一种基于CCD视觉的整流子尺寸和外观缺陷检测设备的制作方法
一种基于ccd视觉的整流子尺寸和外观缺陷检测设备
技术领域
1.本发明涉及视觉检测设备领域,具体为一种基于ccd视觉的整流子尺寸和外观缺陷检测设备。
背景技术:
2.机器视觉检测就是通过计算机配上ccd视觉检测系统来代替人眼检测,产品的外观瑕疵检验、材料表面、迁移物、析出物、喷霜、变色、异物、污染物等未知物,包括未知粉末、未知液体、未知颗粒等都可以进行检测判断;外观检测又是机器视觉检测领域运用最多的,通过配套的视觉检测设备,大幅度提高检测效率,绝大多数产品在生产完成后都要进行质量检测,而外观检测则属于质量检测的一种,且很多质量问题也可通过外观直接显示出来。对于整流子这种常用的电气组件,其外观是否合格不仅影响产品的销售,更直接影响后期采用该整流子的电机的整体寿命。
3.目前,现有的整流子产品外观检测一般仍然靠人工进行,但是传统的外观检测是人眼检测,检测结果受检测人员经验水平的影响而参差不齐,且长时间盯着较小物体查看,检测人员眼镜就会疲劳,容易把不良产品流下去,无法保证批量产品的整体质量。一般员工工作的持续性较低,同时导致生产成本上升,且人工检测使得生产线的自动化程度降低,检测效率低下。
4.公开号为cn210136182u的中国实用新型专利,公开了一种ccd视觉整流子外观检测机,产品通过气缸输送机构移动至ccd相机支架下端,通过相机采集图像进入控制主机进行分析对比,ccd相机检测光源保证了信息采集的准确性,而后步进马达通过同步平带带动气缸和机械手进行前后移动,当移动至产品上端时,气缸带动机械手将合格产品送至良品区,将不合格产品送至不良品区,避免了人工检测的的主观性和不确定性,同时自主的对产品进行分类,大大降低了员工的劳动强度,同时提高了检测效率。该技术虽在一定程度上实现了自动化检测,但是依然存在不足:首先,气缸输送机构虽然可以实现间歇式往返切换工位以实现待检测物料的逐个放置,需要操作人员将整流子准确地放置于物料摆放槽内,无法实现自动连续上料和多个产品同步检测;其次,其只采用单个相机进行整流子外圆面的单侧或整周图像采集,进而判断产品是否合格,无法同时检测两端的表面外观是否合格,检测不全面,容易出现良品误判,无法保证产品的品质;再次,将检测产品的结果仅仅简单分为良品和不良品进行分类,没有细分不良品的缺陷类型,对后期不良品的缺陷修复造成不利影响,增加了修复的劳动强度和维修成本。
技术实现要素:
5.本发明提出的基于ccd视觉的整流子尺寸和外观缺陷检测设备,可实现连续地自动上料、放置、定位、全方位检测和分类别下料,外观检测全面覆盖,检测结果精准可靠,单个产品检测周期短,且多个产品同步进行检测,检测效率较高。
6.为解决上述技术问题,本发明采用的一个技术方案是:提供一种基于ccd视觉的整
流子尺寸和外观缺陷检测设备,包括电气柜、固定于电气柜顶部的工作台、固定设置于工作台顶部的机罩,所述工作台的一侧设置有振动上料装置,工作台的顶面一侧设有与振动上料装置出料口衔接的旋转拨料机构,工作台的顶面中心处设置有与旋转拨料机构的出料口衔接的玻璃旋转机构,所述玻璃旋转机构的轴心处设置有固定于工作台上的导料机构;
7.所述工作台的顶面上自旋转拨料机构的出料口开始沿玻璃旋转机构的转动方向依次设置有位于玻璃旋转机构外侧的第一相机组件、光纤检测组件、第二相机组件、第三相机组件、第四相机组件、第五相机组件、第六相机组件和下料组件;
8.所述第一相机组件位于导料机构靠近旋转拨料机构的一侧,所述下料组件位于旋转拨料机构远离第一相机组件的一侧;
9.所述机罩的外侧壁顶部设置有显示器。
10.进一步的,所述振动上料机构包括振动柜、分别固定于振动柜顶面上的振动盘和直振器,所述直振器的顶部设置有直振流道,所述直振流道的两端分别与振动盘的出料口和旋转拨料机构的进料口衔接。
