一种硅片分选机的制作方法
1.本发明涉及硅片分选技术领域,特别是涉及一种硅片分选机。
背景技术:
2.目前,在太阳能电池片的生产过程中,需要先将硅棒切割成硅片,然后对硅片清洗,清洗完成后采用硅片分选机对硅片进行多项检测,例如可以包括表面脏污、厚度、尺寸和隐裂的检测,检测后需要对不同质量的硅片进行反选。
3.在实际应用中,硅片呈正方形,并且具有多种不同的尺寸。传统的硅片分选机通常只能完成单项检测,在输送与检测环节之间没有形成自动连续作业,导致生产效率低。并且当切换不同尺寸的硅片后,需要手动调整光源和反光镜的角度和位置,导致效率低下。
技术实现要素:
4.本发明要解决的技术问题是:传统的硅片分选机通常只能完成单项检测,在输送与检测环节之间没有形成自动连续作业,导致生产效率低。
5.为了解决上述技术问题,本发明提供了一种硅片分选机,其包括:
6.机架;所述机架上设置有用于输送正方形状硅片的输送通道;
7.预导正装置,用于对所述输送通道内硅片的位置和朝向进行预导正;
8.外形尺寸检测装置,用于检测所述输送通道内硅片的外形尺寸;
9.规整装置,用于对所述输送通道内硅片的位置和朝向进行精导正;所述规整装置设置在所述机架上;
10.左右崩边装置,用于对所述输送通道内硅片的左右边缘进行质量检测;
11.厚度检测装置,用于检测所述输送通道内硅片的厚度;所述厚度检测装置设置在所述机架上;
12.整合装置,用于对所述输送通道内硅片的前后边缘、上下表面和四个倒角进行质量检测;所述整合装置设置在所述机架上;
13.其中,所述预导正装置、所述外形尺寸检测装置、所述规整装置、所述左右崩边装置、所述厚度检测装置,以及所述整合装置依次沿所述输送通道布设。
14.可选的,所述预导正装置包括:第一驱动装置、第一导向块、第二导向块,以及沿第一预定直线方向输送硅片的第二输送装置;所述第二输送装置设置在所述输送通道内,所述第一导向块与所述第二导向块分设在所述输送通道的相对两侧;所述第一驱动装置控制所述第一导向块和所述第二导向块沿第二预定直线方向相向移动或相背移动;所述第一预定直线方向与所述第二预定直线方向相垂直。
15.可选的,所述第一导向块具有与所述第二导向块相对的第一侧面;所述第二导向块具有与所述第一导向块相对的第二侧面;在所述第一预定直线方向上,所述第一侧面与所述第二侧面之间的距离逐渐变小。
16.可选的,所述外形尺寸检测装置包括:第三输送装置、罩体、设置在所述罩体内的
第一光源,以及设置在所述第一光源上方的第一相机;所述第三输送装置设置在所述输送通道内;所述罩体的相对两侧分别开设有可供所述第三输送装置穿过的开口;所述第三输送装置位于所述第一相机与所述第一光源之间。
17.可选的,所述外形尺寸检测装置还包括:控制器、第一输送皮带、第二输送皮带、第一带轮、第二带轮、第三带轮、第四带轮、第二驱动装置、通过枢轴枢接在所述规整装置上的基座、设置在所述规整装置上的第一伺服电机;所述第一带轮、所述第二带轮、所述第三带轮,以及所述第四带轮转动设置在所述基座上;
18.所述第一带轮和所述第二带轮通过第一输送皮带连接;所述第三带轮和所述第四带轮通过第二输送皮带连接;所述第一带轮与所述第三带轮通过转轴连接;所述第二驱动装置用于驱动所述转轴转动;所述第一伺服电机的输出轴与所述枢轴同轴连接;
19.所述控制器与所述第一相机和所述第一伺服电机电连接。
20.可选的,所述规整装置包括:第一限位皮带、第二限位皮带,以及沿第一预定直线方向输送硅片的第四输送装置;所述第一限位皮带和所述第二限位皮带分设在所述第四输送装置的相对两侧;
21.在所述第四输送装置的输送方向上,所述第一限位皮带和所述第二限位皮带之间的距离逐渐变小,以通过第一限位皮带和所述第二限位皮带相对的两个侧面与所述硅片相接触,使调整所述硅片在所述第四输送装置上的输送方向。
22.可选的,所述整合装置包括:
23.第二相机;
24.第五输送装置,其沿第一预定直线方向输送所述硅片;所述第五输送装置设置在所述输送通道内;所述第五输送装置上具有预定工位,所述预定工位用于检测所述硅片;
