一种轮胎电子气门嘴合格控制装置的制作方法
1.本实用新型涉及智能控制技术领域,特别涉及一种轮胎电子气门嘴合格控制装置。
背景技术:
2.现在越来越多的汽车轮胎选择安装带有tpms(tire pressure monitoring system)胎压监测系统的电子气门嘴,tpms电子气门嘴可以实现在行驶过程中监控轮胎胎压值,不同车型的轮胎需要装配不同品牌的电子气门嘴,同时每个电子气门嘴均含有专属的id信息、气压值、信号发射频率、气门嘴电池余量等信息,并必须将上述信息打包到所属轮胎的数据包里,并发送给汽车装配厂。现有技术中,轮胎装配厂均使用手持式读取工具,并将读取的数据记录下来,不仅导致生产线的传输效率低,而且由于手工记录数据较容易出现错误,致使轮胎运输到汽车装配厂上线以后读取的数据和实际上传的数据不一致,轮胎无法装配,需返工返修,极大地浪费人力物力,严重影响整车的装配及发货时间,大大提高了生产制造成本。
技术实现要素:
3.本实用新型的目的在于克服上述不足,提供一种轮胎电子气门嘴合格控制装置,在服务器工作站的智能控制下,通过plc控制装置及传送带控制装置的精准控制,使得tpms检测天线快速且准确无误地获取电子气门嘴信息:如连续重复三次均未获取信息,或获取信息与服务器工作站储存的信息不匹配,则证明电子气门嘴属于不合格产品,传输带将该产品传输到人工工位进行处理;如tpms检测天线能获取信息,且信息与服务器工作站储存的信息相匹配,则证明电子气门嘴属于合格产品,同时通过状态提示装置分别对合格产品及不合格产品进行不同提醒,进一步确保了对轮胎电子气门嘴的合格控制,该装置不仅加快了生产节奏,降低了生产成本,而且将每个轮胎对应的电子气门嘴数据上传到服务器,方便追溯和查阅。
4.本实用新型提供的具体技术方案如下:
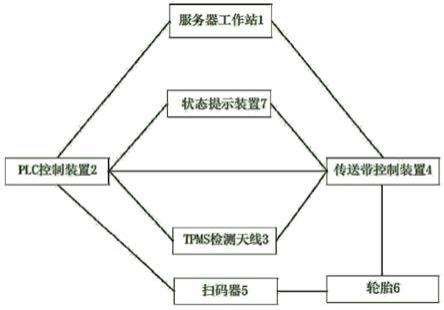
5.一种轮胎电子气门嘴合格控制装置,包括轮胎装配生产线及安装有电子气门嘴的轮胎,所述轮胎装配生产线上设有传送带控制装置、用于扫描所述轮胎上的条形码的扫码器、用于检测电子气门嘴的tpms检测天线及显示检测结果的状态提示装置,所述传送带控制装置、所述tpms检测天线均与plc控制装置相连,还包括智能控制整个装置的服务器工作站。
6.优选地,所述服务器工作站包括用于储存及处理轮胎信息的储存器、处理器以及用于通信连接的通信模块。
7.优选地,所述电子气门嘴内设有用于发射信号的发射装置,及用于储存信息的储存模块。
8.优选地,所述plc控制装置包括用于控制所述传送带控制装置、所述tpms检测天线
执行动作的控制器,及用于通信连接的通信模块。
9.优选地,所述状态提示装置包括状态指示灯及蜂鸣器;所述状态指示灯显示三种状态的颜色为:黄色、红色、绿色;当所述tpms检测天线开始读取轮胎的电子气门嘴信息时,状态指示灯显示为黄色;当所述tpms检测天线在规定时间内未读取轮胎的电子气门嘴信息,或读取的电子气门嘴信息与相应的轮胎的信息不匹配时,所述状态指示灯显示为红色,同时所述蜂鸣器响起;当tpms检测天线在规定时间内成功读取轮胎的电子气门嘴信息时,且读取的电子气门嘴信息与相应的轮胎的信息匹配时,状态指示灯显示为绿色。
10.优选地,当所述tpms检测天线读取轮胎上的电子气门嘴信息连续3次均未成功时,所述tpms检测天线发送信号至所述传送带控制装置,所述传送带控制装置设有的控制模块控制传送带将所述轮胎带入到人工操作台。
11.优选地,所述tpms检测天线将读取的电子气门嘴信息经所述传送带控制装置发送至所述储存器,由所述处理器将轮胎信息及匹配的电子气门嘴信息合并成完整的所述轮胎信息数据包。
12.优选地,所述电子气门嘴信息包括id信息、气压值、信号发射频率及电子气门嘴电池余量。
13.优选地,所述服务器工作站与所述plc控制装置及所述传送带控制装置通过工业以太网及profibus通讯协议相连接;所述plc控制装置与所述tpms检测天线、所述传送带控制装置、所述扫码器均通过工业以太网及profibus通讯协议相连接,所述plc控制装置与所述状态提示装置通过i/o接口相连接。
14.优选地,还包括提供电能的供电系统。
15.有益效果:
16.本实用新型提供一种轮胎电子气门嘴合格控制装置,在服务器工作站的智能控制下,通过plc控制装置及传送带控制装置的精准控制,使得tpms检测天线快速且准确无误地获取电子气门嘴信息,且通过状态提示装置分别对合格产品及不合格产品进行不同提醒,进一步确保了对轮胎电子气门嘴的合格控制,该装置不仅加快了生产节奏,降低了生产成本,而且将每个轮胎对应的电子气门嘴数据上传到服务器,方便追溯和查阅。
附图说明
17.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
18.图1是本方案轮胎电子气门嘴合格控制装置示意图;
19.图2是服务器结构示意图;
20.图3是轮胎结构示意图;
21.图4是传送带控制装置结构示意图;
22.图5是扫码器结构示意图;
23.图6是plc控制装置结构示意图;
24.图7是tpms装置结构示意图;
25.图8是状态提示装置结构示意图。
26.其中:1
‑
服务器工作站;11
‑
存储器;12
‑
处理器;13
‑
第一通信模块;
[0027]2‑
plc控制装置;21
‑
控制器;22
‑
第二通信模块;
[0028]3‑
tmps检测天线;31
‑
读取模块;32
‑
第三通信模块;
[0029]4‑
传送带控制装置;41
‑
控制模块;42
‑
触发器;43
‑
第四通信模块;
[0030]5‑
扫码器;51
‑
第五通信模块;
[0031]6‑
轮胎;61
‑
条形码;62
‑
电子气门嘴;621
‑
发射装置;622
‑
存储模块;623
‑
电池模块;
[0032]7‑
状态提示装置;71
‑
状态指示灯;72
‑
蜂鸣器。
具体实施方式
[0033]
如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。说明书后续描述为实施本技术的较佳实施方式,然所述描述乃以说明本技术的一般原则为目的,并非用以限定本技术的范围。本技术的保护范围当视所附权利要求所界定者为准。
[0034]
如图1
‑
图8:
[0035]
本实用新型实施例:
[0036]
一种轮胎电子气门嘴合格控制装置,包括轮胎装配生产线及安装有电子气门嘴63的轮胎6,所述轮胎装配生产线上设有传送带控制装置4、用于扫描所述轮胎6上的条形码61的扫码器5、用于检测电子气门嘴63的tpms检测天线3及显示检测结果的状态提示装置7,所述传送带控制装置4、所述tpms检测天线3均与plc控制装置2相连,还包括智能控制整个装置的服务器工作站1。
[0037]
优选地,所述服务器工作站1包括储存器11、处理器12及第一通信模块13。储存器11用于储存轮胎6的综合信息及电子气门嘴62信息,以及轮胎电子气门嘴合格控制程序;处理器12用于比对轮胎6的信息及安装的电子气门嘴62信息是否匹配、将比对相匹配的轮胎6的信息及电子气门嘴62信息处理成数据包,第一通信模块13用于接收信息及发送指令。
[0038]
优选地,所述电子气门嘴62内设有用于发射信号的发射装置621、用于储存信息的储存模块622及供应电能的电池模块623;所述电子气门嘴62信息包括id信息、气压值、信号发射频率及电子气门嘴电池余量。
[0039]
优选地,所述plc控制装置2包括用于控制所述传送带控制装置4、所述tpms检测天线3、所述状态提示装置7执行动作的控制器21,及与所述tpms检测天线3、扫码器5、服务器工作站1、传送带控制装置4通信连接的第二通信模块22。
[0040]
优选地,所述状态提示装置7包括状态指示灯71及蜂鸣器72;所述状态指示灯显示三种状态的颜色为:黄色、红色、绿色;当tpms检测天线3开始读取轮胎6的电子气门嘴62信息时,状态指示灯71显示为黄色;当tpms检测天线3在规定时间内未读取轮胎6的电子气门嘴62信息,或读取的电子气门嘴62信息与相应的轮胎6的信息不匹配时,状态指示灯71显示为红色,同时蜂鸣器72响起,电子气门嘴62为不合格产品;当tpms检测天线3在规定时间内成功读取轮胎6的电子气门嘴62信息,且读取的电子气门嘴62信息与相应的轮胎6的信息匹
配时,电子气门嘴62为合格产品,状态指示灯71显示为绿色。