11.进一步的,所述旋转拨料机构包括固定于工作台顶面上的第一支架、固定安装于第一支架内的第一驱动电机、固定安装于第一驱动电机输出轴端并活动搭设在第一支架顶面上的拨料盘,所述第一支架的顶面一侧固定连接有套设在拨料盘外侧的导料支架。
12.进一步的,所述拨料盘的外圆侧面上圆周均匀分布地开设有若干个拨料槽口。
13.进一步的,所述玻璃旋转机构包括固定于工作台顶面中心处的底座、固定安装于底座底部的第二驱动电机、与第二驱动电机输出轴端传动连接并活动搭设在底座顶面上的旋转支架、固定安装于旋转支架顶部的玻璃盘,所述玻璃盘为环形结构的透明玻璃板。
14.进一步的,所述导料机构包括固定于底座顶面中心处的第二支架、固定安装于第二支架顶面末端的第三驱动电机和气缸、固定安装于第二支架末端底部的导向支架、固定安装于气缸输出端的推动支架,所述推动支架的底面外侧端转动连接有第二从动齿轮、底面外侧端转动连接有第一从动齿轮,第二从动齿轮的转轴和第一从动齿轮的转轴通过同步带传动连接,所述第三驱动电机的输出轴端固定安装有与第一从动齿轮活动啮合连接的主动齿轮。
15.进一步的,所述气缸的输出轴伸出时,第一从动齿轮与主动齿轮啮合连接,第二从动齿轮位于导向支架的末端外侧且位于玻璃盘顶面边缘处;所述气缸的输出轴回缩时,第一从动齿轮与主动齿轮分离,第二从动齿轮位于导向支架的末端内侧。
16.进一步的,所述下料组件包括固定于工作台的顶面一侧并位于玻璃盘下方的传送带装置、固定设置于传动带进料端正上方的四个气嘴,所述传送带装置的出料端上方设置有与四个气嘴分别对应的四个下料通道。
17.进一步的,所述第一相机组件包括水平固定安装于工作台顶面上的第一水平滑轨、滑动安装于第一水平滑轨顶部的第一垂直滑轨、滑动安装于第一垂直滑轨侧面的第一定位块、固定安装于第一定位块侧面上的第一相机,所述第一相机的镜头朝向导料机构的前端侧。
18.进一步的,所述第二相机组件包括水平固定安装于工作台顶面上的第二水平滑轨、滑动安装于第二水平滑轨顶部的第二垂直滑轨、分别滑动安装于第二垂直滑轨侧面的第二定位块和第三定位块,所述第二定位块的侧面上固定安装有第一环形光源,所述第三
定位块的侧面上固定安装有位于第一环形光源正上方的第二相机,第二相机的镜头垂直向下朝向玻璃旋转机构的顶面;
19.所述第三相机组件包括水平固定安装于工作台顶面上的第三水平滑轨、滑动安装于第三水平滑轨顶部的第三垂直滑轨、分别滑动安装于第三垂直滑轨侧面的第四定位块和第五定位块,所述第四定位块的侧面上固定安装有第二环形光源,所述第五定位块的侧面上固定安装有位于第一环形光源正下方的第三相机,第三相机的镜头垂直向上朝向玻璃旋转机构的底面。
20.与现有技术相比较,本发明的有益效果如下:
21.(1)本发明通过采用振动上料装置可实现多个待检产品的自动摆位和推进上料,通过与振动上料装置衔接的旋转拨料装置,可将待检产品逐个等间距地准备摆放于玻璃旋转机构上,以完成后续的连续检测,实现了自动连续上料,工作效率高;
22.(2)本发明通过采用在玻璃旋转机构外围一次设置多个ccd检测相机,通过玻璃旋转机构将待检产品依次经过各个检测工位,实现表面各个区域的全方位检测,检测结果更加精准和全面;通过玻璃旋转机构可将旋转拨料装置连续摆放的待检产品连续送进,实现多个待检产品的同步检测,有效减少不必要的间隔时间,极大提升了工作效率;
23.(3)本发明通过采用多个ccd检测相机检测待检产品不同部位的质量情况,以综合评估表面外观缺陷,将外观缺陷进行分类统计;通过设置具有多个下料通道的下料组件,对良品和不同种类的不良品进行自动分离,便于不良品后期针对具体缺陷类型的精准修复工作,减少不必要劳动。
附图说明
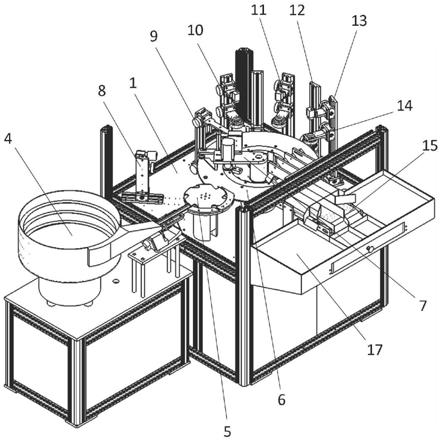
24.图1为本发明的立体结构示意图;
25.图2为本发明移除机罩状态的立体结构示意图之一;
26.图3为本发明移除机罩状态的立体结构示意图之二;