25.第一照射装置,其用于照射所述预定工位中的所述硅片的倒角;所述第一照射装置的数量为四个,四个所述第一照射装置分别对应所述硅片的四个倒角;
26.第二照射装置,其用于照射所述预定工位中的所述硅片的边缘;所述第二照射装置的数量为两个,两个第二照射装置分别对应所述硅片的前后边缘;
27.第三照射装置,其用于照射所述预定工位中的所述硅片的上表面;
28.第四照射装置,其用于照射所述预定工位中的所述硅片的下表面
29.光路整合装置,其用于将预定工位中的所述硅片的上表面、下表面、前后边缘,以及四个倒角反射的光线沿预定路径反射至所述第二相机。
30.可选的,两个所述第二照射装置分别为前侧照射装置和后侧照射装置;
31.所述前侧照射装置包括:第一支架、第一转动架、设置在所述第一转动架上的前侧光源,以及用于驱动所述前侧光源相对所述预定工位转动的第二伺服电机;所述第一转动架的相对两端分别通过第一转动杆与所述第一支架转动连接,所述第二伺服电机的输出轴与所述第一转动杆同轴连接;
32.所述后侧照射装置包括:第二支架、第二转动架、设置在所述第二转动架上的后侧光源,以及用于驱动所述后侧光源相对所述预定工位转动的第三伺服电机;所述第二转动架的相对两端分别通过第二转动杆与所述第二支架转动连接,所述第三伺服电机的输出轴与所述第二转动杆同轴连接。
33.可选的,所述第一照射装置包括:第三支架、设置在所述第三支架上的第四伺服电
机,以及用于照射所述硅片倒角的倒角光源;所述第四伺服电机的输出轴与所述倒角光源固定连接。
34.可选的,还包括:用于对所述输送通道内的硅片进行分选的分选装置;所述分选装置包括:收集箱体、第三输送皮带、第四输送皮带、顶升气缸、设置在所述顶升气缸上的第六输送装置,以及用于将所述第六输送装置输出的硅片输送至收集箱体的第七输送装置;
35.所述第三输送皮带和所述第四输送皮带分别设置在所述输送通道内,所述第三输送皮带和所述第四输送皮带沿第一预定直线方向输送硅片;所述第六输送装置和第七输送装置均沿第二预定直线方向输送硅片;所述顶升气缸设置在所述第三输送皮带和所述第四输送皮带之间;
36.所述收集箱体、所述第六输送装置,以及所述第七输送装置的数量为多个,且多个所述收集箱体、多个所述第六输送装置,以及多个所述第七输送装置之间一一对应设置。
37.本发明实施例一种硅片分选机与现有技术相比,其有益效果在于:
38.本发明实施例通过预导正装置、外形尺寸检测装置、规整装置、左右崩边装置、厚度检测装置、整合装置的设置,能够实现加快硅片的分选效率,并能够保证硅片的质量。
附图说明
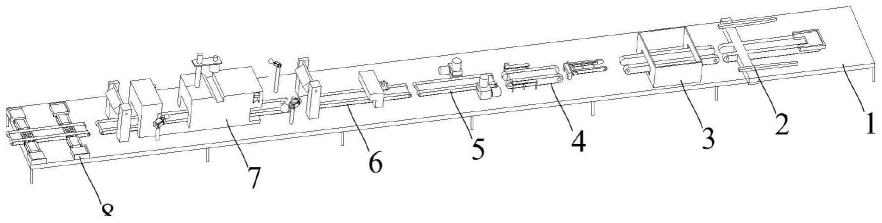
39.图1是本发明实施例的整体结构示意图;
40.图2是本发明实施例中预导正的结构示意图;
41.图3是本发明实施例中外形尺寸检测装置的结构示意图;
42.图4是本发明实施例中外形尺寸检测装置和规整装置的连接关系示意图;
43.图5是本发明实施例中整合装置的结构示意图;
44.图6是本发明实施例中分选装置的结构示意图。
45.图中,1、机架;2、预导正装置;21、第一驱动装置;22、第一导向块;23、第二导向块;24、第二输送装置;3、外形尺寸检测装置;31、第三输送装置;32、第一光源;33、罩体;34、基座;35、第一伺服电机;36、枢轴;37、第一输送皮带;38、第二输送皮带;4、规整装置;41、第一限位皮带;42、第二限位皮带;43、第四输送装置;5、左右崩边装置;6、厚度检测装置;7、整合装置;71、第二相机;72、第五输送装置;73、第一照射装置;731、第三支架;732、第四伺服电机;733、倒角光源;74、第二照射装置;741、第一支架;742、第一转动架;743、前侧光源;744、第二伺服电机;745、第二支架;746、第二转动架;747、后侧光源;748、第三伺服电机;8、分选装置;81、收集箱体;82、第三输送皮带;83、第四输送皮带;84、顶升气缸;85、第六输送装置;86、第七输送装置。
具体实施方式
46.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
