传动轴分类装盒系统及其工作方法与流程
1.本发明涉及输送领域,具体涉及一种传动轴分类装盒系统及其工作方法。
背景技术:
2.传动轴是连接驱动部分以及被驱动部分的重要部件,在对废旧的传动轴进行回收时,一般通过人工进行分类,分类之后还需要对传动轴进行后续处理,将能继续使用的传动轴通过人工装盒进行运输,该过程费时费力,并且,在长时间工作后,工人会产生疲倦,导致分类结果出错。
3.上述问题是目前亟待解决的。
技术实现要素:
4.本发明的目的是提供一种传动轴分类装盒系统及其工作方法。
5.为了解决上述技术问题,本发明提供了一种传动轴分类装盒系统,包括:控制模块、工作平台、抓取组件、 检测分类组件、分装组件、输送组件以及输出组件;所述输送组件、所述分装组件以及所述输出组件依次设置于所述工作平台上;所述检测分类组件设置于所述工作平台上且靠近所述输送组件的一侧;所述控制模块分别与所述抓取组件以及所述分装组件电性连接;所述抓取组件设置于所述工作平台上;所述控制模块适于控制所述抓取组件将传动轴抓取至检测分类组件;所述检测分类组件适于对传动轴进行检测,并对传动轴顶部凸块完好的传动轴进行标记后输送至输送组件;所述输送组件适于将传动轴输送至所述分装组件;所述控制模块还适于控制所述分装组件依据标记结果将带有标记的传动轴进行装盒,并将未有标记的传动轴移动至所述输出组件输出。
6.进一步的,所述分装组件包括底座、滑轨、分类爪以及托盘;所述滑轨横向设置在所述输送组件以及所述输出组件之间;所述底座滑动设置在所述滑轨上,且所述底座的滑动方向与所述输送组件以及所述输出组件的传输方向垂直;所述托盘插接在所述底座上;所述分类爪固定设置在所述托盘的上方,且适于将输送组件上的传动轴进行抓取。
7.进一步的,所述分类爪上设置有识别传感器以及控制器;所述识别传感器适于检测传动轴的标记,并将标记结果发送至所述控制器;所述控制器适于依据标记结果控制分类爪对传动轴进行控制。
8.进一步的,所述分装组件还包括装盒架、压板以及气缸;
所述装盒架设置在所述滑轨的上方,且设置在所述工作平台上;所述气缸设置在所述装盒架上;所述压板滑动设置在所述装盒架内,且适于通过气缸带动所述压板上下移动;所述压板适于在向下移动时,将保护泡沫摁压进所述托盘上的传动轴上。
9.进一步的,所述分装组件还包括驱动电机;所述驱动电机设置在所述底座上,且适于驱动所述底座沿所述滑轨移动。
10.进一步的,所述托盘上开设有多个适于传动轴插入的安装孔。
11.进一步的,所述输送组件包括第一输送架、第一输送带以及第二驱动电机;所述第一输送带设置在所述第一输送架上;所述第二驱动电机适于驱动所述第一输送带在所述第一输送架上移动。
12.进一步的,所述输出组件包括第二输送架、第二输送带以及第三驱动电机;所述第二输送带设置在所述第二输送架上;所述第三驱动电机适于驱动所述第二输送带在所述第二输送架上移动。
13.进一步的,所述检测分类组件包括检测桶、检测部、转动电机、标记部、升降电机以及卡合部;所述卡合部设置在所述检测桶的内壁的顶部,且适于沿所述检测桶的径向移动,所述卡合部的宽度与传动轴底部的插槽适配;所述检测部开设有与传动轴顶部的凸块适配的分类槽,所述分类槽的高度小于传动轴顶部的凸块的高度,所述分类槽的高度大于卡合部的高度;所述转动电机固定设置在所述升降电机上,且适于在所述升降电机的带动下移动;所述检测部固定设置在所述转动电机的转子上,且适于在转动时,带动落入所述检测桶中的传动轴转动,从而将传动轴顶部的凸块未落入分类槽的传动轴落入到分类槽中,并通过标记部对传动轴顶部的凸块完好的传动轴进行标记;所述检测桶的下部侧壁开设有出料口,且所述出料口的位置与所述输送组件的进料口相对;所述转动电机还适于将所述分类槽的朝向转动至所述出料口;所述标记部设置于所述检测桶的出料口的顶部。
