轴承剔除装置的制作方法
1.本实用新型涉及一种轴承生产装置,尤其是轴承剔除装置。
背景技术:
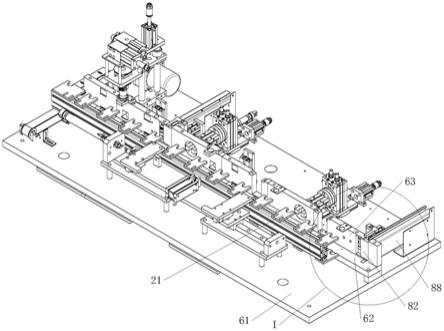
2.如图8所示,哑铃轴承10其结构特殊,外圈102和滚珠直接安装在轴承轴103上,哑铃轴承10需要添加润滑脂和安装防尘盖101,添加润滑脂和安装防尘盖101后均需要进行检测,为了提高效率采用输送线进行连续装配,如图1和图2所示,输送线包括移料装置、输送板62和侧挡板63,其中侧挡板63垂直安装在输送板62的一侧,移料装置将哑铃轴承10在输送板62上沿侧挡板63移动,如何将检测不合格的哑铃轴承10从输送线上抓取出来是亟待解决的问题。
技术实现要素:
3.为解决上述问题,本实用新型提供一种能自动将输送线上不合格的哑铃轴承抓取出来,从而使不合格品不会流入到下一道工序中,并且结构简单,工作可靠的轴承剔除装置,具体技术方案为:
4.轴承剔除装置,包括装配底板、侧挡板和输送板,所述输送板固定在所述装配底板上,所述侧挡板固定在所述输送板的一侧;所述侧挡板上有挡料槽和与所述挡料槽相通的过料槽,所述输送板上设有夹料槽,所述夹料槽与所述过料槽相对设置,还包括:挡料气缸,所述挡料气缸固定在所述侧挡板上;挡料板,所述挡料板活动插在所述挡料槽内,且安装在所述挡料气缸上,用于在所述挡料槽和所述过料槽之间切换;夹料气缸,所述夹料气缸滑动安装在所述装配底板上;夹料伸缩气缸,所述夹料伸缩气缸固定在所述装配底板上,且与所述夹料气缸连接;夹料爪,所述夹料爪安装在所述夹料气缸上,且位于所述过料槽内;及出料导轨,所述出料导轨安装在输送线的一侧,所述出料导轨上设有用于插入哑铃轴承的出料槽,所述出料槽与所述过料槽相对设置。
5.通过采用上述技术方案,当哑铃轴承合格时,挡料板插在过料槽内,方便移料装置将哑铃轴承移动到下个工位处,当哑铃轴承不合格时,当哑铃轴承移动到过料槽处时,挡料气缸将挡料板移动到挡料槽内,夹料爪在夹料气缸的作用下夹住哑铃轴承,并在夹料伸缩气缸的作用下将不合格的哑铃轴承插入到出料导轨的出料槽上,实现不合格轴承的剔除,结构简单,使用方便。
6.优选的,还包括夹料座,所述夹料气缸安装在所述夹料座上,所述夹料座通过直线导轨副滑动安装在所述装配底板上。
7.通过采用上述技术方案,夹料座方便装配。
8.进一步的,还包括夹料调节块,所述夹料调节块固定在所述夹料气缸上,所述夹料爪安装在所述夹料调节块上。
9.通过采用上述技术方案,夹料调节块便于调整两个夹料爪之间的宽度。
10.优选的,所述挡料气缸为双轴气缸。
11.其中,所述出料导轨包括:第一导轨;第二导轨,所述第二导轨和所述第一导轨均为u形;及导轨座,所述第一导轨和所述第二导轨均固定在所述导轨座上,且相对设置,所述第一导轨与所述第二导轨之间形成出料槽,所述出料槽的宽度大于轴承杆的直径,且小于外圈的直径。
12.通过采用上述技术方案,导轨座、第一导轨和第二导轨均为板材制成,结构简单,加工方便。
13.进一步的,所述挡料槽的宽度小于哑铃轴承的高度。
14.通过采用上述技术方案,挡料槽的宽度小与哑铃轴承的高度在移料装置移动哑铃轴承时避免哑铃轴承进入到挡料槽内,保证移料装置可靠的运行。
15.与现有技术相比本实用新型具有以下有益效果:
16.本实用新型提供的轴承剔除装置通过挡料板和挡料气缸实现侧挡板的开合,通过夹料气缸、夹料伸缩气缸和夹料爪实现哑铃轴承的剔除,结构简单,控制方便,能够准确可靠的将不合格的轴承从输送线上剔除出来,使用方便。
附图说明
17.图1是轴承剔除装置的结构示意图;
18.图2是图1中i处的局部放大图;
19.图3是挡料板、挡料气缸、夹料气缸、夹料伸缩气缸、夹料爪和出料导轨的装配结构示意图;
20.图4是夹料爪、夹料气缸和夹料伸缩气缸的装配结构示意图;
21.图5是出料导轨的结构示意图;
22.图6是移料装置的正视轴测图;
23.图7是移料装置的后视轴测图;
24.图8是哑铃轴承的爆炸结构示意图。
具体实施方式
25.现结合附图对本实用新型作进一步说明。
