一种用于曲轴加工传输产线的传输机械手及传输方法与流程
1.本发明属于工业生产设备领域,涉及数据分析技术,具体是一种用于曲轴加工传输产线的传输机械手及传输方法。
背景技术:
2.曲轴是发动机中最重要的部件,它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作,曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用,因此要求曲轴有足够的强度和刚度,轴颈表面需耐磨、工作均匀、平衡性好。
3.曲轴在加工完成后需要对其进行表面质量检测,现有用于曲轴加工的传输产线在输送过程中无法对曲轴的各个表面均进行图像拍摄,这就导致了曲轴的表面检测结果片面、精确度不高,漏检的比例高。
4.针对上述技术问题,本技术提出一种解决方案。
技术实现要素:
5.本发明的目的在于提供一种用于曲轴加工传输产线的传输机械手及传输方法,用于解决现有的曲轴加工传输产线对曲轴的表面检测结果片面、精确度不高的问题;本发明需要解决的技术问题为:如何提供一种可以在输送过程中对曲轴的各个表面进行图像拍摄以保证曲轴的表面检测结果精确性的加工传输产线。
6.本发明的目的可以通过以下技术方案实现:一种用于曲轴加工传输产线的传输机械手,包括设置在曲轴传输产线正上方的顶板,所述顶板的底部设置有抓手与处理器,所述抓手与顶板的底部滑动连接,所述顶板的底部还设置有均匀分布的翻动机构,每一个所述翻动机构均包括两个竖板以及一个摄像头,两个所述竖板底部相靠近的侧面之间活动连接有转杆,所述转杆由固定在竖板背面的驱动马达进行驱动,所述转杆的外表面固定安装有转辊,所述转辊的外表面固定安装有均匀分布的翻动杆;处理器通信连接有表面检测模块、整体评价模块、控制器以及存储模块,控制器的输出端与抓手的输入端电性连接;表面检测模块用于通过刮痕数据以及污渍数据对曲轴的表面质量是否满足加工要求进行判定,刮痕数据为曲轴各个表面的刮痕数量的和,污渍数据为曲轴所有表面的污渍表现值的平均值。
7.作为本发明的一种优选实施方式,表面检测模块的检测分析过程具体包括以下步骤:步骤s1:获取曲轴各个表面的刮痕数量,将曲轴各个表面的刮痕数量的和标记为gh;步骤s2:获取曲轴各个表面的污渍表现值,将曲轴所有表面的污渍表现值的平均
值标记为wz;步骤s3:通过对gh与wz进行数值计算得到曲轴的表面系数bm;步骤s4:通过存储模块获取到曲轴的表面系数阈值bmmax,将曲轴的表面系数bm与表面系数阈值bmmax进行比较:若bm《bmmax,则判定曲轴表面质量满足加工要求,将对应的曲轴标记为合格工件;若bm≥bmmax,则判定曲轴表面质量不满足加工要求,将对应的曲轴标记为返工工件,表面检测模块向处理器发送返工信号,处理器接收到返工信号后将返工信号发送至控制器,控制器接收到返工信号后控制抓手将返工工件抓起进行返工处理。
8.作为本发明的一种优选实施方式,曲轴表面的污渍表现值的获取过程包括:对曲轴的表面进行图片拍摄,将拍摄得到的图片放大为像素格图片,将像素格图片标记为分析图片,对分析图片进行图像处理得到分析图片每个像素格的灰度值,图像处理包括图片增强与灰度变换,通过存储模块获取到灰度阈值,将像素格的灰度值减去灰度阈值得到像素格的灰度表现值,通过对像素格的灰度表现值进行深度分析得到曲轴表面的污渍表现值。
9.作为本发明的一种优选实施方式,对像素格的灰度表现值进行深度分析的过程包括:以像素格的灰度表现值与灰度表现值对应的像素格数量建立直角坐标系,x轴为像素格的灰度表现值,y轴为灰度表现值对应的像素格数量,以分析图片的像素格灰度表现值在直角坐标系上绘制曲线,截取y轴右侧的曲线并标记为分析曲线,获取分析曲线所有的拐点,对拐点以横坐标值由小到大进行排序,将拐点的坐标标记为(xi,yi),i=1,2,
…
,n,以相邻两个拐点的纵坐标值建立集合jh,jh=[(y1,y2),(y2,y3),
……
,(yn-1,yn)],对集合jh内n-1个子集进行平方差计算得到n-1个污渍方差,对n-1个污渍方差进行求和取平均值得到曲轴表面的污渍表现值。
