电子部件测试用分选机的制作方法
1.本发明涉及一种支持向测试仪供应电子部件以能够进行测试的电子部件测试用分选机。
背景技术:
2.生产的电子部件(例如ssd、电路基板、半导体元件等)由测试仪测试后被分为良品和不良品,并只出库良品。
3.电子部件只有电连接于测试仪才能进行测试,此时,通过将电子部件电连接于测试仪来支持测试电子部件的设备为电子部件测试用分选机(以下简称“分选机”)。
4.以往,诸如固态驱动器(ssd:solid state drive)之类的相对大型的电子部件以由作业人员直接连接到测试仪或解除连接的方式支持了测试。然而,随着对固态驱动器的需求的激增,本技术人开发了一种用于自动处理固态驱动器使固态驱动器电连接到测试仪或解除连接的分选机,并且本发明正涉及这种分选机。
5.【现有技术文献】
6.【专利文献】
7.(专利文献1)韩国公开专利10-2019-0050483
8.(专利文献2)韩国公开专利10-2019-0061291
技术实现要素:
9.本发明是为了完成如下的分选机而提出的,所述分选机能够自动地向测试仪供应搬入的诸如固态驱动器之类的大型且尤其具有各种规格的电子部件,或者能够将所述电子部件从测试仪回收并搬出。
10.根据本发明的第一形态的电子部件测试用分选机包括:堆垛机部分,收纳安置有需要测试的电子部件的客户托盘或安置有完成测试的电子部件的客户托盘;连接部分,从所述堆垛机部分传送来的客户托盘中取出需要测试的电子部件并将所述电子部件电连接于测试仪,或者将借由所述测试仪完成测试的电子部件安置于客户托盘;以及移送部分,将安置有需要测试的电子部件的客户托盘从所述堆垛机部分移送至所述连接部分,将安置有完成测试的电子部件的客户托盘从所述连接部分移送至所述堆垛机部分,其中,所述堆垛机部分包括:至少一个出入用堆垛机,用于从外部接收安置有需要测试的电子部件的客户托盘,或者将安置有完成测试的电子部件的客户托盘传送至外部;至少一个保管用堆垛机,保管通过所述出入用堆垛机从外部接收的客户托盘,或者将需要通过所述出入用堆垛机向外部传送的客户托盘在传送至所述出入用堆垛机之前进行保管;以及传送机,将置于所述出入用堆垛机或所述保管用堆垛机的装载有需要测试的电子部件的客户托盘供应至所述移送部分,将装载有完成测试的电子部件的客户托盘从所述移送部分回收并装载于所述出入用堆垛机或所述保管用堆垛机,其中,所述连接部分包括:搁置器,能够搁置电子部件;移动手,借由所述移送部分从所述堆垛机部分传送来的客户托盘移动需要测试的电子部件并
将所述电子部件搁置于所述搁置器,或者将搁置于所述搁置器的完成测试的电子部件移动至客户托盘;以及测试手,移动搁置于所述搁置器的需要测试的电子部件并将所述电子部件电连接到测试仪,或者移动完成测试的电子部件并将所述电子部件搁置到所述搁置器。
11.通过在所述搁置器安装用于安置电子部件的适配器,所述搁置器能够借由所述适配器而搁置电子部件,所述移动手将需要测试的电子部件安置到所述适配器或从所述适配器取出完成测试的电子部件,所述测试手移动搁置于所述搁置器的电子部件,以使电子部件电连接于测试仪。
12.所述适配器能够可拆卸地安装于所述搁置器,所述测试手通过移动所述适配器来移动安置于所述适配器的电子部件。
13.所述连接部分还包括:往复移动器,使所述搁置器在作为所述移动手进行作业的区域的第一作业区域与作为所述测试手进行作业的区域的第二作业区域之间移动;其中,所述第一作业区域和所述第二作业区域彼此分离。
14.所述连接部分还包括:转换器,通过旋转所述搁置器将搁置于所述搁置器的电子部件的姿势从卧状转换为立状,或者从立状转换为卧状,其中,所述移动手能够夹持卧状的电子部件,所述测试手能够夹持立状的电子部件。
15.所述转换器转换电子部件的姿势,以使电子部件的端子侧部位能够插入于测试槽。
16.所述堆垛机部分还包括:至少一个缓冲用堆垛机,与所述出入用堆垛机以及所述保管用堆垛机隔开地配备,所述传送机能够将位于所述出入用堆垛机或所述保管用堆垛机的盖托盘或客户托盘临时装载并放置于所述缓冲用堆垛机,所述盖托盘是覆盖以一捆为单位的客户托盘的上侧客户托盘的托盘,其中,所述缓冲用堆垛机包括:支撑件,在形成能够收容盖托盘或客户托盘的收纳空间的同时支撑收容于所述收纳空间的盖托盘或客户托盘的侧面;以及支撑盘,支撑收容于所述收纳空间的盖托盘或客户托盘。
17.所述缓冲用堆垛机还可以包括:升降器,用于升降所述支撑盘。
18.根据本发明的第二形态的电子部件测试用分选机包括:搁置器,能够搁置固态驱动器;移动手,借由真空吸附方式夹持以卧状安置于客户托盘的固态驱动器并将所述固态驱动器移动至所述搁置器;转换器,通过旋转所述搁置器来旋转安置于所述搁置器的固态驱动器,从而转换固态驱动器的姿势;以及测试手,夹持借由所述转换器而转换姿势的固态驱动器或安置有固态驱动器的适配器并将所述固态驱动器或所述适配器电连接于测试仪,其中,所述转换器将所述搁置器旋转为使固态驱动器以在固态驱动器移动的方向上是长长的直线且将固态驱动器的端子侧的部位分成两半的虚拟线作为旋转轴进行旋转,以将固态驱动器的端子侧部位插入于测试仪的测试槽。
19.根据本发明,具有如下效果:可以自动地将大型的电子部件(诸如固态驱动器)电连接于测试仪,尤其可以处理各种规格的电子部件,从而使得用于测试电子部件的构建成本最小化。
附图说明
20.图1是用于说明电子部件与测试仪之间的电连接结构的参考图。
21.图2是针对根据本发明的一实施例的电子部件测试用分选机的示意性的平面图。
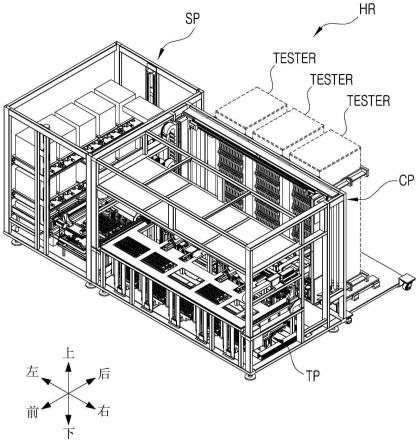
22.图3是针对图2的分选机的示意性的立体图。
23.图4是针对应用于图2的分选机的堆垛机部分的提取图。
24.图5是针对应用于图4的堆垛机部分的出入用堆垛机的提取图。
25.图6是针对图5的出入用堆垛机的分解立体图。
26.图7是用于说明应用于图5的出入用堆垛机的第一开闭器的功能的示意性的参考图。
27.图8是示出应用于图5的出入用堆垛机的收纳器的前进后退状态的示意性的参考图。
28.图9是针对应用于图5的出入用堆垛机的第一前进后退移动器的提取图。
29.图10是示出应用于图5的出入用堆垛机的收纳器的旋转的示意性的参考图。
30.图11是针对应用于图5的出入用堆垛机的第一移动器的提取图。
31.图12是用于说明应用于图11的第一移动器的旋转轴的概念图。
32.图13是针对应用于图2的分选机的保管用堆垛机的提取图。
33.图14是针对应用于图4的堆垛机部分的传送机的提取图。