47.首先,需要说明的是,在本文中所提到的顶部、底部、朝上、朝下等方位是相对于各个附图中的方向来定义的,它们是相对的概念,并且因此能够根据其所处于的不同位置和不同的实用状态而改变。所以,不应将这些或其他方位用于理解为限制性用语。
48.应注意,术语“包括”并不排除其他要素或步骤,并且“一”或“一个”并不排除复数。
49.此外,还应当指出的是,对于本文的实施例中描述或隐含的任意单个技术特征,或在附图中示出或隐含的任意单个技术特征,仍能够在这些技术特征(或其等同物)之间继续进行组合,从而获得未在本文中直接提及的本技术的其他实施例。
50.另外还应当理解的是,本文中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本技术范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
51.应当注意的是,在不同的附图中,相同的参考标号表示相同或大致相同的组件。
52.如图1所示,本发明实施例优选实施例的一种硅片分选机,其包括:机架1、预导正装置2、外形尺寸检测装置3、规整装置4、左右崩边装置5、厚度检测装置6、整合装置7。机架上设置有用于输送正方形状硅片的输送通道。预导正装置2设置在所述机架1上,并用于对所述输送通道内硅片进行预导正。所述外形尺寸检测装置3用于接收所述预导正装置2输出的硅片并检测该输送通道内硅片的外形尺寸是否合格。规整装置4设置在所述机架1上,并用于接收所述外形尺寸检测装置3输出的硅片并对该输送通道内硅片进行精导正。左右崩边装置5设置在所述机架1上,并用于接收所述规整装置4输出的硅片并对该输送通道内硅片的左右边缘进行质量检测。厚度检测装置6设置在所述机架1上,并用于接收所述左右崩边装置5输出的硅片并检测该输送通道内硅片的厚度是否合格。整合装置7设置在所述机架1上,并用于接收所述厚度检测装置6输出的硅片并对该硅片的前后边缘、上下表面和四个倒角进行质量检测。
53.其中,预导正装置2、规整装置4、左右崩边装置5、厚度检测装置6、整合装置7在第一预定直线方向上沿输送通道依次设置,并先通过对外部输入的硅片先进行预导正,预导正也即是将输入的硅片进行预导正,以使全部进入预导正装置2的硅片均以同一姿态和同一方向进行移动并输送至外形尺寸检测装置3中。而外形尺寸检测装置3则用于确定经过外形尺寸检测装置3的硅片的外形尺寸是否合格。在外形尺寸检测装置3完成工作后将硅片输送至规整装置4进行精导正,使全部进入左右崩边装置5的硅片均以同一姿态和同一方向进行移动并输送至左右崩边装置5中。左右崩边装置5接收所述规整装置4输出的硅片并对该硅片的左右边缘进行质量检测,也即是对硅片的左右边缘的质量进行质量检测,以判断硅片的左右边缘是否有损坏。在左右崩边装置5完成工作后,厚度检测装置6接收所述左右崩边装置5输出的硅片并检测该硅片的厚度是否合格。厚度检测装置6完成工作后,整合装置7接收所述厚度检测装置6输出的硅片并对该硅片的前后边缘、上下表面和四个倒角进行质量检测,以判断硅片的前后边缘、上下表面和四个倒角是否有损坏。
54.上述实施例中的预导正装置2、外形尺寸检测装置3、规整装置4、左右崩边装置5、厚度检测装置6、整合装置7的设置,能够实现加快硅片的分选效率,并能够保证硅片的质量。
55.其中,每次放入预导正的硅片均同属同一种尺寸规格,后续均是对硅片是否有误差和质量进行检测。
56.参见图2,在本实施例中,硅片需要采用花篮承载的方式进行输送,以避免硅片在输送的过程中发生碰撞受到损坏。
57.参见图2,进一步地,所述预导正装置2包括:第一驱动装置21、第一导向块22、第二
导向块23,以及第二输送装置24。所述第二输送装置24设置在所述输送通道内,第二输送装置24在接收到硅片后沿第一预定直线方向输送硅片。
58.由于不同尺寸的硅片在宽度上有所不同,并且放置在第二输送装置24上的硅片位置也不同,因此需要对硅片进行预导正。所述第一导向块22与所述第二导向块23分设在所述第二输送装置24的相对两侧。所述第一驱动装置21控制所述第一导向块22和所述第二导向块23沿第二预定直线方向相向移动或相背移动,所述第一预定直线方向与所述第二预定直线方向相垂直,也即是第一导向块22和第二导向块23的延伸方向与第一预定直线方向相平行,并且第一导向块22和第二导向块23能够同时朝向硅片方向移动和同时背向硅片方向进行移动。