[0010]
作为本发明的一种优选实施方式,整体评价模块用于对曲轴传输产线的整体合格情况进行分析评价:将曲轴传输产线所传输的曲轴总量标记为zl,将曲轴传输产线所传输的合格工件的数量标记为hg,将hg与zl的比值标记为合格比hb,通过存储模块获取到合格阈值hbmin、hbmax,将传输产线的合格比hb与合格阈值hbmin、hbmax进行比较:若hb≤hbmin,则判定传输产线的整体检测结果不合格,同时将传输产线的整体等级判定为三等级;若hbmin<hb<hbmax,则判定传输产线的整体检测结果合格,同时将传输产线的整体等级判定为二等级;若hb≥hbmax,则判定传输产线的整体检测结果合格,同时将传输产线的整体等级判定为一等级,将传输产线的整体等级通过处理器发送至管理人员的手机终端。
[0011]
一种用于曲轴加工传输产线的传输方法,包括以下步骤:步骤一:将曲轴放置在传输产线上进行传输,启动翻动机构的驱动马达带动转辊转动,通过翻动杆对传输的曲轴进行翻动,完成曲轴翻动后通过摄像头对曲轴表面进行图像拍摄;步骤二:通过对摄像头拍摄到的图像进行放大与灰度变换获取到曲轴表面的污渍表现值,结合污渍表现值与刮痕数量对曲轴表面质量是否满足加工要求进行判定,将表面质量不满足要求的曲轴标记为返工工件,通过控制器控制抓手将返工工件抓起并进行返工处理;
步骤三:通过合格工件的数量与传输曲轴总量的比值获取到合格比,通过存储模块获取到合格阈值,将合格比与合格阈值进行比较并通过比较结果对传输产线的整体检测结果将传输产线的整体等级判定为一等级、二等级或三等级,将传输产线的整体等级通过处理器发送至管理人员的手机终端。
[0012]
本发明具备下述有益效果:1、通过驱动马达带动转辊转动,使得转辊外表面的多个翻动杆进行翻转,对传输产线上输送的曲轴进行翻边处理,在完成翻边后再通过摄像头对曲轴进行图像拍摄,进而实现对曲轴的各个表面进行图像拍摄的效果,通过各个角度的曲轴表面拍摄图像保证表面质量检测结果的精确性;2、通过表面检测模块对曲轴的表面质量进行监测分析,结合各个角度的拍摄图像进行分析,将图像放大后进行灰度变换,根据像素格的灰度曲线对图像对应的表面质量是否合格进行判定,结合各个角度的图像分析结果对曲轴的表面质量进行判定;3、通过整体评价模块可以对曲轴传输产线的整体检测情况进行评价,通过合格工件在曲轴总量中的占比对整体等级进行判定,通过整体等级与合格比的数值大小对曲轴传输产线的整体检测情况进行直观反馈。
附图说明
[0013]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0014]
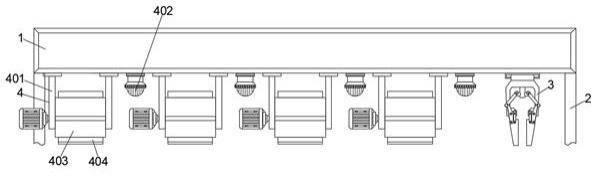
图1为本发明实施例一的顶板结构主视图;图2为本发明实施例一的顶板结构右视图;图3为本发明实施例一的顶板结构仰视图;图4为本发明实施例二的系统框图;图5为本发明实施例三的方法流程图。
[0015]
图中:1、顶板;2、支柱;3、抓手;4、翻动机构;401、竖板;402、摄像头;403、转辊;404、翻动杆。
具体实施方式
[0016]
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0017]
曲轴是发动机中最重要的部件,它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作,曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用;曲轴在加工完成后需要对其进行表面质量检测,现有用于曲轴加工的传输产线在输送过程中无法对曲轴的各个表面均进行图像拍摄,这就导致了曲轴的表面检测结果片面、精确度不高。
[0018]