34.图15是针对应用于图14的传送机的第一夹持器的提取图。
35.图16是针对应用于图14的传送机的第二夹持器的提取图。
36.图17是针对图16的第二夹持器的分解图。
37.图18是提取图16的第二夹持器的一部分的提取图。
38.图19是应用于图4的堆垛机部分的缓冲用堆垛机的提取图。
39.图20是针对应用于图19的缓冲用堆垛机的升降器的提取图。
40.图21是针对应用于图2的分选机的连接部分的提取图。
41.图22是针对位于图21的连接部分的主要部位的提取图。
42.图23是针对位于图21的主要部位的搁置器的提取图。
43.图24是针对位于图21的主要部位的搁置器的提取图。
44.图25是针对位于图21的连接部分的测试手的提取图。
45.图26是针对应用于图25的测试手的夹持构件的提取图;
46.图27是针对应用于图25的测试手的开放构件的提取图;
47.图28是针对应用于图25的测试手的连接构件的提取图;
48.图29是针对应用于图2的分选机的移送部分的示意性的立体图。
49.图30是针对应用于图29的移送部分的供应器的示意性的提取图。
50.图31是针对应用于图29的移送部分的供应用升降器的示意性的提取图。
51.图32是针对应用于图29的移送部分的移送器的示意性的提取图。
52.图33例示了作为电子部件的一种的固态驱动器的各种形态。
53.图34是用于说明固态驱动器的旋转的参考图。
54.符号说明
55.hr:电子部件测试用分选机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
sp:堆垛机部分
56.100:出入用堆垛机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200:保管用堆垛机
57.400:传送机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500:缓冲用堆垛机
58.511:支撑件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
512:支撑盘
59.513:升降器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
cp:连接部分
60.610:搁置器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
620:移动手
61.640:转换器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
650:往复移动器
62.660:测试手
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
tp:移送部分
具体实施方式
63.参照附图对根据本发明的优选的实施例进行说明,为了说明的简洁,尽量省略或缩减针对重复或实质上相同的构成的说明。
64.《针对电子部件和测试仪的电连接的说明》
65.根据本发明的分选机更适合应用于诸如固态驱动器(ssd:solid state drive)之类的电子部件的接触端子侧的部位插入于测试仪的测试槽(test slot)的方式的情形。
66.例如,如图1所示,测试仪tester中配备有测试槽s,通过在该测试槽s插入电子部件ed的端子t侧的部位而使电子部件ed与测试仪tester电连接。
67.《针对分选机的整体结构的示意性地说明》
68.图2是针对根据本发明的一实施例的分选机hr的示意性的平面图,图3是针对图2的分选机hr的示意性的立体图。
69.根据本实施例的分选机hr包括堆垛机部分sp、连接部分cp以及移送部分tp。
70.堆垛机部分sp收纳安置有电子部件ed的客户托盘ct。这种堆垛机部分sp用于从外部接收安置有需要测试的电子部件ed的客户托盘ct,或者用于将安置有完成测试的电子部件ed的客户托盘ct传送至外部。并且,堆垛机部分sp还作为保管从外部搬入或待向外部搬出的客户托盘ct的用途而使用。
71.连接部分cp从堆垛机部分sp传送来的客户托盘ct取出电子部件ed并电连接于位于后方的测试仪tester,或者将由测试仪tester完成测试的电子部件ed按照测试等级分类并安置于客户托盘ct。
72.移送部分tp在堆垛机部分sp与连接部分cp之间移送客户托盘ct。即,安置有需要测试的电子部件ed的客户托盘ct通过移送部分tp从堆垛机部分sp供应至连接部分cp,安置有完成测试的电子部件ed的客户托盘ct通过移送部分tp从连接部分cp回收至堆垛机部分sp。
73.以下将对各个部分(sp、cp、tp)按照目录分类并进行更详细的说明。
74.《针对堆垛机部分的说明》
75.如图4的示意性的提取图所示,堆垛机部分sp具有5个出入用堆垛机100、5个保管用堆垛机200、5个堆垛机300、传送机400以及2个缓冲用堆垛机500。在针对这种堆垛机部分sp的以下说明中“外侧”和“内侧”是以符号100、200以及300的堆垛机与传送机400之间的布置关系为基准而定义。即,将从传送机400朝向符号100、200以及300的堆垛机的一侧(在图2的平面图中的左侧)定义为“外侧”,将从符号100、200以及300的堆垛机朝向传送机400的一侧定义为“内侧”(在图2的平面图中的右侧)。
76.1、针对出入用堆垛机的说明
77.出入用堆垛机100均具有相同的结构,并沿水平方向(以图2的图片为基准的前后方向)并排布置有5个。
78.出入用堆垛机100用于从外部接收安置有需要测试的电子部件ed的以捆为单位的客户托盘ct,或者用于将安置有完成测试的电子部件ed的以捆为单位的客户托盘ct传送至外部。即,5个出入用堆垛机100根据控制均可以用于将客户托盘ct搬入分选机hr,或者可以用于将客户托盘ct从分选机hr搬出。为此,如图5的提取图及图6的分解立体图所示,出入用堆垛机100包括收纳器110、第一开闭器120、移动板130、基板140、第一前进后退移动器150、旋转器160以及第一移动器170。
79.收纳器110可以收纳以捆为单位的客户托盘ct。即,通过作业人员或自动化系统搬入至分选机hr或从分选机hr搬出的客户托盘ct处于多个构成为一捆的状态。并且,根据情况也可以由单独的盖托盘覆盖最上侧的客户托盘ct。因此,收纳器110需要确保第一收纳空间s1,以能够收纳从外部接收或向外部传送的以捆为单位的客户托盘ct。为此,收纳器110包括第一支撑件111o、111i及旋转板112。