14.本发明还提供了一种采用如上述的传动轴分类装盒系统的工作方法,所述方法包括:控制抓取组件从放置待检测传动轴区域抓取传动轴;将传动轴抓取至检测分类组件进行检测并进行标记;将检测分类组件检测完之后的传动轴推入到输送组件上进行输送;分装组件将输送组件上的传动轴进行抓取,并将带有标记的传动轴进行装盒,并将未有标记的传动轴移动至所述输出组件输出。
15.本发明的有益效果是,本发明提供了一种传动轴分类装盒系统及其工作方法,其中,传动轴分类装盒系统包括:工作平台、抓取组件、 检测分类组件、分装组件、输送组件以及输出组件;所述输送组件、所述分装组件以及所述输出组件依次设置于所述工作平台上;所述检测分类组件设置于所述工作平台上且靠近所述输送组件的一侧;所述抓取组件设置
于所述工作平台上,且适于将传动轴抓取至检测分类组件;所述检测分类组件适于对传动轴进行检测,并对传动轴顶部凸块完好的传动轴进行标记后输送至输送组件;所述输送组件适于将传动轴输送至所述分装组件;所述分装组件适于依据标记结果将带有标记的传动轴进行装盒,并将未有标记的传动轴移动至所述输出组件输出。通过检测分类组件、分装组件以及合理设置的传输结构,使传动轴在回收时自动化运行,减少了人工的干预,降低了工人成本,同时,提高了分类的准确性以及效率性。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
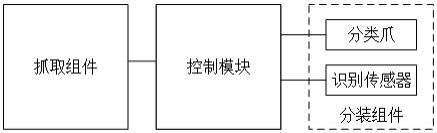
17.图1是本发明所提供的控制部分的电路原理框图。
18.图2是本发明所提供的传动轴分类装盒系统的结构示意图。
19.图3是本发明所提供的传动轴分类装盒系统的另一角度的结构示意图。
20.图4是本发明所提供的检测分类组件的俯视图。
21.图5是本发明所提供的分装组件的结构示意图。
22.图6是本发明所提供的分装组件的侧视图。
23.图7是本发明所提供的检测分类组件的结构示意图。
24.图8是本发明所提供的传动轴的侧视图。
25.图9是本发明所提供的分装组件的部分结构示意图。
26.图10是本发明所提供的分装组件的部分结构的俯视图。
27.图中:110、工作平台;120、抓取组件;130、检测分类组件;131、检测桶;1311、出料口;1312、推料口;132、检测部;1321、分类槽;133、转动电机;134、标记部;135、升降电机;136、卡合部;137、推料组件;1371、推料气缸;1372、推料棒;138、刮环;139、安装座;140、分装组件;141、底座;142、滑轨;143、分类爪;144、托盘;145、装盒架;146、压板;147、气缸;148、驱动电机;149、安装孔;150、输送组件;151、第一输送架;152、第一输送带;153、第二驱动电机;160、输出组件;161、第二输送架;162、第二输送带;163、第三驱动电机;200、传动轴;210、凸块;220、插槽。
具体实施方式
28.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
29.实施例1请参阅图1-图10,本实施例1提供了一种传动轴200分类装盒系统,包括:控制模块、工作平台110、抓取组件120、 检测分类组件130、分装组件140、输送组件150以及输出组件160;所述输送组件150、所述分装组件140以及所述输出组件160依次设置于所述工作平台110上;所述检测分类组件130设置于所述工作平台110上且靠近所述输送组件150的一侧;所述控制模块分别与所述抓取组件以及所述分装组件电性连接;所述抓取组件120设置于所述工作平台110上,所述控制模块适于控制所述抓取组件将传动轴抓取至检测分类组件;所述检测分类组件130适于对传动轴进行检测,并对传动轴200顶部凸块210完好的传动轴200进行标记后输送至输送组件150;所述输送组件150适于将传动轴输送至所述分装组
