一种化工副产铁泥的综合回收利用工艺
1.本发明属于固废综合利用领域,具体涉及一种化工副产铁泥的综合回收利用工艺。
背景技术:
2.化工副产铁泥是染料中间体生产时用作还原剂的铁粉被氧化后的产物。化工副产铁泥主要成分为铁氧化物,主要以fe3o4形式存在,同时,可能混杂有fe2o3、feo,以及少量未反应的铁屑,铁含量较高。最早采用较多的处置方法是堆存和填埋。由于铁泥粒度较细,并含有有毒物质,长期堆放不仅占用土地,还会引起空气和地下水污染。
3.我国自20世纪80年代开始展开铁泥的利用研究,回收铁泥并用于钢铁冶炼。随后,在铁泥的资源化利用研究中,新的方法和高附加值的精细化工产品不断被开发,并深入到污水处理等环保领域和新材料领域。
4.高纯铁精矿是一种很有发展潜力的新型功能材料,是铁基矿物新材料的重要的原料来源;主要用于粉末冶金、生产金属化球团和磁性材料,还可用于化工、环保、食品保鲜和污水处理等领域。高纯铁精矿一般泛指铁品位高于71%、二氧化硅含量小于2%的铁精矿。现阶段,高纯磁铁精矿的获得一般是天然铁矿石通过预先选矿富集得到铁精矿,再经过进一步除杂得到高纯磁铁精矿,但是天然铁矿石成本较高。
技术实现要素:
5.本发明的目的在于克服上述技术不足,提供一种化工副产铁泥的综合回收利用工艺,解决现有技术中化工副产铁泥难以有效回收利用同时天然铁矿石作为原料成本高的技术问题。
6.为达到上述技术目的,本发明综合回收利用工艺的技术方案是:
7.包括如下步骤:
8.(1)将铁泥进行水洗得到水洗粗精矿和水洗尾矿,水洗粗精矿进行磁选,得到磁选精矿a和第一磁选尾矿;
9.(2)将第一磁选尾矿进行还原焙烧,得到焙烧矿,将焙烧矿磨矿后进行磁选,得到磁选精矿b和第二磁选尾矿;
10.(3)将磁选精矿a和磁选精矿b合并后磨矿并磁选,得到磁选精矿c和第三磁选尾矿;对磁选精矿c进行反浮选除杂,得到含有磁铁精矿的反浮选精矿和反浮选尾矿;第二磁选尾矿和第三磁选尾矿合并作为水泥生产用含铁原料。
11.进一步地,所述步骤(1)中,进行1~2次水洗,水洗粗精矿进行1~2次磁选分选流程。
12.进一步地,所述步骤(1)中,磁选的磁场强度为50~200ka/m。
13.进一步地,所述步骤(2)中,还原焙烧的条件为:焙烧温度750℃~950℃,焙烧时间70~150min,矿煤比8~13。
14.进一步地,所述步骤(2)中,焙烧矿磨矿细度控制在-0.074mm占比75~90%,磁选磁场强度为50~200ka/m。
15.进一步地,所述步骤(3)中,磨矿细度控制在-0.037mm占比75~85%,磁选磁场强度为50~200ka/m。
16.进一步地,反浮选包括一次粗选、两至三次的精选。
17.进一步地,反浮选工艺参数为:反浮选时采用碳酸钠控制ph在7~10;抑制剂淀粉的用量为100~300g/t;捕收剂为十二烷基三甲基溴化铵和脂肪醇的混合物,用量为30~200g/t。
18.进一步地,十二烷基三甲基溴化铵和脂肪醇的质量比为(5~6):(5~4)。
19.进一步地,铁泥中tfe含量为60~61%;得到的反浮选精矿为tfe含量71.49~71.82%的高纯磁铁精矿,反浮选尾矿为tfe含量61.57~64.25%的普通磁铁精矿。
20.与现有技术相比,本发明的有益效果包括:
21.1.本发明采用磁选-焙烧-浮选联合工艺,利用化工副产铁泥磁铁矿含量高的特点,采用磁选回收铁泥中原有磁铁矿,利用还原焙烧将磁选尾矿中的赤铁矿还原成磁铁矿,再用磁选法回收焙烧矿中磁铁矿,所得磁选精矿通过磨矿、再磁选和反浮选除杂,所得反浮精矿和反浮尾矿均含有磁铁精矿,且总回收率高(磁铁精矿总回收率在83%以上);磁选尾矿作为水泥生产用含铁原料。本发明工艺流程简便,实用性强,适用于工业生产。