80.第一支撑件111o、111i支撑客户托盘ct的四边的边角的侧面,从而防止收纳于第一收纳空间s1的客户托盘ct脱离。因此,第一支撑件111o、111i在连接它们的边缘的内侧形成能够收纳客户托盘ct的第一收纳空间s1。
81.旋转板112以可旋转的方式配置,在该旋转板112设置有将后述的第一开闭器120和第一移动器170的传送带171。显然,客户托盘ct放置于传送带171。此外,第一支撑件111o、111i被固定地设置于旋转板112。
82.第一开闭器120通过使位于分选机hr的内侧方向的第一支撑件111i进行正向旋转或反向旋转,从而第一支撑件111i能够支撑客户托盘ct的位于内侧方向的四边的边角的侧面,或者如图7的参考图所示,解除对该侧面的支撑。此时,若第一支撑件111i处于解除对客户托盘ct的位于内侧方向的四边的边角的支撑状态,则第一收纳空间s1向内侧方向开放,从而处于客户托盘ct能够向内侧方向移动的状态。
83.移动板130被配备为可朝向内外侧方向移动,并设置有将后述的旋转器160。
84.基板140被固定,移动板130可朝向内外侧方向移动地轨道结合于位于该基板的轨道r。并且,在基板140设置有将后述的第一前进后退移动器150的第二气缸153及第一移动器170的运转马达172等。
85.如参考图8的(a)及(b)的概念图所示,第一前进后退移动器150使收纳器110向分选机hr的外侧前进移动而成为图8的(a)的状态后,再次将收纳器110后退移动而恢复为如图8的(b)所示的原来的位置。根据本实施例,保管用堆垛机200位于出入用堆垛机100的上侧。因此,作业人员或自动化系统难以将客户托盘ct收纳于收纳器110或回收收纳于收纳器110的客户托盘ct。为了解决这一点,在本实施例中,通过第一前进后退移动器150使收纳器110向分选机hr的外侧前进移动,从而处于作业人员或自动化系统能够将客户托盘ct收纳于第一收纳空间s1或从第一收纳空间s1回收客户托盘ct的状态。并且,若客户托盘ct收纳于第一收纳空间s1或从第一收纳空间s1回收客户托盘ct,则第一前进后退移动器150使收纳器110向分选机hr的内侧后退,从而使收纳器110恢复到原来的位置。为此,如图9的提取图所示,第一前进后退移动器150利用第一气缸151、支撑板152、第二气缸153构成。
86.由于第一气缸151的活塞杆结合于移动板130,因此,若第一气缸151运转,则移动板130向内外侧方向进行一次移动。
87.支撑板152以能够向内外侧方向移动的方式轨道结合于基板140。在这种支撑板
152固定设置有第一气缸151。
88.第二气缸153固定设置于基板140,其活塞杆结合于支撑板152。因此,若第二气缸153运转,则支撑板152向内外侧方向移动,从而移动板130进行二次移动。
89.如上所述,应用两个气缸151、153而使移动板130能够反复移动,从而能够充分确保收纳器110的移动距离。
90.旋转器160使旋转板112以90度的角度正向旋转或逆向旋转。因此,考虑到电子部件ed与测试仪tester之间的电连接方向,即使通过以往的自动化系统供应的客户托盘ct的方向以具有相当于90度的差异的方式供应,也可以通过旋转器160的运转校正客户托盘ct的方向。例如,在以往设置的自动化系统以正确的方向供应客户托盘ct的情形下,不需要运转旋转器160。但是,如果以往设置的自动化系统以与正常的方向具有相当于90度差异的方向而供应客户托盘ct的情形下,则如参考图10的概念图所示,运转旋转器160而使收纳器110正向旋转90度之后,若客户托盘ct收纳于第一收纳空间s1,则重新逆向旋转90度,从而可以校正客户托盘ct的方向。因此,无论是任何种类的电子部件ed,都可以直接利用以往设置的自动化系统,使客户托盘ct顺利地搬入分选机hr,或者从分选机hr顺利地搬出客户托盘ct。当然,为了设置空间的最小化,优选为以旋转器160只在收纳器110向分选机hr的外部前进的情形下使其进行旋转的方式实现并控制。
91.作为参考,在本实施例中,利用气缸161、齿条162及小齿轮163等构成旋转器160,但根据实施方式,只要是能够使旋转板112旋转的结构,则能够以任何形态适当地应用。
92.第一移动器170配置为用于使收纳于收纳器110的以捆为单位的客户托盘ct向内侧方向移动而使客户托盘ct从第一收纳空间s1退出,或者使从内侧传送来的客户托盘ct向外侧方向移动而使客户托盘ct进入第一收纳空间s1。在本实施例中,如图11的提取图所示,虽然第一移动器170实现为具有传送带171,但只要是能够使以捆为单位的客户托盘ct向内外侧方向移动的结构,就无需限定于传送带结构。这种第一移动器170具有用于使传送带171运转的运转马达172、旋转轴173及动力传递器174。
93.运转马达172为传送带171的循环移动提供动力。
94.旋转轴173通过运转马达172的动力而旋转。
95.动力传递器174将旋转轴173的旋转力传递至传送带171。
96.作为参考,如图12的概念图所示,旋转轴173分为上轴173t、下轴173b、移动轴173m,结合于下轴173b的移动轴173m借由升降构件175进行升降,从而使上轴173t与移动轴173m可以彼此结合或解除结合而隔开。因此,当移动板130处于前进后退或向外侧前进的状态时,如图12的(a)中所示,移动轴173m借由升降构件175而下降,以使上轴173t和移动轴173m处于隔开的状态,从而防止旋转轴173与移动板130之间的干涉。当然,在移动板130恢复至原来的位置的状态下,尤其是当第一移动器170运转而将以捆为单位的客户托盘ct从第一收纳空间s1退出时,如图12的(b)所示,需要移动轴173m借由升降构件175而上升,以使移动轴173m结合于上轴173t,从而使运转马达172的动力经过旋转轴173及动力传递器174而传递至传送带171。作为参考,下轴173b与运转马达172连接,上轴173t齿轮啮合于动力传递器174侧。
97.接着,对出入用堆垛机100的操作进行说明。
98.首先,当通过作业人员或自动化系统以捆为单位供应客户托盘ct时,第一前进后
退移动器150运转,以使收纳器110朝向分选机hr的外侧方向前进移动。在该状态下,以捆为单位的客户托盘ct从上方朝下方下降的同时装载于第一收纳空间s1。此时,在如果客户托盘ct的方向需要校正的情形下,在客户托盘ct下降之前,预先使旋转器160运转,使收纳器110以90度角度正向旋转,若以捆为单位的客户托盘ct收纳于第一收纳空间s1,则旋转器160逆向运转,使收纳器110以-90度角度逆向旋转。