[0041]
优选地,所述tmps检测天线3包括用于读取所述电子气门嘴62的发射装置621发射信号的读取模块31,和用于将读取的信息发送给所述传送带控制装置4的第三通信模块32;
[0042]
当所述tpms检测天线3经过三次读取轮胎6上的电子气门嘴62信息不成功时,所述tpms检测天线3发送信号至所述传送带控制装置4的第四通信模块43,所述传送带控制装置4设有的控制模块41控制传送带将所述轮胎6带入到人工操作台。
[0043]
优选地,所述tpms检测天线3将读取的电子气门嘴62信息经所述传送带控制装置4发送至所述储存器11,由所述处理器12将轮胎6信息及匹配的电子气门嘴信息62合并成完整的所述轮胎信息数据包。
[0044]
优选地,所述传送带控制装置4包括控制模块41、用于感应所述轮胎6到达所述tpms检测天线3下方检测位置的触发器42,及用于传输信息的第四通信模块43;
[0045]
优选地,所述服务器工作站1与所述plc控制装置2及所述传送带控制装置4通过工业以太网及profibus通讯协议相连接;所述plc控制装置2与所述tpms检测天线3、所述传送带控制装置4、所述扫码器5均通过工业以太网及profibus通讯协议相连接,所述plc控制装置2与所述状态提示装置7通过i/o接口相连接。
[0046]
优选地,还包括提供电能的供电系统。
[0047]
具体工作过程:
[0048]
先将轮胎6的综合信息传送带控制程序存入服务器工作站1的储存器11内。
[0049]
plc控制装置2向传送带控制装置4发送启动指令,所述传送带控制装置4的控制模块41控制传送带将轮胎6输送,当轮胎6经过扫码器5的位置时,扫码器5扫描轮胎6上的条形码,并将信息通过第五通信模块51发送并储存在plc控制装置2内;传送带带动轮胎6继续前行,当到达tmps检测工位时,触动触发器42,控制模块41通过第四通信模块43向tmps检测天线3发送轮胎6就位信号,所述tmps检测天线3的读取模块31开始向正下方的电子气门嘴62读取由发射装置621发出的信息,所述tpms检测天线3开始读取电子气门嘴62的信息,状态指示灯71显示为黄色;当所述tpms检测天线3读取电子气门嘴62信息连续3次均未成功时,或读取的电子气门嘴62信息与储存在服务器工作站1内相应的轮胎6储存的信息不匹配时,电子气门嘴62为不合格产品,状态指示灯71显示为红色,同时蜂鸣器72响起,同时,所述tpms检测天线3的第三通信模块32发送信号至所述传送带控制装置4的第四通信模块43,所述传送带控制装置4设有的控制模块41控制传送带将所述轮胎6带入到人工操作台,由人工处理;
[0050]
当所述tpms检测天线3读取电子气门嘴62信息读取成功时,且读取的电子气门嘴62信息与储存在服务器工作站1内相应的轮胎6储存的信息相匹配时,电子气门嘴62为合格产品,状态指示灯71显示为绿色,tpms检测天线3将读取的电子气门嘴62的id、胎压、气温、电池等信息通过第三通信模块32发送给传送带控制装置4,传送带控制装置4再通过第四通信模块43将这些数据发送到服务器工作站1中,所述服务器工作站1的处理器12将存有的轮胎6的轮胎6的综合信息与收到的信息打包成该轮胎的数据包,以备传输至汽车装配厂,轮胎6传送至下一个工位。
[0051]
有益效果:
[0052]
本实用新型提供一种轮胎电子气门嘴合格控制装置,在服务器工作站的智能控制
下,通过plc控制装置及传送带控制装置的精准控制,使得tpms检测天线快速且准确无误地获取电子气门嘴信息,且通过状态提示装置分别对合格产品及不合格产品进行不同提醒,进一步确保了对轮胎电子气门嘴的合格控制,该装置不仅加快了生产节奏,降低了生产成本,而且将每个轮胎对应的电子气门嘴数据上传到服务器,方便追溯和查阅。
[0053]
上述说明示出并描述了本技术的若干优选实施例,但如前所述,应当理解本技术并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本技术的精神和范围,则都应在本技术所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1