涂胶用热熔胶涂敷装置,喷胶头为四个;四个喷胶头分别为两个侧部喷胶头、一个上部喷胶头和一个下部喷胶头;
7、两个侧部喷胶头的喷头分别朝向铝护套在喷涂箱体内的行进方向的两侧:
8、上部喷胶头的喷头朝向铝护套在喷涂箱体内的行进方向的下方;
9、下部喷胶头的喷头朝向铝护套在喷涂箱体内的行进方向的上方。
10、优化的,上述电缆护套涂胶用热熔胶涂敷装置,喷涂箱体内部两侧分别具有条形的侧部喷头支架,侧部喷胶头沿侧部喷头支架移动后固定;
11、所述喷涂箱体内顶部具有条形的上部喷头支架,上部喷胶头沿上部喷头支架移动后固定;
12、所述喷涂箱体内底部具有条形的下部喷头支架,下部喷胶头沿下部喷头支架移动后固定。
13、优化的,上述电缆护套涂胶用热熔胶涂敷装置,喷涂箱体的出口为圆形孔,喷涂箱体的出口处包裹有一层涂敷薄膜;
14、涂胶后的铝护套经过喷涂箱体的出口处时,涂敷薄膜刮擦铝护套表面的热熔胶并抹平热熔胶;
15、经过涂敷薄膜刮擦的刮擦后,铝护套表面涂敷厚度为0.1mm~0.3mm。
16、优化的,上述电缆护套涂胶用热熔胶涂敷装置,加热装置包括环形的隔热层,隔热层的环形内具有环形的加热瓦;
17、铝护套穿过加热瓦的环形内部时,加热瓦的加热面贴合铝护套表面。
18、优化的,上述电缆护套涂胶用热熔胶涂敷装置,加热装置还包括底座和伸缩杆;
19、所述伸缩杆的下端连接底座且上端连接隔热层。
20、优化的,上述电缆护套涂胶用热熔胶涂敷装置,加热装置的加热温度为200-250℃;铝护套通过加热装置后,表面温度大于等于70℃且小于等于90℃;
21、喷涂箱体具有恒定加温装置,喷涂箱体内的温度大于等于50℃且小于等于90℃。
22、优化的,上述电缆护套涂胶用热熔胶涂敷装置,冷却装置包括环形的支架和若干冷却风枪;
23、冷却风枪安装于支架的环形内部,冷却风枪沿支架的环形均匀间隔分布;
24、铝护套穿过支架的环形内部时,冷却风枪的出风口朝向铝护套表面。
25、优化的,上述电缆护套涂胶用热熔胶涂敷装置,冷却装置的冷却温度为30-40℃;铝护套通过冷却装置后,表面涂敷的热熔胶处于半固状态。
26、本申请的优点在于:热熔胶喷涂铝护套表面后均匀与护套粘连紧密,可减少护套与铝护套之间的滑动,防止护套出现错位现象。对喷头进行优化设计,使热熔胶涂敷更加轻薄、均匀,可达0.1mm-0.3mm。
技术特征:
1.一种电缆护套涂胶用热熔胶涂敷装置,包括卷绕有铝护套的放线架(1)、加热装置(9)、喷涂装置和冷却装置(10);放线架(1)上的铝护套放线后经过加热装置(9)、喷涂装置和冷却装置(10),其特征在于:
2.根据权利要求1所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:喷胶头(4)为四个;四个喷胶头(4)分别为两个侧部喷胶头、一个上部喷胶头和一个下部喷胶头;
3.根据权利要求1所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:
4.根据权利要求1所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:所述喷涂箱体(3)的出口为圆形孔,喷涂箱体(3)的出口处包裹有一层涂敷薄膜(301);
5.根据权利要求1所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:所述加热装置(9)包括环形的隔热层(7),隔热层(7)的环形内具有环形的加热瓦(6);
6.根据权利要求5所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:所述加热装置(9)还包括底座(501)和伸缩杆(502);
7.根据权利要求1所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:所述加热装置(9)的加热温度为200-250℃;铝护套通过加热装置(9)后,表面温度大于等于70℃且小于等于90℃;
8.根据权利要求1所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:
9.根据权利要求8所述的电缆护套涂胶用热熔胶涂敷装置,其特征在于:冷却装置(10)的冷却温度为30-40℃;铝护套通过冷却装置(10)后,表面涂敷的热熔胶处于半固状态。
技术总结
本申请公开了一种电缆护套涂胶用热熔胶涂敷装置,属于电缆设备领域,解决了现有技术中热熔胶与铝护套粘连紧密程度低、喷出来的胶容易丝化不宜与铝护套紧密的粘连、铝护套表面喷涂均匀度不理想、热熔胶喷涂太厚等问题。本申请中,喷涂箱体具有进口和出口,铝护套由进口进入喷涂箱体并经过出口离开喷涂箱体;喷涂箱体内具有若干喷胶头,喷胶头围绕铝护套在喷涂箱体内的行进方向设置;加热装置位于喷涂装置的进口端前,冷却装置位于喷涂装置的出口端后。本发明的电缆护套涂胶用热熔胶涂敷装置,可以有效提高热熔胶涂敷质量。
技术研发人员:张志焕,张生,段永正,张洋,张涛,朱健,张延华,丁晓,曲龙龙,王坤
受保护的技术使用者:青岛汉缆股份有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!