99.若以捆为单位的客户托盘ct收纳于第一收纳空间s1,则第一前进后退移动器150运转,使收纳器110朝向分选机hr的内侧方向后退移动,从而使收纳器110恢复至原来的位置。
100.另外,在要向内侧方向移动位于第一收纳空间s1的以捆为单位的客户托盘ct的情形下,第一开闭器120运转,使位于内侧的第一支撑件111i正向旋转,从而向内侧方向开放第一收纳空间s1。并且,在该状态下,第一移动器170运转,使以捆为单位的客户托盘ct向内侧方向移动,从而使以捆为单位的客户托盘ct从第一收纳空间s1向内侧方向退出。
101.2、针对保管用堆垛机的说明
102.5个保管用堆垛机200均具有相同的结构并分别位于出入用堆垛机100的下侧,其用于保管通过出入用堆垛机100从外部接收的以捆为单位的客户托盘ct,或者将需要通过出入用堆垛机100传送到外部的以捆为单位的客户托盘ct在传送至出入用堆垛机100之前进行保管等。为此,如图13的提取图所示,保管用堆垛机200具有4个第二支撑件211o、211i、第二开闭器220及第二移动器270。
103.4个支撑件211o、211i支撑客户托盘ct的四边的边角,并形成能够收纳客户托盘ct的第二收纳空间s2。
104.第二开闭器220及第二移动器270实质上分别与第一开闭器120及第一移动器170相同,因此省略其说明。
105.3、针对堆垛机300的说明
106.5个堆垛机300均具有相同的结构,并位于出入用堆垛机100的下侧。这种堆垛机300实质上具有与出入用堆垛机100或保管用堆垛机200几乎相同的结构,因此省略其详细说明。
107.堆垛机300可以应用为如下例示的多种用途。
108.例如,在盖托盘覆盖以捆为单位的客户托盘ct中的最上侧的客户托盘ct的情形下,可以将堆垛机300中的任意一个以保管盖托盘的用途而使用。
109.例如,堆垛机300可以以保管安置有被判定为不良品的数量不多的电子部件ed的客户托盘ct的用途而使用。
110.例如,堆垛机300可以以按照测试级别对良品电子部件ed进行分类并临时保管的用途而使用。
111.例如,在难以利用当前的出入用堆垛机100或保管用堆垛机200移动客户托盘ct的情形下,堆垛机300可以以暂时待机的用途而使用。
112.即,堆垛机300可以起到作为根据控制而可应用为多种用途的多用途堆垛机的功能。
113.并且,对于这种堆垛机300而言,可以优选地考虑为,其客户托盘ct的收纳容量小于出入用堆垛机100或保管用堆垛机200,以防止分选机hr的巨大化。
114.4、针对传送机的说明
115.传送机400为了负责在堆垛机部分sp进行的如下的客户托盘ct的移动而配备:在出入用堆垛机100与保管用堆垛机200之间一次性地移动以捆为单位的客户托盘ct,或者将位于出入用堆垛机100或保管用堆垛机200的以单张为单位(指一张)的客户托盘ct向移送装置ta供应等。当然,传送机400也将通过移送装置ta移送来的以单张为单位的客户托盘ct移动到堆垛机100、200、300。为此,如图14的提取图所示,传送机400包括第一夹持器410、第二夹持器420、升降器430以及水平移动器440。
116.第一夹持器410配备于第二夹持器420的上侧,可以一次性地夹持以捆为单位的客户托盘ct或解除夹持。为此,如图15的提取图所示,第一夹持器410包括第三支撑件411o、411i、第三开闭器412、第三移动器413。
117.第三支撑件411o、411i支撑以捆为单位的客户托盘ct的四边的边角的侧面,在其内部形成能够收纳以捆为单位的客户托盘ct的收纳空间s3。这种第三支撑件411o、411i结合设置于结合板jp的上表面。
118.第三开闭器412使位于外侧方向的第三支撑件411o旋转,以使向内侧或外侧水平移动的以捆为单位的客户托盘ct能够进入收纳空间s3或从收纳空间s3退出。即,根据借由第三开闭器412的操作的第三支撑件411o的旋转状态而向外侧开放或封闭收纳空间s3。
119.第三移动器413被配备为用于使进入收纳空间s3或从收纳空间s3退出的以捆为单位的客户托盘ct进行水平移动,并且在本实施例中以与第一移动器170相同的方式实现为包括传送带413a。
120.第二夹持器420配备于第一夹持器410的下侧。即,第一夹持器410和第二夹持器420沿垂直方向对齐布置,并且彼此之间夹设结合板jp而结合。即,第一夹持器410也设置于结合板jp,第二夹持器420也设置于结合板jp。
121.第二夹持器420可以夹持以单张为单位的客户托盘ct或解除夹持。为此,如图16的提取图、图17的分解立体图以及图18的部分提取图所示,第二夹持器420包括第一前进后退移动板421、第二前进后退移动板422、一对夹持杆423、一对间距调整源424、第二前进后退移动器425。
122.第一前进后退移动板421以能够向内外侧方向前进后退移动的方式与结合板jp轨道结合。
123.第二前进后退移动板422以能够向内外侧方向前进后退移动的方式与第一前进后退移动板421轨道结合。
124.一对夹持杆423以在图中的前后方向上相互对向的方式设置于第二前进后退移动板422,并具有用于夹持以单张为单位的客户托盘ct的夹持钩gh。
125.一对间距调整源424提供用于缩小或扩大一对夹持杆423之间的间距的动力。因此,根据一对间距调整源424的运转状态,一对夹持杆423处于夹持客户托盘ct的状态或解除该夹持的状态。
126.第二前进后退移动器425提供使第一前进后退移动板421及第二前进后退移动板422可向内外侧方向前进后退移动的前进后退移动力。这种第二前进后退移动器425具有双传送带结构,并且包括驱动马达425a、第一传送带425b、第二传送带425c。
127.驱动马达425a提供使第一传送带425b及第二传送带425c循环旋转的动力。
128.第一传送带425b设置于结合板jp。并且,在第一传送带425b结合有第一前进后退移动板421,从而第一前进后退移动板421借由第一传送带425b的循环旋转而向内外侧方向进行直线移动。
129.第二传送带425c设置于第一前进后退移动板421。并且,在第二传送带425c的一侧地点p1结合有第二前进后退移动板422,在另一侧地点p2夹设结合部件je而与结合板jp结合。在此,为了排除结合部件je与第一前进后退移动板421之间的干涉,在第一前进后退移动板421沿内外侧方向较长地形成有能够使结合部件je通过的通孔th。