22.2.本发明通过常用的选矿方法处理化工副产铁泥,最终得到高纯磁铁精矿和普通磁铁精矿,有效降低采用天然铁矿石作为高纯磁铁精矿原料的成本,选矿尾矿可以作为水泥厂生产用含铁原料使用。通过本发明,可以实现对铁泥的综合回收利用,提高铁泥利用整体经济效益,并对环境保护具有现实意义。
附图说明
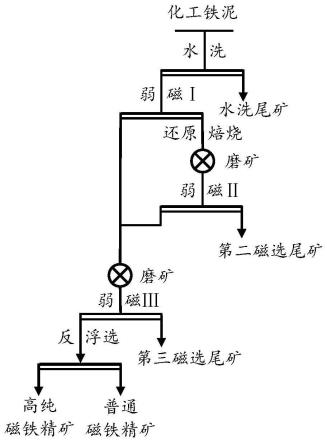
23.图1是本发明中化工副产铁泥综合利用工艺流程图。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
25.本发明提供了一种化工副产铁泥的综合回收利用工艺,通过磁选,还原焙烧和浮选能够得到高纯磁铁精矿和普通磁铁精矿,磁选尾矿作为水泥生产用含铁原料,实现了资源的综合回收利用,提高整体的经济效益,兼具环保效益。
26.本发明综合回收工艺流程参见图1,本发明充分利用化工铁泥组成成分之间的物理和表面物理化学性质差异,具体分选化工副产铁泥并综合回收利用工艺的步骤包括:
27.1)将化工副产铁泥进行水洗,得到水洗粗精矿和水洗尾矿,水洗粗精矿经弱磁磁选ⅰ,得到磁选精矿a和第一磁选尾矿;其中,化工副产铁泥tfe(全铁)品位为60%及以上,进行1~2次水洗,水洗粗精矿进行1~2次弱磁选分选流程;弱磁选磁场强度为50~200ka/m;
28.2)将步骤1)得到的第一磁选尾矿进行还原焙烧,还原焙烧温度为700~950℃,焙烧时间70~150min,矿煤比8~13,其中,所用煤为煤粉;将其中的赤铁矿还原为磁铁矿,将
焙烧矿磨矿后弱磁选ⅱ,得到磁选精矿b和第二磁选尾矿;焙烧矿磨矿细度控制在-0.074mm占比75~90%;弱磁选磁场强度为50~200ka/m;
29.3)将步骤1)和步骤2)得到的磁选精矿a和磁选精矿b合并后磨矿并磁选ⅲ,得到磁选精矿c和第三磁选尾矿,然后磁选精矿c采用反浮选除杂,得到的反浮选精矿为高纯磁铁精矿,反浮选尾矿为普通磁铁精矿;磨矿细度控制在-0.037mm占比75~85%,弱磁选磁场强度为50~200ka/m;所述高纯磁铁精矿中,tfe含量为71%以上,所述普通磁铁精矿中,tfe含量为61.5%以上。
30.4)步骤2)和步骤3)得到的磁选尾矿(第二磁选尾矿和第三磁选尾矿)合并作为水泥生产用含铁原料;即完成化工副产铁泥的综合回收利用。
31.按上述方案,所述步骤3)中,通过一次粗选、两至三次精选的反浮选流程除杂,泡沫产品为普通磁铁精矿,槽内产品为高纯磁铁精矿。磁选精矿反浮选工艺参数为:反浮选时采用碳酸钠控制ph在7~10;抑制剂淀粉的用量为100~300g/t;捕收剂为十二烷基三甲基溴化铵和脂肪醇以任意比例复配而成,优选质量比为(5~6):(5~4),用量为30~200g/t,脂肪醇为5-9个碳原子的直链或带支链脂肪醇,优选为仲辛醇;本发明中抑制剂和捕收剂用量均是相对磁选精矿c而言的。
32.下面通过具体的实施例对本发明做进一步详细说明。其中:
33.所选用的化工副产铁泥来自湖北某地,是有机中间体生产过程中将硝基还原为氨基时用作还原剂的铁粉被氧化后的产物,其中tfe为60.42%。铁粉被氧化同时产生大量的工业废渣—铁泥。
34.选取上述化工副产铁泥样品作为原料,进行分样,装袋,每袋1kg,每次试验取一袋。