件140;所述控制模块还适于控制所述分装组件140依据标记结果将带有标记的传动轴200进行装盒,并将未有标记的传动轴200移动至所述输出组件160输出。通过检测分类组件130、分装组件140以及合理设置的传输结构,使传动轴在回收时自动化运行,减少了人工的干预,降低了工人成本,同时,提高了分类的准确性以及效率性。
30.在本实施例中,所述分装组件140包括底座141、滑轨142、分类爪143以及托盘144;所述滑轨142横向设置在所述输送组件150以及所述输出组件160之间;所述底座141滑动设置在所述滑轨142上,且所述底座141的滑动方向与所述输送组件150以及所述输出组件160的传输方向垂直;所述托盘144插接在所述底座141上;所述分类爪143固定设置在所述托盘144的上方,且适于将输送组件150上的传动轴200进行抓取。具体来说,在对传动轴200进行分装时,先将底座141滑动至输送组件150以及输出组件160之间,然后将托盘144插入底座141上,自后通过分类爪143抓取输送组件150输送过来的传动轴200,并对传动轴200上的标记进行检测,将带有标记的传动轴200插入到托盘144上,将没有标记的传动轴200输送至输出组件160上,从而完成分装。
31.所述分装组件140还包括驱动电机148;所述驱动电机148设置在所述底座141上,且适于驱动所述底座141沿所述滑轨142移动。通过驱动电机148驱动底座141滑动的方式,可以采用推杆电机,或者采用链条等方式,具体结构为现有技术,在本实施例中不在进行陈述。
32.在本实施例中,所述托盘144上开设有多个适于传动轴200插入的安装孔149。
33.需要说明的是,所述分类爪143上设置有识别传感器以及控制器;所述识别传感器适于检测传动轴200的标记,并将标记结果发送至所述控制器;所述控制器适于依据标记结果控制分类爪143对传动轴200进行控制。识别传感器可以是灰度传感器,通过标记与传动轴200其他部分不同颜色的检测面对光的反射程度不同拉进行检测,在其他实施例中,可以采用摄像头对标记部134进行拍摄然后通过软件进行图像分析,其他的具体实现方式,在本实施例中不在进行陈述,只要能实现对标记进行识别的方式,均在本发明的保护范围之内。
34.其中,分类爪143是可以采用机械臂等结构进行实现,识别传感器的具体设置位置只需要与抓取后的传动轴200的标记相对即可。
35.在本实施例中,所述分装组件140还包括装盒架145、压板146以及气缸147;所述装盒架145设置在所述滑轨142的上方,且设置在所述工作平台110上;所述气缸147设置在所述装盒架145上;所述压板146滑动设置在所述装盒架145内,且适于通过气缸147带动所述压板146上下移动;所述压板146适于在向下移动时,将保护泡沫摁压进所述托盘144上的传动轴200上。需要说明的是,当一个托盘144被传动轴200装满之后,将保护泡沫压在装有传动轴200的托盘144上,该过程可以通过另一个机械手进行实现,也可以通过人工进行实现,然后控制底座141向装盒架145下滑动,然后通过气缸147带动压板146下压使保护泡沫压入传动轴200上,使保护泡沫完全压进传动轴200中。
36.在本实施例中,所述输送组件150包括第一输送架151、第一输送带152以及第二驱动电机153;所述第一输送带152设置在所述第一输送架151上;所述第二驱动电机153适于驱动所述第一输送带152在所述第一输送架151上移动。
37.在本实施例中,所述输出组件160包括第二输送架、第二输送带162以及第三驱动电机163;所述第二输送带162设置在所述第二输送架161上;所述第三驱动电机163适于驱
动所述第二输送带162在所述第二输送架161上移动。