130.作为参考,可以优选地考虑为:在第二夹持器420配备借由诸如弹簧之类的弹性部件e而被弹性支撑的加压板pp来实现对夹持的客户托盘ct的上表面进行弹性加压,以用于稳定地夹持客户托盘ct。当然,弹性部件e设置于加压板pp与第二前进后退移动板422之间。此外,在本实施例中,配备有第一前进后退移动板421和第二前进后退移动板422,以充分确保夹持杆423的移动距离,并且应用了双重传送带425b、425c,但也可以充分考虑到实现为只配备设置夹持杆423的一个前进后退移动板,并且第二前进后退移动器425仅使一个前进后退移动板向内外侧方向前进后退移动。
131.升降器430使相互结合的第一夹持器410及第二夹持器420沿垂直方向一同移动。
132.水平移动器440通过使升降器430沿水平方向移动,最终使结合于升降器430的第一夹持器410和第二夹持器420沿水平方向一起移动。在此,水平方向是指与以捆为单位的客户托盘ct朝向内侧或外侧移动的方向垂直的水平线方向(在图2的图中为前后方向)。
133.接着,以从保管用堆垛机200夹持以单张为单位的客户托盘ct为例,对第二夹持器420的运转进行说明。
134.运转升降器430及水平移动器440,使第二夹持器420位于与需要作业的保管用堆垛机200对应的位置。然后,运转第二前进后退移动器425,使第二前进后退移动板422进入保管用堆垛机200的第二收纳空间s2。由此,一对夹持杆423将位于最上侧的客户托盘ct的前后侧,随后运转间距调整源424来缩小一对夹持杆423之间的间距,从而夹持客户托盘ct。此时,夹持钩gh进入上侧客户托盘ct与其下侧客户托盘ct之间的缝隙。并且,升降器430稍微抬起第二夹持器420,使被第二夹持器420夹持的上侧客户托盘ct与下侧客户托盘ct完全隔开,以使其彼此之间不发生干涉之后,逆向运转第二前进后退移动器425,从而使第二前进后退移动板420从第二收纳空间s2退出。通过如上操作,传送机400可以使以单张为单位的客户托盘ct从保管用堆垛机200取出。当然,借由其相反的操作,传送机400也可以使以单张为单位的客户托盘ct向保管用堆垛机200移动。
135.即,如上所述的本实施例的传送机400可以使用第一夹持器410使以捆为单位的客户托盘ct一次性移动,也可以使用第二夹持器420仅使以单张为单位的一张客户托盘ct移动。因此,可以使搬移以捆为单位的客户托盘ct的作业或搬移以单张为单位的客户托盘ct的作业不发生干扰,从而可以防止分选机hr的过度巨大。
136.5、针对缓冲用堆垛机的说明
137.2个缓冲用堆垛机500为了使客户托盘ct的物流流程迅速且顺畅地进行而配备为朝向出入用堆垛机100、保管用堆垛机200以及堆垛机300的内侧隔开,在本实施例中,配备于第二夹持器420的下方。
138.如图19的提取图所示,缓冲用堆垛机500配备有4个第四支撑件511、支撑盘512、升
降器513、设置板514以及4个引导件515。
139.第四支撑件511在形成能够收容盖托盘的第四收纳空间s4的同时支撑收容于第四收纳空间s4的盖托盘的四边的边角侧面。
140.支撑盘512支撑收容于第四收纳空间s4的盖托盘。
141.升降器513使支撑盘512升降,如图20的提取图所示,包括升降马达513a、传输带513b、升降轴513c以及旋转部件513d。
142.升降马达513a产生用于使升降轴513c升降的动力。
143.传输带513b将借由升降马达513a产生的升降旋转力传输至旋转部件513d。
144.升降轴513c为沿上下方向的长棒形态,最终可升降地结合于设置板514侧。
145.旋转部件513d可旋转地结合于设置板514。并且,升降轴513c和旋转部件513d以螺栓和螺母结合方式结合,如果旋转部件513d借由升降马达513a的运转而进行旋转,则实现为使旋转被禁止的升降轴513c升降。
146.设置板514是为了设置支撑件511、升降马达513a、升降轴513c及旋转部件513d而设置的。
147.引导件515引导支撑盘512和结合于支撑盘512的升降轴513c的升降移动,并禁止支撑盘512和升降轴513c的旋转。
148.作为参考,在本实施例中,预计在缓冲用堆垛机500装载盖托盘,但根据实施例,专用于临时装载客户托盘ct的用途也是完全可能的。
149.此外,在本实施例中,为了支撑盘512的升降而配备升降马达513a,但根据实施,也可以用升降气缸代替。然而,若盖托盘堆积于支撑盘512,则需要调节支撑盘512的升降高度,因此相比于升降气缸,可以更适当地考虑可调节升降高度的升降马达513a。
150.接下来针对缓冲用堆垛机500的用途进行说明。
151.如果欲要使位于出入用堆垛机100或保管用堆垛机200的以捆为单位的客户托盘ct以单张为单位向连接部分cp移动,则需要先去除位于最上侧的盖托盘。但是,如果去除过程的时间长,则客户托盘ct的移动物流会相应地被延迟。因此,采取先使用传送机400将盖托盘移动到缓冲用堆垛机500,然后将客户托盘ct移动到移送部分tp的方式。当然,位于缓冲用堆垛机500的盖托盘可以在传送机400的休止期间向保管用堆垛机300转移。
152.更进一步地,可以实现为通过移送部分tp从连接部分cp移送来的客户托盘ct也可以在物流流程上经过缓冲用堆垛机500。
153.优选地,如上所述的缓冲用堆垛机500在最左侧部位配备于沿上下方向配备于一层至三层的保管用堆垛机200、出入用堆垛机100、堆垛机300的右侧(内侧)一部分区域的同时,配备于第二夹持器420的移动路径上的下方区域。其理由为在迅速地临时保管盖托盘及被推进来的客户托盘ct时将缓冲用堆垛机500配备于最近的位置。
154.《针对连接部分的说明》
155.如图21的概念性的平面图及图22的针对主要部位i的提取图所示,连接部分cp包括搁置器610、移动手620、开放器630、转换器640、往复移动器650以及测试手660。
156.搁置器610用于搁置电子部件ed,参照如图23的提取图(a)部分及(b)部分所示,搁置器610包括一对固定部件611、驱动源612以及一对传递构件613。
157.一对固定部件611可以通过在左右方向上扩大或缩小间距来固定电子部件ed或解
除该固定。即,固定部件611在导轨gr的引导下沿左右方向直线移动,如果固定部件611之间的间距扩大,则电子部件ed或安置有电子部件ed的适配器ad处于能够搁置到搁置器610或能够从搁置器610脱离的状态,如果固定部件611之间的间距缩小,则电子部件ed处于固定安置于搁置器610的状态。
158.驱动源612供应用于调整一对固定部件611之间的间距的驱动力,在本实施例中配备为气缸。