实施例一如图1-3所示,一种用于曲轴加工传输产线的传输机械手,包括顶板1,顶板1的底面四角处均固定安装有支柱2,支柱2的底部与底面固定连接;顶板1设置在曲轴传输产线的正上方,顶板1的底部设置有抓手3与处理器,抓手3与顶板1的底部滑动连接,在抓取到返工工件后,抓手3在顶板1上由前向后滑动,直至返工工件位于返工区的上方,抓手3松开即可;顶板1的底部还设置有均匀分布的翻动机构4,每一个翻动机构4均包括两个竖板401以及一个摄像头402,摄像头402和转辊403相匹配,转辊403转动,通过翻动杆404翻动曲轴后,通过对应的摄像头402进行图像拍摄,保证图像拍摄的完整性,两个竖板401底部相靠近的侧面之间活动连接有转杆,转杆由固定在竖板401背面的驱动马达进行驱动,转杆的外表面固定安装有转辊403,转辊403的外表面固定安装有均匀分布的翻动杆404,翻动杆404远离转辊403的一端呈弯钩状,通过弯曲的翻动杆404带动曲轴反转,驱动马达带动转辊403转动,使得转辊403外表面的多个翻动杆404进行翻转,翻转机构在顶板1的底面呈斜线分布,对传输产线上输送的曲轴进行翻边处理,在完成翻边后再通过摄像头402对曲轴进行图像拍摄,进而实现对曲轴的各个表面进行图像拍摄的效果,通过各个角度的曲轴表面拍摄图像保证表面质量检测结果的精确性。
[0019]
实施例二如图4所示,处理器通信连接有表面检测模块、整体评价模块、控制器以及存储模块,控制器的输出端与抓手3的输入端电性连接。
[0020]
表面检测模块用于通过刮痕数据以及污渍数据对曲轴的表面质量进行检测分析,结合各个角度的拍摄图像进行分析,将图像放大后进行灰度变换,根据像素格的灰度曲线对图像对应的表面质量是否合格进行判定,结合各个角度的图像分析结果对曲轴的表面质量进行判定;刮痕数据为曲轴各个表面的刮痕数量的和,污渍数据为曲轴所有表面的污渍表现值的平均值,表面检测模块的检测分析过程具体包括以下步骤:步骤s1:获取曲轴各个表面的刮痕数量,将曲轴各个表面的刮痕数量的和标记为gh;步骤s2:获取曲轴各个表面的污渍表现值,将曲轴所有表面的污渍表现值的平均值标记为wz;步骤s3:通过公式计算得到曲轴的表面系数bm,表面系数是一个反应曲轴表面质量好坏的数值,表面系数的数值越大,则表示曲轴的表面质量越差;其中α1与α2均为比例系数,且α1>α2>1;步骤s4:通过存储模块获取到曲轴的表面系数阈值bmmax,将曲轴的表面系数bm与表面系数阈值bmmax进行比较:若bm<bmmax,则判定曲轴表面质量满足加工要求,将对应的曲轴标记为合格工件;若bm≥bmmax,则判定曲轴表面质量不满足加工要求,将对应的曲轴标记为返工工件,表面检测模块向处理器发送返工信号,处理器接收到返工信号后将返工信号发送至控制器,控制器接收到返工信号后控制抓手3将返工工件抓起进行返工处理。
[0021]
曲轴表面的污渍表现值的获取方法包括:对曲轴的表面进行图片拍摄,将拍摄得
到的图片放大为像素格图片,像素是指由图像的小方格组成的,这些小方块都有一个明确的位置和被分配的色彩数值,小方格颜色和位置就决定该图像所呈现出来的样子;可以将像素视为整个图像中不可分割的单位或者是元素。不可分割的意思是它不能够再切割成更小单位抑或是元素,它是以一个单一颜色的小格存在,每一个点阵图像包含了一定量的像素,这些像素决定图像在屏幕上所呈现的大小。将像素格图片标记为分析图片,对分析图片进行图像处理得到分析图片每个像素格的灰度值,图像处理技术是用计算机对图像信息进行处理的技术,主要包括图像数字化、图像增强和复原、图像数据编码、图像分割和图像识别等,把白色与黑色之间按对数关系分成若干级,称为“灰度等级”。范围一般从0到255,白色为255,黑色为0,故黑白图片也称灰度图像;通过存储模块获取到灰度阈值,将像素格的灰度值减去灰度阈值得到像素格的灰度表现值,以像素格的灰度表现值与灰度表现值对应的像素格数量建立直角坐标系,x轴为像素格的灰度表现值,y轴为灰度表现值对应的像素格数量,以分析图片的像素格灰度表现值在直角坐标系上绘制曲线,截取y轴右侧的曲线并标记为分析曲线,获取分析曲线所有的拐点,对拐点以横坐标值由小到大进行排序,将拐点的坐标标记为(xi,yi),i=1,2,
…
,n,以相邻两个拐点的纵坐标值建立集合jh,jh=[(y1,y2),(y2,y3),
……
