一种基于位置跟踪分拣装置的制作方法
1.本实用新型涉及物流运输技术领域,特别是涉及一种基于位置跟踪分拣装置。
背景技术:
2.近年来,随着电商、快递行业的突飞猛进,作为物流系统核心装备之一的自动输送分拣设备市场需求大幅上升,极大地提高了物料分拣效率和准确性。一般说来,自动分拣输送系统由以下几个部分组成:物料检测传感器(通常为光电开关)、分流执行机构(摆轮、摆臂、移载机等)、控制器(plc、mcu)、报警指示灯、安全器件(急停按钮、急停拉绳等);有些系统还包含有视频监控系统。通常,物料在运行至相应的分拣支线道口时,控制器根据物料检测传感器信号的变化,判断物料已到达该支线道口,执行机构动作,将物料分拣至支线道口内。
3.但是,在现在的自动分拣输送系统中,一般都是采用物料检测传感器信号来标定物料到达道口,当有些系统要设置十几、甚至几十个道口时,采用该种方式将会造成施工复杂、易出错的问题,且在设备运行过程中,如物料检测传感器本身误动作、或有上游执行机构发生异常导致物料未被分拣至上游道口内时,依旧留在主线上的物料会影响下游任务发生信息错乱,从而导致物料分拣错误的问题。
技术实现要素:
4.本实用新型的目的是提供一种基于位置跟踪分拣装置,以避免物料检测传感器本身误动作、或有上游执行机构发生异常导致物料未被分拣至上游道口内时,依旧留在主线上的物料会影响下游任务发生信息错乱,从而导致物料分拣错误的问题。
5.为实现上述目的,本实用新型提供了一种基于位置跟踪分拣装置,所述装置包括
6.编码器,连接于带动主线运动的输送机尾端的从动轴上,用于记录主线上运输的物料位置;
7.至少两组物料检测传感器,均设于主线入口,按主线运输方向分别记为物料检测传感器a和物料检测传感器b,且所述物料检测传感器a和所述物料检测传感器b之间的间距小于预设距离;所述两组物料检测传感器用于协助所述编码器确定物料的位置;
8.执行机构,设于支线与主线的交叉道口处,当物料运输至所述交叉道口时所述执行机构带动所述物料至分拣支线。
9.可选的,所述编码器固定于柔性支架上,所述编码器通过联轴器与所述从动轴连接;所述编码器为增量型编码器。
10.可选的,所述物料检测传感器a和物料检测传感器b均为一对对射式光电传感器。
11.可选的,所述预设距离为140
‑
160mm。
12.可选的,所述执行机构为拨杆或摆动轮组。
13.根据本实用新型提供的具体实施例,本实用新型公开了以下技术效果:本实用新型提供的基于位置跟踪分拣装置仅在主线入口出设置两组物料检测传感器,并在主线的输
送机尾端的从动轴上设置编码器,通过物料检测传感器的触发和编码器数据记录每一主线上待分拣物料的实时位置,而且主线上的任何位置都可以通过编码器进行记录,因此本实用新型的技术方案无需在分拣道口安装物料检测传感器,克服了现有技术中由于物料检测传感器受现场环境污染等情况导致的误动作,或执行机构异常导致的物料与信息错乱的问题。
14.并且本实用新型在主线入口处增设的双物料检测传感器可以有效识别物料,如有误动作发生,也可及时检测并报警;还可以通过双物料检测传感器对待分拣物料的大小进行识别,从而实现根据不同物料大小,及时驱动执行机构进行动作,使物料在主线上间距可以更近,增加了主线物料的承载量,进而提高了分拣效率。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
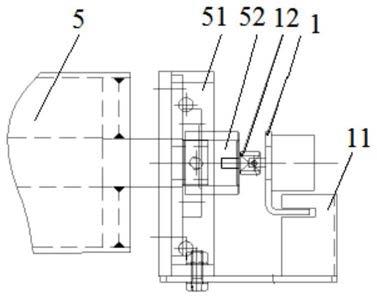
16.图1为本实用新型中编码器安装位置结构示意图;
17.图2为本实用新型中物料检测传感器安装位置结构示意图;
18.图3为本实用新型中执行机构的一种实施方式的结构示意图;
19.图4为本实用新型中执行机构的另一种实施方式的结构示意图;
20.图5为本实用新型提供的基于位置跟踪分拣方法的流程图。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
23.如图1
‑
4所示,本实施例提供的基于位置跟踪分拣装置包括编码器1、至少两组物料检测传感器和执行机构4。