159.传递构件613将借由驱动源612施加的驱动力传递至一对固定部件611。在本实施例中,虽然采用在传递构件613旋转的同时将作为气缸的驱动源612的前进后退力转换为固定部件611的左右移动力来传递的结构,但根据实施能够进行多种变形。
160.移动手620借由移送部分tp从堆垛机部分sp移送来的客户托盘ct移动需要测试的电子部件ed并将该电子部件ed搁置于搁置器610,或者将搁置于搁置器610的完成测试的电子部件ed移动至客户托盘ct。这种移动手620通过真空吸附来夹持卧状的电子部件ed,此时通过配备多个吸附构件而实现为由一个以上的吸附构件来选择性地吸附,从而可以实现为吸附夹持多种尺寸的所有电子部件ed(参照韩国申请号10-2020-0019380号)。
161.开放器630在为了将电子部件ed搁置于搁置器610而应用如图24所示的适配器ad时使用。在此,适配器ad是用于处理具有难以直接搁置于搁置器610的尺寸的相对小型的电子部件ed的搬运器(参照韩国申请号10-2021-0017446号)。即,开放器630推动位于第一作业区域w1的适配器ad的操作部件oe而开放适配器ad,从而使移动手620能够在适配器ad装载或卸载电子部件ed。这种开放器630可以利用推动件631和进退源632构成,其中,所述推动件631用于推动操作部件oe,所述操作部件oe用于被操作为开放适配器ad,所述进退源632用于使推动件631进退。
162.转换器640通过旋转搁置器610,最终转换搁置于搁置器610的电子部件ed的姿势。即,电子部件ed的姿势可以通过转换器640从卧状转换为立状,或者从立状转换为卧状。姿势借由这种转换器640而从卧状转换为立状的电子部件ed处于其接触端子t侧的部位能够合适地插入到测试槽s的状态,姿势从立状转换为卧状的电子部件ed处于能够借由移动手620而被适当地吸附夹持的状态。当然,在电子部件ed处于卧状的状态下与测试仪tester电连接的情况下(例如,在测试槽沿水平方向较长地形成的情况下),转换器640可以不执行其作用,或者也可以省略转换器640的结构。
163.往复移动器650使搁置器610在移动手620作业的第一作业区域w1与测试手660作业的第二作业区域w2之间移动。由于搁置器610借由这种往复移动器650往返于第一作业区域w1和第二作业区域w2,因此可以使第一作业区域w1和第二作业区域w2分离而排除移动手620和测试手660之间的干扰。
164.测试手660夹持搁置于第二作业区域w2的搁置器610的电子部件ed后使该电子部件ed移动,并将电子部件ed的接触端子t侧的部位插入测试槽s,如果对电子部件ed的测试结束,则从测试槽s取出电子部件ed后,将结束测试的电子部件ed重新搁置于搁置器610。当然,在应用适配器ad的情况下,测试手660移动夹持电子部件ed的适配器ad。为此,如图25的提取图所示,测试手660包括夹持构件661、水平移动构件662a、662b、垂直移动构件663、开放构件664以及连接构件665。
165.夹持构件661为了夹持电子部件ed或适配器ad或者解除该夹持而配备,为此,如参
照图26的提取图所示,夹持构件661具有一对夹持部件661a-1、661a-2,所述夹持部件661a-1、661a-2相互之间的间距借由驱动源661b的驱动力而被扩大或缩小,从而能够夹持电子部件ed或适配器ad或者解除该夹持。
166.水平移动构件662a、662b通过沿水平方向的左右方向以及前后方向移动夹持构件661,从而能够使电子部件ed向多个测试槽s中当前空着的测试槽s侧移动。
167.垂直移动构件663在垂直方向上移动夹持构件661,从而使夹持构件661能够夹持处于夹持位置的电子部件ed或适配器ad,或者能够将夹持的电子部件ed或适配器ad上升至测试所需的高度,并且也能够进行与之相反的运转。
168.在应用适配器ad的情况下,开放构件664在电子部件ed能够保持在适配器ad的程度的限度内稍微开放适配器ad。为此,如图27的提取图所示,开放构件664具有可以通过驱动源664b而前进后退的推动件664a。此处,推动件664a在夹持构件661夹持适配器ad的状态下稍微推动操作部件oe而开放适配器ad,从而使得电子部件ed处于在保持于适配器ad的状态下能够向后方移动的状态。即,配备于测试手660的开放构件664仅按电子部件ed以不脱离于适配器ad的状态能够向后方移动的程度开放适配器ad。因此,电子部件ed可以在仍然被装载于适配器ad的状态下向后方移动。
169.如图28的提取图所示,连接构件665的通过运行源665b进退的推动件665a向后方推动电子部件ed,以使电子部件ed的接触端子t侧的部位能够插入于测试槽s。
170.作为参考,在本实施例中,测试手660构成为夹持姿势借由转换器640从卧状转换为立状的电子部件ed或适配器ad,但根据测试槽s的形态,测试手660也可以实现为可以夹持卧状的电子部件ed或适配器ad。
171.《针对移送部分的说明》
172.图29是移送部分tp的示意性的立体图。
173.移送部分tp大致位于连接部分cp的前侧下方,并且配备为搭在堆垛机部分sp以及连接部分cp。移送部分tp从堆垛机部分sp的传送机400接收装载有需要测试的电子部件ed的客户托盘ct,并将客户托盘ct移动至移动手620可夹持电子部件ed的供应位置fp(参照图21),并且将装载有完成测试的电子部件ed的客户托盘ct从回收位置rp(参照图21)返回到堆垛机部分sp。为此,移送部分tp配备有供应器710、回收器720、5个供应用升降器731、3个回收用升降器732及移送器740。在这些结构中,供应器710和回收器720位于堆垛机部分sp侧,升降器731、732和移送器740位于连接部分cp侧。
174.供应器710为了向移送器740供应从传送机400接收的装载有需要测试的电子部件ed的客户托盘ct而配备。参照如图30的提取图所示,这种供应器710配备有能够装载客户托盘ct的移动板711,由于移动板711设置成能够往返于传送机400运行的区域(堆垛机部分侧)和移送器740运行的区域(连接部分侧),因此能够将从传送机400接收的客户托盘ct供应至移送器740。
175.回收器720为了回收从移送器740接收的装载有测试结束的电子部件ed的客户托盘ct并将该客户托盘ct传送至传送机400而配备。同样地,回收器720也具有与供应器710相同的结构,从而能够将从移送器740接收的客户托盘ct传送到传送机400。