27.图4为本发明移除机罩状态的俯视结构示意图;
28.图5为所述振动上料装置的立体结构示意图;
29.图6为所述振动上料装置的主视结构示意图;
30.图7为所述工作台上各组件分布的立体结构示意图之一;
31.图8为所述工作台上各组件分布的立体结构示意图之一;
32.图9为所述旋转拨料机构的立体结构示意图之一;
33.图10为所述旋转拨料机构的立体结构示意图之二;
34.图11为所述旋转拨料机构的俯视结构示意图;
35.图12为所述旋转拨料机构的仰视结构示意图;
36.图13为所述第一相机组件的立体结构示意图;
37.图14为所述光纤检测组件的立体结构示意图;
38.图15为所述第二相机组件的立体结构示意图;
39.图16为所述第三相机组件的立体结构示意图;
40.图17为所述玻璃旋转机构在工作台上安装位置的立体结构示意图;
41.图18为所述玻璃旋转机构和导料机构的立体结构示意图之一;
42.图19为所述玻璃旋转机构和导料机构的立体结构示意图之二;
43.图20为所述玻璃旋转机构和导料机构的主视结构示意图;
44.图21为所述下料组件的立体结构示意图之一;
45.图22为所述下料组件的立体结构示意图之二;
46.图23为所述下料组件的俯视结构示意图。
47.图中:1工作台、2电气柜、3机罩、4震动上料装置、401振动柜、402振动盘、403直振器、404直振流道、5旋转拨料机构、501第一支架、502第一驱动电机、503拨料盘、504导料支架、505拨料槽口、506拨料工作台、6玻璃旋转机构、601底座、602第二驱动电机、603旋转支架、604玻璃盘、7导料机构、701第二支架、702第三驱动电机、703导向支架、704气缸、705推动支架、706第一从动齿轮、707第二从动齿轮、708主动齿轮、8第一相机组件、801第一水平滑轨、802第一垂直滑轨、803第一定位块、804第一相机、9光纤检测组件、901支架定位组件、902光纤检测器、10第二相机组件、101第二水平滑轨、102第二垂直滑轨、103第二定位块、104第三定位块、105第一环形光源、106第二相机、11第三相机组件、111第三水平滑轨、112第三垂直滑轨、113第四定位块、114第五定位块、115第二环形光源、116第三相机、12第四相机组件、13第五相机组件、14第六相机组件、15下料组件、150气嘴安装架、151传送带装置、152第一气嘴、153第二气嘴、154第三气嘴、155第四气嘴、156第一下料通道、157第二下料通道、158第三下料通道、159第四下料通道、16显示器、17钣金托盘。
具体实施方式
48.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
49.请参阅图1至图4,一种基于ccd视觉的整流子尺寸和外观缺陷检测设备,包括电气柜2、固定于电气柜2顶部的工作台1、固定设置于工作台1顶部的机罩3。电气柜2内放置有计算机主机、气压供应设备、电机驱动器等常规控制系统和动力系统,用于整个设备的控制。电气柜2的前侧面设置有钣金对开门,便于电气柜2内各电器部件的日常检查和故障维修。工作台1为方形金属板,固定连接在电气柜2的顶端;机罩3采用型材焊接支架与透明有机玻璃侧板合围而成,便于实时观察机罩3内各部件的运行状况,机罩3的左侧侧板上设置有机玻璃对开门,用于机罩3内各部件的日常检查和故障维修。
50.工作台1的一侧(图中所示左侧)设置有位于机罩3外侧的振动上料装置4。如图5和图6所示,振动上料机构4包括振动柜401、分别固定于振动柜401顶面上的振动盘402和直振器403。振动柜401的柜体顶面设置有工作台面,振动盘402的底部圆振固定安装在工作台面的左侧,圆振工作时可通过振动将振动盘402盘体内的整流子沿盘体的螺旋内壁逐个定向送出。直振器403的底部通过固定支架固定安装在工作台面的右侧,直振器403的顶部设置有直振流道404,直振流道404的左端与振动盘402的出料口衔接,在直振器403的作用下,从振动盘402送出的整流子由直振流道404的左端移动至右端。直振流道404的一侧设置有光纤传感器,当直振流道404无新的整流子送入时,光纤传感器通过控制系统启动振动盘402工作,实现连续送料的自动控制。