35.实施例1
36.1)将1kg上述铁泥原料进行1次水洗,去除其中所含的有机物质,得到水洗尾矿和水洗粗精矿,所得水洗粗精矿含铁固体产物tfe含量62.75%。
37.2)将步骤1)中水洗所得水洗粗精矿进行弱磁磁选ⅰ,得到磁选精矿a和第一磁选尾矿;弱磁选磁选机磁场强度为100ka/m。第一磁选尾矿在800℃、矿煤比10条件下还原焙烧90min,焙烧所得产物进行磨矿,磨矿产物粒度为-0.074mm占比85%,然后在磁场强度为100ka/m条件下进行弱磁选ⅱ,得到磁选精矿b和第二磁选尾矿。
38.3)将步骤2)中弱磁选ⅱ所得磁选精矿b与弱磁选ⅰ所得磁选精矿a合并再磨矿,磨矿后进行弱磁选ⅲ,得到磁选精矿c和第三磁选尾矿;磨矿细度为-0.037mm占比82.3%,弱磁选ⅲ磁选强度为150ka/m。步骤2)和步骤3)因为工业上铁尾矿能用来作为水泥生产用的原料,因此,所得磁选尾矿可作为水泥生产用含铁原料。所得磁选精矿c进行反浮选,通过一次粗选和三次精选的反浮选流程除杂,泡沫产品为普通磁铁精矿,槽内产品为高纯磁铁精矿。磁选精矿反浮选工艺参数为:反浮选时采用碳酸钠控制ph在9;抑制剂淀粉的用量为250g/t;捕收剂为十二烷基三甲基溴化铵和脂肪醇以6:4比例复配而成,用量为75g/t。所得普通磁铁精矿tfe含量为63.22%,回收率29.17%,高纯磁铁精矿tfe含量为71.68%,回收率55.83%。
39.实施例2
40.1)将1kg上述铁泥原料进行2次水洗,去除其中所含的有机物质,得到水洗尾矿和
水洗粗精矿,所得水洗粗精矿含铁固体产物tfe含量63.52%。
41.2)将步骤1)中水洗所得水洗粗精矿进行弱磁磁选ⅰ,得到磁选精矿a和第一磁选尾矿;弱磁选磁选机磁场强度为80ka/m。第一磁选尾矿在850℃、矿煤比11条件下还原焙烧110min,焙烧所得产物进行磨矿,磨矿产物粒度为-0.074mm占比88.6%,然后在磁场强度为80ka/m条件下进行弱磁选ⅱ,得到磁选精矿b和第二磁选尾矿。
42.3)将步骤2)中弱磁选ⅱ所得磁选精矿b与弱磁选ⅰ所得磁选精矿a合并再磨矿,磨矿后进行弱磁选ⅲ,得到磁选精矿c和第三磁选尾矿;磨矿细度为-0.037mm占比80.1%,弱磁选ⅲ磁选强度为180ka/m。步骤2)和步骤3)所得磁选尾矿作为水泥生产用含铁原料。所得磁选精矿c进行反浮选,通过一次粗选和三次精选的反浮选流程除杂,泡沫产品为普通磁铁精矿,槽内产品为高纯磁铁精矿。磁选精矿反浮选工艺参数为:反浮选时采用碳酸钠控制ph在9.5;抑制剂淀粉的用量为200g/t;捕收剂为十二烷基三甲基溴化铵和脂肪醇以6:4比例复配而成,用量为120g/t。所得普通磁铁精矿tfe含量为61.57%,回收率31.14%,高纯磁铁精矿tfe含量为71.82%,回收率51.86%。
43.实施例3
44.1)将1kg上述铁泥原料进行2次水洗,去除其中所含的有机物质,得到水洗尾矿和水洗粗精矿,所得水洗粗精矿含铁固体产物tfe含量63.52%。
45.2)将步骤1)中水洗所得水洗粗精矿进行弱磁磁选ⅰ,得到磁选精矿a和第一磁选尾矿;弱磁选磁选机磁场强度为120ka/m。第一磁选尾矿在900℃、矿煤比10条件下还原焙烧110min,焙烧所得产物进行磨矿,磨矿产物粒度为-0.074mm占比86.3%,然后在磁场强度为120ka/m条件下进行弱磁选ⅱ,得到磁选精矿b和第二磁选尾矿。