,(yn-1,yn)],对集合jh内n-1个子集进行平方差计算得到n-1个污渍方差,平方差计算公式为现有技术,再次不做赘述;对n-1个污渍方差进行求和取平均值得到曲轴表面的污渍表现值。
[0022]
整体评价模块用于对曲轴传输产线的整体合格情况进行分析评价:将曲轴传输产线所传输的曲轴总量标记为zl,将曲轴传输产线所传输的合格工件的数量标记为hg,将hg与zl的比值标记为合格比hb,合格比是一个反应曲轴传输产线的曲轴生产质量好坏的数值,合格比的数值越大,则表示曲轴传输产线的曲轴生产质量越好;通过存储模块获取到合格阈值hbmin、hbmax,将传输产线的合格比hb与合格阈值hbmin、hbmax进行比较:若hb≤hbmin,则判定传输产线的整体检测结果不合格,同时将传输产线的整体等级判定为三等级;若hbmin<hb<hbmax,则判定传输产线的整体检测结果合格,同时将传输产线的整体等级判定为二等级;若hb≥hbmax,则判定传输产线的整体检测结果合格,同时将传输产线的整体等级判定为一等级,将传输产线的整体等级通过处理器发送至管理人员的手机终端;对曲轴传输产线的整体检测情况进行评价,通过合格工件在曲轴总量中的占比对整体等级进行判定,通过整体等级与合格比的数值大小对曲轴传输产线的整体检测情况进行直观反馈。
[0023]
实施例三如图5所示,一种用于曲轴加工传输产线的传输方法,包括以下步骤:步骤一:将曲轴放置在传输产线上进行传输,启动翻动机构4的驱动马达带动转辊403转动,通过翻动杆404对传输的曲轴进行翻动,完成曲轴翻动后通过摄像头402对曲轴表面进行图像拍摄,通过各个角度的曲轴表面拍摄图像保证表面质量检测结果的精确性;步骤二:通过对摄像头402拍摄到的图像进行放大与灰度变换获取到曲轴表面的污渍表现值,结合污渍表现值与刮痕数量对曲轴表面质量是否满足加工要求进行判定,将表面质量不满足要求的曲轴标记为返工工件,通过控制器控制抓手3将返工工件抓起并进行返工处理;步骤三:通过合格工件的数量与传输曲轴总量的比值获取到合格比,通过合格比
的数值大小对传输产线的整体检测结果与整体等级进行判定,对曲轴传输产线的整体检测情况进行直观反馈。
[0024]
一种用于曲轴加工传输产线的传输机械手及传输方法,工作时,将曲轴放置在传输产线上进行传输,启动翻动机构4的驱动马达带动转辊403转动,通过翻动杆404对传输的曲轴进行翻动,完成曲轴翻动后通过摄像头402对曲轴表面进行图像拍摄;通过对摄像头402拍摄到的图像进行放大与灰度变换获取到曲轴表面的污渍表现值,结合污渍表现值与刮痕数量对曲轴表面质量是否满足加工要求进行判定,将表面质量不满足要求的曲轴标记为返工工件,通过控制器控制抓手3将返工工件抓起并进行返工处理,通过合格工件的数量与传输曲轴总量的比值获取到合格比,通过合格比的数值大小对传输产线的整体检测结果与整体等级进行判定,对曲轴传输产线的整体检测情况进行直观反馈。
[0025]
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
[0026]
上述公式均是采集大量数据进行软件模拟得出且选取与真实值接近的一个公式,公式中的系数是由本领域技术人员根据实际情况进行设置;如:公式;由本领域技术人员采集多组样本数据并对每一组样本数据设定对应的表面系数;将设定的表面系数和采集的样本数据代入公式,任意两个公式构成二元一次方程组,将计算得到的系数进行筛选并取均值,得到α1以及α2的取值分别为3.87和1.54;系数的大小是为了将各个参数进行量化得到的一个具体的数值,便于后续比较,关于系数的大小,取决于样本数据的多少及本领域技术人员对每一组样本数据初步设定对应的表面系数;只要不影响参数与量化后数值的比例关系即可,如表面系数与刮痕数量的数值成正比。
[0027]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0028]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1