51.如图7和图8所示,工作台1的顶面一侧设有与振动上料装置4出料口衔接的旋转拨料机构。如图9至图12所示,旋转拨料机构5包括固定于工作台1顶面上的第一支架501、固定
安装于第一支架501内的第一驱动电机502、固定安装于第一驱动电机502输出轴端并活动搭设在第一支架501顶面上的拨料盘503。第一支架501固定安装在工作台1的顶面左侧,为空心壳体结构。第一驱动电机502采用伺服电机,并安装在第一支架501的空心处。拨料盘503为圆盘结构,其外圆侧面上圆周均匀分布地开设有6个拨料槽口505。拨料槽口505为倾斜分布的弧形槽口,其槽口宽度与整流子的最大外径相匹配,其外端缺口宽度与直振流道404的出料口宽度相匹配。直振流道404的底板末端位于拨料槽口505的下方,直振流道404的顶部侧壁与拨料盘503的外圆面滑动贴合,则第一驱动电机502驱动拨料盘503连续转动过程中,直振流道404送出的整流子逐个落入拨料槽口505内,被拨料盘503带至放置位置(拨料盘503远离直振流道404的一侧)。
52.拨料盘503的底部设置有固定连接在第一支架501顶部的拨料工作台506,拨料工作台506的顶面一侧(图4中所示的下方侧)固定连接有套设在拨料盘503外侧的导料支架504。导料支架504为半圆环状,其内侧面与拨料盘503的外圆面滑动贴合,其前端与直振流道404的端部衔接,拨料工作台在导料支架504末端对应的位置设置有缺口,则拨料盘503转移整流子的过程中,整流子被困在拨料槽口505内并在拨料工作台506的顶面滑动而不会发生脱落,直至整流子达到导料支架504末端位置后,整流子由拨料工作台的缺口位置掉落而与旋转拨料机构5分离。
53.如图7和图8所示,工作台1的顶面中心处设置有与旋转拨料机构5的出料口衔接的玻璃旋转机构6。如图17至图20所示,玻璃旋转机构6包括固定于工作台1顶面中心处的底座601、固定安装于底座601底部的第二驱动电机602、与第二驱动电机602输出轴端传动连接并活动搭设在底座601顶面上的旋转支架603、固定安装于旋转支架603顶部的玻璃盘604,玻璃盘604为环形结构的透明玻璃板。玻璃盘604的边缘位于拨料工作台的缺口下方,则在玻璃盘604连续匀速转动过程中,从旋转拨料机构5上连续分离出来的整流子逐个等间距地落在玻璃盘604的顶面上。第二驱动电机602采用伺服电动机,旋转支架603为环形支架结构,其底部通过齿轮传动机构与第二驱动电机602的输出轴传动连接。
54.如图7和图8所示,玻璃旋转机构6的轴心处设置有固定于工作台1上的导料机构7。如图17至图20所示,导料机构7包括固定于底座601顶面中心处的第二支架701、固定安装于第二支架701顶面末端的第三驱动电机702和气缸704、固定安装于第二支架701末端底部的导向支架703、固定安装于气缸704输出端的推动支架705,推动支架705的底面外侧端转动连接有第二从动齿轮707、底面外侧端转动连接有第一从动齿轮706,第二从动齿轮707的转轴和第一从动齿轮706的转轴通过同步带传动连接,第三驱动电机702的输出轴端固定安装有与第一从动齿轮706活动啮合连接的主动齿轮708。