24.其中,如图1所示,编码器1连接于带动主线5运动的输送机51尾端的从动轴52上,用于记录主线5上运输的物料位置。
25.该编码器1固定于柔性支架11上,所述编码器1通过联轴器12与所述从动轴52连接;所述编码器1为增量型编码器。
26.该至少两组物料检测传感器均设于主线入口,按主线5运输方向分别记为物料检测传感器a2和物料检测传感器b3,且所述物料检测传感器a2和所述物料检测传感器b3之间的间距小于预设距离,该预设距离为140
‑
160mm;所述两组物料检测传感器用于协助所述编码器1确定物料的位置。在本实施例中,该物料检测传感器a和物料检测传感器b均为一对对射式光电传感器,当然还可以是其他物料检测的传感器,只要能够实现物料检测的传感器
都可以应用于本实用新型中,且都在本实用新型的保护范围内。在主线运行时,两组物料检测传感器的触发和停止必须严格遵守物料检测传感器a
‑
物料检测传感器b的顺序,且触发、停止间隔时间必须控制在特定时间(通常为300ms)内,不满足上述条件的触发,将报警提示人员进行检查。
27.作为一种可选的实施方式,该物件检测传感器还可以为3组或3组以上。只要能够实现物料位置的识别即可。
28.该执行机构4设于支线6与主线5的交叉道口处,当物料运输至所述交叉道口时所述执行机构4带动所述物料至分拣支线6。如图3和4所示,该执行机构4为拨杆或摆动轮组。
29.如图5所示,本实施例还提供了一种基于位置跟踪分拣方法,应用上述基于位置跟踪分拣装置实现,该方法包括:
30.步骤101:当待分拣物料触发物料检测传感器b时,获取所述待分拣物料的当前位置;
31.本实施例通过主线输送机尾端从动轴上加设的增量型编码器,并通过plc 高速计数模块,记录编码器的脉冲数量作为当前值,通过plc程序每周期检测高速计数模块的当前值以计算编码器增量,当物料顺序触发所述物料检测传感器a和所述物料检测传感器b,且在物料触发所述物料检测传感器b时,所述物料的整组任务数据被写入主线任务信息表,并记录所述物料的当前位置;所述整组任务数据为所述物料从触发所述物料检测传感器a时的编码器数据至触发所述物料检测传感器b时的编码器数据组;并记录物料的当前位置为0,即物料的初始化位置。
32.步骤102:根据所述待分拣物料触发所述物料检测传感器b至脱离所述物料检测传感器b期间的编码器增量确定所述待分拣物料的物料长度;
33.开始统计物料长度,若物料依顺序a
‑
b脱离主线入口端的双传感器,在物料触发物料检测传感器b时,记录物料长度为0,在物料脱离物料检测传感器b前,物料长度materlen=上周期累计物料长度materlen+本周期编码器增量enc_increment,在物料脱离物料检测传感器b后,物料长度不再累加,统计出物料的总长度。物料长度信息会伴随写入主线任务信息表,主线任务信息表内位置字段随设备运行累加。
34.步骤103:根据实时编码器增量更新所述待分拣物料的实时位置;
35.每周期依据计算出的编码器增量更新物料的实时位置,实时位置actpos=上周期当前位置prepos+本周期编码器增量enc_increment。
36.步骤104:判断所述待分拣物料的实时位置是否位于分拣道口的位置区间,若是,驱动执行机构开始动作,将所述待分拣物料分拣至支线。
37.当物料位置行进至分拣道口时,即实时位置actpos>=目标道口位置设定下限值portpos_preset_min,且当前位置actpos<=目标道口位置设定上限值 portpos_preset_max时,驱动执行机构开始动作,当待分拣物料当前位置 actpos>分拣道口位置设定上限值portpos_preset_max+物料长度materlen时,驱动执行机构恢复至原位置。
38.由于主线上待分拣物料均通过编码器所记录的位置进行判定,因此不需要预留用于光电传感器检测用的空间,使在相同输送速度下的主线物料间距可以更近,从而提高分拣主线的总效率。
39.本说明书中各个实施例重点说明的都是与其他实施例的不同之处,各个实施例之
间相同相似部分互相参见即可。
40.本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1