38.在本实施例中,在本实施例中,所述检测分类组件130包括检测桶131、检测部132、转动电机133、标记部134、升降电机135以及卡合部136;所述卡合部136设置在所述检测桶131的内壁的顶部,且适于沿所述检测桶131的径向移动,所述卡合部136的宽度与传动轴200底部的插槽220适配;所述检测部132开设有与传动轴200顶部的凸块210适配的分类槽1321,所述分类槽1321的高度小于传动轴200顶部的凸块210的高度,所述分类槽1321的高度大于卡合部136的高度;所述转动电机133固定设置在所述升降电机135上,且适于在所述升降电机135的带动下移动;所述检测部132固定设置在所述转动电机133的转子上,且适于在转动时,带动落入所述检测桶131中的传动轴200转动,从而将传动轴200顶部的凸块210未落入分类槽1321的传动轴200落入到分类槽1321中,并通过标记部134对传动轴200顶部的凸块210完好的传动轴200进行标记;所述检测桶131的下部侧壁开设有出料口1311,且所述出料口1311的位置与所述输送组件150的进料口相对;所述转动电机133还适于将所述分类槽1321的朝向转动至所述出料口1311;所述标记部134设置于所述检测桶131的出料口1311的顶部。
39.检测分类组件130的工作原理如下:传动轴200分为两种,一种是传动轴200顶部的凸块210完好的传动轴200,一种是传动轴200顶部损坏的传动轴200;传动轴200顶部的凸块210完好的传动轴200落入检测桶131时存在两种状态,一种,传动轴200顶部的凸块210未落入分类槽1321中,另一种,传动轴200顶部的凸块210直接落入到分类槽1321中,现在将传动轴200顶部凸块210损坏的传动轴200的检测过程记为第一状态,传动轴200顶部凸块210完好且未落入分类槽1321记为第二状态,传动轴200顶部凸块210完好且落入分类槽1321记为第三状态。
40.第一状态,传动轴200直接与检测部132抵持,且传动轴200底部在落入检测桶131后的高度会低于卡合部136,因此不会被卡合部136卡接。
41.第二状态,传动轴200顶部的凸块210与分类槽1321的表面抵持,且传动轴200的底部的插槽220的高度与卡合部136齐平,此时,驱动转动电机133转动,传动轴200也会随之转动,直至传动轴200底部的插槽220与卡合部136相对,此时卡合部136会弹起,与插槽220卡接,传动轴此时停止转动,检测部132继续转动,直至分类槽1321与传动轴200的凸块210相对,传动轴200在自重的作用下,落入分类槽1321中。需要说明的是,卡合部136与传动轴200侧壁之间的弹力小于,传动轴200与分类槽1321表面的摩擦力,即,传动轴200的凸块210在未插入分类槽1321时,可以跟随者分类槽1321一起转动。
42.第三状态, 传动轴200顶部的凸块210直接落入到分类槽1321中,且传动轴200的底部在传动轴200的凸块210落入分类槽1321后的高度会低于卡合部136,因此不会被卡合部136卡接。
43.需要说明的是,由于分类槽1321的高度小于传动轴200顶部的凸块210的高度,因此,第一状态时,传动轴200距离出料口1311顶部的高度大于第二状态以及第三状态的高度,因此,位于出料口1311顶部的标记部134只会对第二状态以及第三状态的传动轴200进行标记,即,对传送轴顶部的凸块210完好的传动轴200进行标记。
44.在本实施例中,所述检测桶131的内径不小于传动轴200的直径。所述检测桶131的内壁开设有打磨面,且适于在传动轴200跟随转动电机133转动时对传动轴200进行打磨。具
体来说,检测桶131的内径等于传动轴200的直径,当传动轴200生锈时,表面会被检测桶131侧壁的打磨面磨削,从而使传动轴200的表面变得光滑。