55.第二支架701由底部的圆柱体和顶部的平板组成,圆柱体固定在底座601的顶面中心处,旋转支架603套设在圆柱体的外侧,则第二驱动电机602通过齿轮传动机构驱动旋转支架603围绕圆柱体转动。导向支架703固定在平板的外端底部,并沿玻璃盘604的旋转方向向外倾斜设置,且导向支架703的末端到玻璃盘604的边缘的距离不小于整流子的外径,以保证位于玻璃盘604表面上的整流子在跟随玻璃盘604转动时,在导向支架703的侧边作用下逐渐靠向导向支架703的末端位置,在导向支架703末端没有阻碍物的情况下,整流子可绕过导向支架703的末端继续跟随玻璃盘604转动行进,已完成后续的检测工作。
56.当气缸704的输出轴伸出时,第一从动齿轮706与主动齿轮708啮合连接,第二从动
齿轮707位于导向支架703的末端外侧且位于玻璃盘604顶面边缘处,则整流子沿导向支架703移动至导向支架703的末端位置时被第二从动齿轮707阻挡而停留在原处,同时第二从动齿轮707的外圆面与整流子的外圆面连续滚动接触,使得整流子可在原地完成周向转动,以完成圆周面上相应外观缺陷的检测;当气缸704的输出轴回缩时,第一从动齿轮706与主动齿轮708分离,第二从动齿轮707位于导向支架703的末端内侧,则导向支架703的末端处于无阻碍的状态,整流子可绕过导向支架703的末端继续跟随玻璃盘604转动行进,已完成后续的检测工作。
57.如图4所示,工作台1的顶面上自旋转拨料机构5的出料口开始沿玻璃旋转机构6的转动方向依次设置有位于玻璃旋转机构6外侧的第一相机组件8、光纤检测组件9、第二相机组件10、第三相机组件11、第四相机组件12、第五相机组件13、第六相机组件14和下料组件15。
58.第一相机组件8位于导料机构7靠近旋转拨料机构5的一侧,即导料机构7的前侧端。如图13所示,第一相机组件8包括水平固定安装于工作台1顶面上的第一水平滑轨801、滑动安装于第一水平滑轨801顶部的第一垂直滑轨802、滑动安装于第一垂直滑轨802侧面的第一定位块803、固定安装于第一定位块803侧面上的第一相机804,第一相机804的镜头朝向导料机构7的前端侧。当气缸704的输出轴伸出状态时,整流子在导向支架703的末端位置作圆周转动,此时第一相机804采用侧面正光的打光方式,拍摄获取整流子圆周外表面的外观图样,进而与系统内预设的标准样本进行图形比对,从而检测出整流子圆周外表面及钩槽脏污、划痕、氧化缺陷情况,并对该整流子进行编号,同时将编号传送至控制系统,若检测出该整流子圆周外表面存在外观缺陷,则对应缺陷类型的零件计数加1。
59.通过调整第一垂直滑轨802在第一水平滑轨801上的水平位置以及第一定位块803在第一垂直滑轨802上的垂直位置,可调整第一相机804的采相区域,以获得最佳的采相效果。
60.如图14所示,光纤检测组件9采用与第一相机组件8相同的滑轨和定位块构成的支架定位组件901,在定位块的侧面固定安装有光纤头固定支架902,光纤头固定支架902的端部下方固定安装有光纤检测器902。光纤检测器902位于玻璃盘604顶面边缘的上方,用于检测玻璃盘604上是否有整流子,若有,则系统的检测零件总数计数加1。
61.如图15所示,第二相机组件10包括水平固定安装于工作台1顶面上的第二水平滑轨101、滑动安装于第二水平滑轨101顶部的第二垂直滑轨102、分别滑动安装于第二垂直滑轨102侧面的第二定位块103和第三定位块104,第二定位块103的侧面上固定安装有第一环形光源105,第三定位块104的侧面上固定安装有位于第一环形光源105正上方的第二相机106,第二相机106的镜头垂直向下朝向玻璃盘604的顶面边缘。
62.整流子经过第一相机组件8进行圆周外表面外观采相后,气缸704的输出轴回缩,则导向支架703的末端处于无阻碍的状态,整流子绕过导向支架703的末端继续跟随玻璃盘604转动行进,经过第二相机106的正下方。若第一相机组件8检测出该整流子圆周外表面存在外观缺陷,则无需进行后续的检测工作;若第一相机组件8检测的结果为良品,则此时第二相机106采用顶部正光的打光方式,拍摄获取整流子顶部表面的外观图样,进而与系统内预设的标准样本进行图形比对,从而检测出整流子内孔直径、外圆直径、钩夹角、钩变形缺陷情况,若检测出该整流子顶部表面存在外观缺陷,则对应缺陷类型的零件计数加1。