46.3)将步骤2)中弱磁选ⅱ所得磁选精矿b与弱磁选ⅰ所得磁选精矿a合并再磨矿,磨矿后进行弱磁选ⅲ,得到磁选精矿c和第三磁选尾矿;磨矿细度为-0.037mm占比83.2%,弱磁选ⅲ磁选强度为200ka/m。步骤2)和步骤3)所得磁选尾矿作为水泥生产用含铁原料。所得磁选精矿c进行反浮选,通过一次粗选和两次精选的反浮选流程除杂,泡沫产品为普通磁铁精矿,槽内产品为高纯磁铁精矿。磁选精矿反浮选工艺参数为:反浮选时采用碳酸钠控制ph在9.2;抑制剂淀粉的用量为180g/t;捕收剂为十二烷基三甲基溴化铵和脂肪醇以5:5比例复配而成,用量为90g/t。所得普通磁铁精矿tfe含量为64.25%,回收率27.41%,高纯磁铁精矿tfe含量为71.49%,回收率59.59%。
47.对比例1
48.去掉各步骤中的磨矿步骤,其他条件同实施例3。
49.经测试,所得普通磁铁精矿回收率36.52%,高纯磁铁精矿tfe回收率18.13%,高纯磁铁精矿回收率明显低于实施例3,这是由于对比例1没有经过磨矿,导致磁铁矿单体解离度很低,不利于后续磁选提纯过程。
50.对比例2
51.捕收剂仅采用十二烷基三甲基溴化铵,其他条件同实施例3。
52.经测试,反浮选所得高纯磁铁精矿tfe含量为65.28%,达不到高纯磁铁精矿的品位要求,由对比例2和实施例3可知,本发明复配捕收剂利于提高反浮选效果,有效降低杂质含量,提升磁铁精矿品位。
53.对比例3
54.磁选时磁场强度增大超出所述范围,其他条件同实施例3。
55.经测试,反浮选所得高纯磁铁精矿tfe含量为64.53%,达不到高纯磁铁精矿的品位要求,这是由于磁场强度增大使得磁选过程夹带部分脉石矿物及连生体进入磁选精矿,不利于后续浮选分离。
56.对比例4
57.浮选时只进行一次粗选,其他条件同实施例3。
58.经测试,反浮选所得高纯磁铁精矿tfe含量为65.79%,达不到高纯磁铁精矿的品位要求,这是由于一次反浮粗选不能够有效去除磁铁精矿中的杂质。
59.本发明公开了一种化工副产铁泥的综合回收利用工艺,包括以下步骤:1)将化工副产铁泥进行水洗然后弱磁选ⅰ;2)磁选ⅰ所得尾矿进行还原焙烧,将其中的赤铁矿还原成磁铁矿,焙烧矿磨矿后进入弱磁选ⅱ,回收其中的磁铁矿;3)将步骤1)和步骤2)得到的弱磁选精矿合并,磨矿使磁铁矿进一步单体解离,进行弱磁选ⅲ,所得磁选精矿进行反浮选,脱除其中杂质,得到高纯磁铁精矿,反浮选尾矿为普通磁铁精矿,可供钢铁冶炼使用;4)步骤2)和步骤3)得到的磁选尾矿合并作为水泥厂生产用含铁原料。该工艺简单便捷,实用性强,能得到高纯磁铁精矿(tfe含量71%以上,回收率51.5~60%)和普通磁铁精矿(61.5~65%,回收率27~32%),总回收率在83%以上(83~87%),而且分选后的尾矿可以作为水泥生产用含铁原料,有利于实现铁泥资源综合利用率,得到高附加值产品,兼具环境效益和经济效益。
60.本发明使用化工副产铁泥为原料,通过磁选、焙烧和浮选方法,除去化工铁泥中的杂质,最终得到高纯磁铁精矿和普通磁铁精矿产品,所得磁选尾矿可作为水泥生产用含铁原料,实现铁泥的综合回收利用。用铁泥制备高纯磁铁矿提高了铁泥利用的附加值,为铁泥资源化利用提供了新的思路和方向。通过本发明,使得铁泥资源化和高值化利用的同时,兼具环境效益,可实现化工领域的可持续发展。
61.以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所做出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1