45.在本实施例中,所述检测分类组件130还包括推料组件137;所述检测桶131的侧壁与所述出料口1311相对的位置开设有推料口1312;所述推料组件137设置在安装座139上,且与所述推料口1312相对。其中,所述推料组件137包括推料气缸1371以及推料棒1372;所述推料气缸1371设置在安装座139上,所述推料棒1372设置在所述推料气缸1371上,且所述推料棒1372朝向所述推料口1312设置;所述推料棒1372的与传动轴200的相对面为弧面。所述推料棒1372的弧面上设置有涂油层,且适于在所述推料气缸1371的推动下与所述传动轴200的侧壁贴合,从而对传动轴200的侧壁涂抹润滑油。
46.在具体使用过程中,先将推料棒1372推送到与传动轴200侧壁贴合的位置,然后驱动升降电机135缓慢将检测部132降下,在此过程中,转动电机133一直处于转动状态,即,传动轴200的整个侧壁均会与推料棒1372的涂油层接触。需要说明的是,涂油层可以外接油管实施补充润滑油。
47.在本实施例中,所述分类槽1321的底部设置有海绵层;所述海绵层适于在传动轴200顶部的凸块210落入到所述分类槽1321时对传动轴200涂抹润滑油。传动轴200顶部的凸块210在落入分类槽1321时,会挤压海绵层,从而使海绵层中的润滑油附着在传动轴200顶部的凸块210上。
48.在本实施例中,所述标记部134包括弧形转动板以及标记层;所述弧形转动板转动设置在所述出料口1311的顶部;所述标记层设置在所述弧形转动板与传动轴200相对的侧面上。需要说明的是,处于第二状态以及第三状态的传动轴200在被推料棒1372推出分类槽1321时,会与弧形转动板接触,进而挤压标记层,完成标记,而处于第一状态的传动轴200的高度低于第二状态以及第三状态时的高度,并不会接触弧形转动板,不会被标记。
49.在本实施例中,所述检测桶131的内壁上还弹性设置有刮环138;所述刮环138适于在传动轴200落入检测桶131时,将传动轴200的侧壁上的杂质刮除。具体来说,刮环138的设置位置处于卡合部136的下端,刮环138初始状态的内径小于传动轴200的直径,由于传动轴200的顶部为球面,在传动轴200落入检测桶131时,将会挤压刮环138,使刮环138沿径向向外被挤压,从而将传动轴200表面附着的大的杂质进行清除,从而确保传动轴200可以落入检测桶131中,不会被卡住。
50.本发明还提供了一种采用如上述的传动轴200分类装盒系统的工作方法,所述方法包括:控制抓取组件120从放置待检测传动轴200区域抓取传动轴200;将传动轴200抓取至检测分类组件130进行检测并进行标记;将检测分类组件130检测完之后的传动轴200推入到输送组件150上进行输送;分装组件140将输送组件150上的传动轴200进行抓取,并将带有标记的传动轴200进行装盒,并将未有标记的传动轴200移动至所述输出组件160输出。通过检测分类组件130、分装组件140以及合理设置的传输结构,使传动轴在回收时自动化运行,减少了人工的干预,降低了工人成本,同时,提高了分类的准确性以及效率性。
51.综上所述,本发明提供了一种传动轴分类装盒系统及其工作方法,其中,传动轴分类装盒系统包括:控制模块、工作平台、抓取组件、 检测分类组件、分装组件、输送组件以及输出组件;所述输送组件、所述分装组件以及所述输出组件依次设置于所述工作平台上;所述检测分类组件设置于所述工作平台上且靠近所述输送组件的一侧;所述控制模块分别与
所述抓取组件以及所述分装组件电性连接;所述抓取组件设置于所述工作平台上;所述控制模块适于控制所述抓取组件将传动轴抓取至检测分类组件;所述检测分类组件适于对传动轴进行检测,并对传动轴顶部凸块完好的传动轴进行标记后输送至输送组件;所述输送组件适于将传动轴输送至所述分装组件;所述控制模块还适于控制所述分装组件依据标记结果将带有标记的传动轴进行装盒,并将未有标记的传动轴移动至所述输出组件输出。通过检测分类组件、分装组件以及合理设置的传输结构,使传动轴在回收时自动化运行,减少了人工的干预,降低了工人成本,同时,提高了分类的准确性以及效率性。
52.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1