63.如图16所示,第三相机组件11包括水平固定安装于工作台1顶面上的第三水平滑轨111、滑动安装于第三水平滑轨111顶部的第三垂直滑轨112、分别滑动安装于第三垂直滑轨112侧面的第四定位块113和第五定位块114,第四定位块113的侧面上固定安装有第二环形光源115,第五定位块114的侧面上固定安装有位于第一环形光源115正下方的第三相机116,第三相机116的镜头垂直向上朝向玻璃盘604的底面边缘。
64.整流子经过第二相机组件10进行顶部端面的外观采相后,整流子继续跟随玻璃盘604转动行进,经过第三相机116的正上方。若第二相机组件1检测出该整流子顶部表面存在外观缺陷,则无需进行后续的检测工作;若第二相机组件10检测的结果也为良品,则此时第三相机116采用底部正光的打光方式,拍摄获取整流子底部表面的外观图样,进而与系统内预设的标准样本进行图形比对,从而检测出整流子的钩宽尺寸是否合格,若检测出该整流子的底部表面存在外观缺陷,则对应缺陷类型的零件计数加1。
65.第四相机组件12的结构组成、打光采相方式均与第二相机组件10相同,也采用顶部正光的打光方式,拍摄获取整流子顶部表面的外观图样,进而与系统内预设的标准样本进行图形比对,从而检测出整流子的上端面麻点、脏污缺陷情况,若检测出该整流子顶部表面存在外观缺陷,则对应缺陷类型的零件计数加1。
66.第五相机组件13的结构组成、打光采相方式均与第三相机组件11相同,也采用底部正光的打光方式,拍摄获取整流子底部表面的外观图样,进而与系统内预设的标准样本进行图形比对,从而检测出整流子的下端面脏污、缺料、麻点缺陷情况,若检测出该整流子顶部表面存在外观缺陷,则对应缺陷类型的零件计数加1。
67.第六相机组件14的结构组成、打光采相方式均与第二相机组件10、第四相机组件12相同,也采用顶部正光的打光方式,拍摄获取整流子顶部表面的外观图样,进而与系统内预设的标准样本进行图形比对,从而检测出整流子的内孔划伤缺陷情况,若检测出该整流子顶部表面存在外观缺陷,则对应缺陷类型的零件计数加1。
68.若经过第六相机组件14检测后,该整流子依然为良品,则检测结果中,良品数量技术加1。
69.如图4所示,下料组件15位于旋转拨料机构5远离第一相机组件8的一侧,即电气柜2的前侧。如图21至图23所示,下料组件15包括固定于工作台1的顶面一侧并位于玻璃盘604下方的传送带装置151、固定设置于传动带151进料端正上方的四个气嘴(为便于描述,沿玻璃盘604转动方向将四个气嘴依次记为第一气嘴152、第二气嘴153、第三气嘴154和第四气嘴155),电气柜2的顶部一侧固定设置有桁架,桁架的内侧面上固定连接有水平设置的气嘴安装架150,四个气嘴依次排列安装在气嘴安装架150上。传送带装置151的出料端上方设置有与四个气嘴分别对应的四个下料通道(为便于描述,沿玻璃盘604转动方向将四个下料通道依次记为第一下料通道156、第二下料通道157、第三下料通道158和第四下料通道159)。
70.传送带装置151的顶部进料端位于玻璃盘604边缘的下方。四个气嘴的进气端均通过电磁阀与电气柜2内的供气系统连接,通过单独控制某个电磁阀的开启,可通过对应的气嘴喷出高压气体,并将玻璃盘604上的整流子吹落至传送带装置151的表面上且位于对应下料通道的行进线路上。机罩3的前侧面上固定连接有钣金托盘17,钣金托盘17的内部通过三个分隔出四个格子,分别与四个下料通道的出料口连通。
71.具体的,第一气嘴152和第一下料通道156用于分离和排出上表面不良、下表面不