176.供应线侧5个供应用升降器731分别参照如图31的提取图所示,具有可放置客户托盘ct的供应用升降板731a。并且,供应用升降板731a借由升降源731b升降。因此,借由移送
器740,放置于供应用升降板731a的客户托盘ct可以上升至移动手620能够夹持位于客户托盘ct的电子部件ed的高度。并且,如果上升的客户托盘ct被配备于连接部分cp的固定器(未图示)固定,则供应用升降板731a重新下降,因此供应用升降板731a可以成为不妨碍移送器740的作业的状态。
177.如果通过移动手620的作业而完成测试的电子部件ed被全部装载到客户托盘ct,则回收用升降器732使客户托盘ct下降,从而使移送器740能够将客户托盘ct移动至回收器720。这种回收用升降器732也具有回收用升降板732a,其结构与供应用升降器731相同。
178.移送器740将装载有需要测试的电子部件ed的客户托盘ct从供应器710移动至供应用升降器731,并将装载有完成测试的电子部件ed的客户托盘ct从回收用升降器732移动至回收器720。此外,移送器740起到如下作用:如果放置在供应用升降板731a的客户托盘ct被清空,则移送器740将该清空的客户托盘ct移动至回收用升降板732a,从而使完成测试的电子部件ed能够装载于客户托盘ct。如此的移送器740如图32的提取图所示,具有用于夹持客户托盘ct或解除该夹持的一对夹持杆741a、741b。当然,夹持杆741a、741b可以在左右方向、前后方向、垂直方向上移动。
179.以下,针对盖托盘、客户托盘ct、在连接部分cp形成的电子部件ed的移送流程进行说明。
180.《针对盖托盘的移送流程的说明》
181.通过出入用堆垛机100,盖托盘与以捆为单位的客户托盘ct一起搬入至分选机hr。根据分选机hr的负荷程度,客户托盘ct可以经过保管用堆垛机200或不经过保管用堆垛机200,因此盖托盘也可以经过保管用堆垛机200或不经过保管用堆叠件200。
182.1、不经过保管用堆垛机的情况
183.传送机400使用第二夹持器420从位于出入用堆垛机100的以捆为单位的客户托盘ct夹持盖托盘之后,将盖托盘转移至缓冲用堆垛机500。之后,在传送机400的休止期间,传送机400将位于缓冲用堆垛机500的盖托盘转移至堆垛机300,位于堆垛机300的盖托盘残留在堆垛机300或从分选机hr搬出。当然,考虑到缓冲用堆垛机500的当前容纳量,可以将盖托盘继续残留在缓冲用堆垛机500。
184.2、经过保管用堆垛机的情况
185.传送机400使用第一夹持器410将位于出入用堆垛机100的被盖托盘覆盖的以捆为单位的客户托盘ct转移至保管用堆垛机200。此时,盖托盘也一同从出入用堆垛机100转移至保管用堆垛机200。然后,传送机400使用第二夹持器420从位于保管用堆垛机200的以捆为单位的客户托盘ct夹持盖托盘之后将该盖托盘转移至缓冲用堆垛机500,之后在传送机400的休止期间,将位于缓冲用堆垛机500的盖托盘移动至堆垛机300。此外,位于堆垛机300的盖托盘残留在堆垛机300或从分选机hr搬出。与此相同的,也可以使盖托盘继续残留在缓冲用堆垛机500。
186.作为参考,当之后完成测试的客户托盘ct以捆为单位依次经过保管用堆垛机200以及出入用堆垛机100而从分选机hr搬出时,执行传送机400用位于堆垛机300或缓冲用堆垛机500的盖托盘覆盖以捆为单位装载的客户托盘ct的上侧的作业。并且,将如此被盖托盘覆盖的以捆为单位的客户托盘ct从分选机hr搬出。
187.《针对客户托盘的基本移送流程的说明》
188.1、不经过保管用堆垛机的情况
189.以捆为单位的客户托盘ct通过出入用堆垛机100搬入至分选机hr。在存在盖托盘的情况下,传送机400先利用第二夹持器420将盖托盘移动至缓冲用堆垛机500。然后,传送机400利用第二夹持器420在位于出入用堆垛机100的客户托盘ct中从位于最上侧的客户托盘ct开始以单张为单位一张一张地取出客户托盘ct并供应到移送部分tp的供应器710。并且,供应器710的客户托盘ct借由供应器710和移送器740的运行移动至供应位置fp,并且借由供应用升降器731而上升。之后,在客户托盘ct被位于连接部分cp的固定器固定的状态下,借由移动手620而清空所装载的电子部件ed。据此,电子部件ed全部被清空的客户托盘ct在通过供应用升降器731下降后,通过移送器740被移动到回收位置rp,然后在通过回收用升降器732上升的状态下被固定器固定。然后,移动手620执行将完成测试的电子部件ed装载至位于回收位置rp的空的客户托盘ct的作业,并且装填有完成测试的电子部件ed的客户托盘ct通过回收升降器732下降,然后借由移送器740和回收器720移动至堆垛机部分sp。接着,传送机400使客户托盘ct从回收器720向出入用堆垛机100移动,如果客户托盘ct以捆为单位装填至出入用堆垛机100,则被盖托盘覆盖后从分选机hr以捆为单位搬出。
190.2、经过保管用堆垛机的情况
191.如果以捆为单位的客户托盘ct通过出入用堆垛机100而搬入到分选机hr,则传送机400利用第一夹持器410将以捆为单位的客户托盘ct从出入用堆垛机100移动至保管用堆垛机200,以清空出入用堆垛机100。因此,出入用堆垛机100能够收纳相继供应的搬入货量。
192.另外,在需要将位于保管用堆垛机200的客户托盘ct供应至连接部分cp的情形下,传送机400利用第二夹持器420将以单张为单位的客户托盘ct供应至移送部分tp。当然,如果在此情况下也存在盖托盘,则传送机400先利用第二夹持器420将盖托盘移动至缓冲用堆垛机500。
193.并且,客户托盘ct以与上述说明的流程相同的流程移动到供应位置fp后,再次经过回收位置rp回收到回收器720。与此同样地,借由回收器720回收的客户托盘ct借由传送器400移动至保管用堆垛机200,如果客户托盘ct以捆为单位装填至保管用堆垛机200,则用盖托盘覆盖后移动至出入用堆垛机100,然后从分选机hr搬出。
194.《在连接部分进行的电子部件的移送流程》
195.在堆垛机部分sp及移送部分tp进行的电子部件ed的移动与前面说明的客户托盘ct的移动一同进行。
196.另外,位于供应位置fp的需要测试的电子部件ed借由移动手620移动而搁置到位于第一作业区域w1的搁置器610。然后,往复移动器650使搁置器610移动至后方的第二作业区域w2,从而电子部件ed也移动至第二作业区域w2。然后,通过转换器640旋转搁置器610,从而使搁置于搁置器610的电子部件ed的姿势从卧状转换为立状。