26.如图1至图7所示,轴承剔除装置,包括装配底板61、侧挡板63和输送板62,输送板62固定在装配底板61上,侧挡板63固定在输送板62的一侧;侧挡板63上有挡料槽631和与挡料槽631相通的过料槽632,挡料槽631的宽度小于哑铃轴承10的高度,输送板62上设有夹料槽621,夹料槽621与过料槽632相对设置,还包括挡料气缸81、挡料板82、夹料气缸85、夹料伸缩气缸87、夹料爪83和出料导轨88;挡料气缸81为双轴气缸,挡料气缸81固定在侧挡板63上;挡料板82活动插在挡料槽631内,且安装在挡料气缸81上,用于在挡料槽631和过料槽632之间切换;夹料气缸85为手指气缸,夹料气缸85滑动安装在装配底板61上;夹料伸缩气缸87固定在装配底板61上,且与夹料气缸85连接;夹料爪83安装在夹料气缸85上,且位于过料槽632内;出料导轨88安装在输送线的一侧,出料导轨88上设有用于插入哑铃轴承10的出料槽880,出料槽880与过料槽632相对设置。
27.当哑铃轴承10合格时,挡料板82插在过料槽632内,方便移料装置将哑铃轴承10移动到下个工位处,当哑铃轴承10不合格时,当哑铃轴承10移动到过料槽632处时,挡料气缸
81将挡料板82移动到挡料槽631内,夹料爪83在夹料气缸85的作用下夹住哑铃轴承10,并在夹料伸缩气缸87的作用下将不合格的哑铃轴承10插入到出料导轨88的出料槽880上,实现不合格轴承的剔除,结构简单,使用方便。
28.挡料槽631的宽度小与哑铃轴承10的高度在移料装置移动哑铃轴承10时避免哑铃轴承10进入到挡料槽631内,保证移料装置可靠的运行。
29.还包括夹料座86,夹料气缸85安装在夹料座86上,夹料座86通过直线导轨副滑动安装在装配底板61上。夹料座86方便装配。
30.还包括夹料调节块84,夹料调节块84固定在夹料气缸85上,夹料爪83安装在夹料调节块84上。夹料调节块84便于调整两个夹料爪83之间的宽度
31.其中,出料导轨88包括第一导轨881、第二导轨882和导轨座883,第二导轨882和第一导轨881均为u形;导轨座883也为u形,第一导轨881和第二导轨882均固定在导轨座883上,且相对设置,第一导轨881与第二导轨882之间形成出料槽880,出料槽880的宽度大于轴承杆的直径,且小于外圈的直径。导轨座883、第一导轨881和第二导轨882均为板材制成,结构简单,加工方便。
32.如图6和图7所示,移料装置包括轴承送料板21、轴承送料杆22、送料伸缩气缸23、送料移动气缸26。轴承送料板21上设有用于插在哑铃轴承10的外圈102上的轴承送料槽211,轴承送料槽211为u形槽;轴承送料杆22为铝型材制成,轴承送料板21对称固定在轴承送料杆22的两侧,且沿轴承送料杆22的长度方向阵列设置,轴承送料板21位于输送板62的上方,且与侧挡板63相对设置;轴承送料杆22固定在送料连接板24上,送料连接板24通过直线导轨副滑动安装在第一送料底板25上,送料伸缩气缸23固定在第一送料底板25上,且与轴承送料杆22连接,轴承送料杆22和轴承送料板21沿与侧挡板63垂直的方向往复移动;第一送料底板25通过直线导轨副滑动安装在第二送料底板27上,第二送料底板27上装有送料移动气缸26,送料移动气缸26与第一送料底板25连接,第一送料底板25、轴承送料杆22和轴承送料板21沿侧挡板63的长度方向往复移动。
33.送料时,送料伸缩气缸23先缩回,然后送料移动气缸26缩回,接着送料伸缩气缸23伸出,轴承送料槽211插到哑铃轴承10的外圈102上,然后送料移动气缸26伸出,带动哑铃轴承10移动一个工位。
34.工作时,当称重装置或高度检测装置检测到轴承的重量或高度不符合要求后,移料装置将不合格的哑铃轴承10移动到轴承剔除工位处,然后挡料气缸81缩回,挡料板82缩回到挡料槽631内,过料槽632打开,过料槽632的宽度大于哑铃轴承10的外径,夹料伸缩气缸87伸出,夹料爪83移动到哑铃轴的两端,然后夹料气缸85启动,夹料爪83从哑铃轴承10的两端夹住哑铃轴承10,然后夹料伸缩气缸87缩回,将哑铃轴承10插入到出料槽880上,哑铃轴承10的外圈卡在出料导轨88上,然后夹料气缸85松开夹料爪83,完成哑铃轴承10的剔除,然后挡料气缸81伸出,挡料板82插入到过料槽632内。
35.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1