良和内孔不良的整流子产品,即对应第四相机组件12、第五相机组件13和第六相机组件14检测出的不良品;第二气嘴153和第二下料通道157用于分离和排出钩不良、内孔直径不良的整流子产品,即对应第二相机组件10和第三相机组件11检测出的不良品;第三气嘴154和第三下料通道158用于分离和排出外圆表面不良、槽不良的整流子产品,即对应第一相机组件8检测出的不良品;第四气嘴155和第四下料通道159则用于分离和排出良品的整流子产品。
72.以连续检测4个整流子产品为例来说明该设备的检测过程:
73.第一个产品:经第一相机组件8检测,结果为外圆表面有划痕,则在后续零件送进和检测过程中,该产品不再进行后续检测,该产品编号为1,系统记录编号为1的产品外观缺陷类型为a,该产品经过光纤检测组件9检测后,系统检测产品总数记为1;
74.第二个产品:经第一相机组件8检测,结果为外圆表面外观为良品,该产品编号为2,该产品经过光纤检测组件9检测后,系统检测产品总数记为2,该产品经第二相机组件10检测,结果为内孔直径不良,则在后续零件送进和检测过程中,该产品不再进行后续检测,系统记录编号为2的产品外观缺陷类型为b;
75.第三个产品:经第一相机组件8检测,结果为外圆表面外观为良品,该产品编号为3,该产品经过光纤检测组件9检测后,系统检测产品总数记为3,该产品经第二相机组件10检测,结果良品,该产品经第三相机组件11检测,结果也为良品,但经第四相机组件检测,结果为上端面有麻点,则在后续零件送进和检测过程中,该产品不再进行后续检测,系统记录编号为3的产品外观缺陷类型为c;
76.第四个产品:经第一相机组件8检测,结果为外圆表面外观为良品,该产品编号为4,该产品经过光纤检测组件9检测后,系统检测产品总数记为1,经后续所有相机组件的检测,该产品均为良品。
77.则以上过程中,检测产品总数为4个,外观缺陷类型为a、外观缺陷类型为b、外观缺陷类型为c和良品的数量分别为1、1、1、1,良品率为1/4。
78.机罩3的前外侧壁顶部设置有显示器16,与设备的控制系统连接,用于实时显示各个整流子经六组相机组件获取的外观图像及分析结果,同时显示检测的总数,各个外观缺陷类型的计数、良品计数和良品率。机罩3的前外侧壁上还设置有启动开关、急停开关、状态指示灯等于系统相配套的开关和显示器件。
79.同样以上述检测结果的四个整流子产品为例,来说明本设备的分离排料过程。
80.编号为1的产品跟随玻璃盘604转移至排料位置时,由于其外观缺陷类型为a,则第三气嘴154上的电磁阀单独开启,其余电磁阀关闭,第三气嘴154将该产品从玻璃盘604上吹落至传送带装置151上,传送带装置151进而将该产品送入第三下料通道158,并送入钣金托盘17的第三个格子里;
81.编号为2的产品跟随玻璃盘604转移至排料位置时,由于其外观缺陷类型为b,则第二气嘴153上的电磁阀单独开启,其余电磁阀关闭,第二气嘴153将该产品从玻璃盘604上吹落至传送带装置151上,传送带装置151进而将该产品送入第二下料通道157,并送入钣金托盘17的第二个格子里;
82.编号为3的产品跟随玻璃盘604转移至排料位置时,由于其外观缺陷类型为c,则第一气嘴152上的电磁阀单独开启,其余电磁阀关闭,第一气嘴152将该产品从玻璃盘604上吹
落至传送带装置151上,传送带装置151进而将该产品送入第一下料通道156,并送入钣金托盘17的第一个格子里;
83.编号为4的产品跟随玻璃盘604转移至排料位置时,由于其为良品,则第四气嘴155上的电磁阀单独开启,其余电磁阀关闭,第四气嘴155将该产品从玻璃盘604上吹落至传送带装置151上,传送带装置151进而将该产品送入第四下料通道159,并送入钣金托盘17的第四个格子里。
84.则经过以上过程后,完成整流子的自动连续上料、自动连续检测和自动分类下料,工作效率高,外观检测全面准确,良品率得到了较好地保证。
85.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1