197.并且,姿势转换为立状的电子部件ed被测试手660夹持后电连接于测试仪tester,完成测试的电子部件ed被测试手660从测试仪tester回收之后搁置于搁置器610。接着,转换器640使搁置器610逆向旋转,使得立状的电子部件ed变成卧状,并且移动手620将完成测试的卧状的电子部件ed从搁置器610移动至位于回收位置rp的客户托盘ct。
198.《参考事项》
199.1、堆垛机的数量
200.在本实施例中,出入用堆垛机100、保管用堆垛机200、堆垛机300均配备为5个,但根据分选机hr的处理容量,可以分别配备为1个以上。并且,也可以在出入用堆垛机100的上侧以多层配备保管用堆垛机200,以提高处理容量。
201.2、针对客户托盘的流程的补充说明
202.上述客户托盘ct的流程仅说明了最基本的流程。
203.因此,即使在搬入至分选机hr的客户托盘ct被供应至连接部分cp的路径上不使用保管用堆垛机200,也可以在搬出客户托盘ct的路径上使用保管用堆垛机200。
204.与此相同地,即使在搬入至分选机hr的客户托盘ct被供应至连接部分cp的路径上使用了保管用堆垛机200,也可以在搬出客户托盘ct的路径上不使用保管用堆垛机200。
205.即,根据本发明,通过与出入用堆垛机100独立地设置保管用堆垛机200和堆垛机300,从而能够以非常多样的组合实现客户托盘ct的流程,并且能够以相应的程度提高效率性。
206.3、针对堆垛机的补充说明
207.根据现有的一般分选机技术,被分为搬入客户托盘ct的堆垛机和搬出客户托盘ct的堆垛机(例如,分为装载用堆垛机和卸载用堆垛机),且其布置位置是固定的。
208.然而,根据本发明,仅分为出入用堆垛机100和保管用堆垛机200。并且,根据当时的情况,出入用堆垛机100可以作为用于将客户托盘ct搬入到分选机hr的搬入用而使用或作为从分选机hr搬出客户托盘ct的搬出用而使用。即,出入用堆垛机100可以对应于当前状况而选择性地用于搬入用或搬出用。因此,客户托盘ct的移送作业的效率性将大幅提高。
209.当然,对于保管用堆垛机200而言,也可以应对当前情况而选择性地使用。
210.4、以捆为单元的客户托盘的识别
211.当传送机400将以捆为单位的客户托盘ct从出入用堆垛机100向保管用堆垛机200移送时,能够实现为识别以捆为单位的客户托盘ct的识别码(例如,条形码)。如此,由于通过识别以捆为单位的客户托盘ct能够按捆为单位管理客户托盘ct,从而可以优选被考虑。
212.5、以单张为单位的客户托盘的识别及确认电子部件的安置状态
213.当以单张为单位的客户托盘ct借由移送部分tp从堆垛机部分sp向连接部分cp移动时,通过识别每个客户托盘ct所具有的识别码(例如,条形码)而可以实现按每个客户托盘ct管理电子部件ed。
214.此外,优选地实现为,当以单张为单位的客户托盘ct借由移送部分tp从堆垛机部分sp向连接部分cp移动时,利用摄像头确认电子部件ed的安置状态。
215.如此,实现为当以单张为单位的客户托盘ct借由移送部分tp移动时,能够识别客户托盘ct及确认电子部件ed的安置状态,从而仅通过最少数量的识别装置及确认装置就能够进行客户托盘ct的识别作业及确认电子部件ed的安置状态的作业,从而能够降低生产成本。
216.6、处理容量的扩张
217.根据本发明的分选机hr能够通过在连接部分cp及移送部分tp的右侧结合另一连接部分cp和移送部分tp来扩张处理容量,并且处理容量的扩张可以实现与堆垛机部分sp的收纳容量一样多。
218.7、针对处理的电子部件的事项
219.在本发明中,作为大型电子部件ed的示例举了固态驱动器,但根据本发明的分选机并不限于处理固态驱动器。
220.8、固态驱动器的种类
221.图33示出了作为电子部件的一种的固态驱动器的各种形态。
222.即,固态驱动器根据所要应用的成品的功能或规格等,其尺寸可以多样。因此,大尺寸的固态驱动器可以直接搁置于搁置器610,但是较小尺寸的固态驱动器不能直接搁置于搁置器610。因此,需要应用适配器ad用于将小尺寸的固态驱动器搁置于搁置器610。
223.9、电子部件的旋转方向
224.由于位于测试仪tester的测试槽s沿上下方向较长地形成,因此在作为电子部件ed的固态驱动器处于卧状状态下,固态驱动器的端子t侧的部位无法插入至测试槽s。即,如图34的(a)所示,这是由于卧状的固态驱动器的端子t侧的部位的端子t沿左右方向长长地排列。因此,在本实施例中,通过使卧状的固态驱动器旋转而转换为立状,从而使端子t成为能够沿上下方向长长地排列的姿势。通过这种姿势转换,可将固态驱动器的端子t侧部的位插入至测试槽s。
225.因此,根据本实施例,移动手620以真空吸附方式从客户托盘ct夹持卧状的固态驱动器,并将其移动至搁置器610,并且通过转换器640使搁置器610旋转90度,从而将以卧状搁置于搁置器610的固态驱动器转换为立状。并且,测试手660夹持立状的固态驱动器(或安置有固态驱动器的适配器)的两端,然后将其电连接于测试仪。
226.此处,借由转换器640的固态驱动器的旋转应向端子t侧的部位能够插入测试槽s的方向进行。对此参照图34的(a)和(b)进行更详细地说明。
227.在图34的(a)中,作为电子部件ed的固态驱动器处于卧状状态。即,宽面面向上方或下方,在后方沿左右方向形成有长长的端子t。
228.在图34的(a)的状态下,通过将在前后方向(将固态驱动器的端子侧部位插入测试槽的固定驱动器所移动的方向)上为长长的直线且将端子t侧的部位分成两半的虚拟线作为旋转轴rs旋转固态驱动器90度,从而转换为如图34的(b)所示的固态驱动器的宽面面向左右方向的立状。
229.10、针对适配器的补充说明
230.根据电子部件ed的种类,适配器ad可以具有各种安置结构。
231.例如,图23的适配器ad被应用于搁置固态驱动器的种类中诸如u.2之类的大型的固态驱动器。并且,图24的适配器ad被用于搁置固态驱动器的种类中诸如m.2之类的相对小尺寸的固态驱动器。此时,在u.2的情况下,借由测试手660直接移动,并且在m.2的情况下,以安置于适配器ad的状态借由测试手660移动。
232.如上所述,通过参照附图的实施例对本发明进行了具体说明,但上述实施例仅对本发明的优选示例进行了说明,因此,本发明不应被理解为局限于所述实施例,本发明的权利范围应被理解为权利要求书中的范围及其等同概念。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1