59.其中,第一导向块22和第二导向块23之间的距离的中心始终位于第二输送装置24的输送线上。当需要检测的硅片相较上次检测的硅片的宽度更大时,第一导向块22和第二导向块23背离第二输送装置24移动,使第一导向块22和第二导向块23之间的距离增大,以便于硅片进入第一导向块22和第二导向块23之间,并且硅片受到第一导向块22和第二导向块23的限位,使硅片以同一姿态和同一方向进行移动并输送至外形尺寸检测装置3中。当宽度较小的硅片经过第二输送装置24时,第一导向块22和第二导向块23朝向第二输送装置24移动,使第一导向块22和第二导向块23之间的距离减小,以便于硅片进入第一导向块22和第二导向块23之间,并且硅片受到第一导向块22和第二导向块23的限位,使硅片以同一姿态和同一方向进行移动并输送至外形尺寸检测装置3中。
60.进一步地,所述第一导向块22具有与所述第二导向块23相对的第一侧面。所述第二导向块23具有与所述第一导向块22相对的第二侧面。在所述第二输送装置24的输送方向上,所述第一侧面与所述第二侧面之间的距离逐渐变小。
61.其中,第二输送装置24包括两条平行的输送带。
62.具体地,通过第一驱动装置21驱动第一导向块22和第二导向块23移动,第一侧面和第二侧面的距离在变化,而第一侧面和第二面之间的最小距离刚好为硅片的宽度,而第一侧面和第二侧面宽度较大的一侧用于供硅片进入第一侧面和第二侧面之间,避免硅片预第一导向块22和第二导向块23发生碰撞而损坏。
63.第一驱动装置21包括:两个独立的液压推动杆,并且分别与第一导向块22和第二导向块23进行连接。
64.进一步地,参见图3和图4,所述外形尺寸检测装置3包括:第三输送装置31、罩体33、设置在所述罩体33内的第一光源32,以及设置在所述第一光源32上方的第一相机。所述罩体33的相对两侧分别开设有可供所述第三输送装置31穿过的开口。
65.第三输送装置31包括两条平行的皮带,硅片在两条平行的皮带上进行输送,第一光源32对硅片进行照射,而第一相机则对通过第一光源32的硅片进行拍照,第一相机拍照得到的图像发送控制器,确定该硅片的外形尺寸是否合格。
66.一种可能的实施例中,控制器根据第一相机反馈的图像确定图像是否合格,不合格则需要进行剔除。为了解决剔除不及格硅片的问题,所述外形尺寸检测装置3还包括:控制器、第一输送皮带37、第二输送皮带38、第一带轮、第二带轮、第三带轮、第四带轮、第二驱动装置、通过枢轴36枢接在所述规整装置4上的基座34、设置在所述规整装置4上的第一伺服电机35。
67.所述第一带轮、所述第二带轮、所述第三带轮,以及所述第四带轮转动设置在所述基座34上,基座34位于罩体33和规整装置之间。
68.所述第一带轮和所述第二带轮通过第一输送皮带37连接。所述第三带轮和所述第四带轮通过第二输送皮带38连接。所述第一带轮与所述第三带轮通过转轴连接,所述第二驱动装置用于驱动所述转轴转动,以带动第一带轮、第二带轮、第三带轮,以及第四带轮转动。所述第一伺服电机35的输出轴与所述枢轴36同轴连接,通过第一伺服的驱动能够使基座34相对枢轴36转动,使第一输送皮带37和第二输送皮带38的输入端能够接于第三输送装置31的输出端或脱离第三输送装置31的输出端。
69.控制器用于根据所述第一相机的反馈信息,控制所述第一伺服电机35驱动所述枢轴36转动。当控制器判断图像为不合格时,通过驱动枢轴36的转动使第一输送皮带37和第二输送皮带38的输入端脱离第三输送装置31的输出端,使硅片在第三输送装置31的输送下送入机架1。当控制器判断图像为合格时,通过驱动枢轴36的转动使第一输送皮带37和第二输送皮带38的输入端接于第三输送装置31的输出端,使硅片在第三输送装置31的输送下进入第一输送皮带37和第二输送皮带38。
70.一种可能的实施例中,参见图4,所述规整装置4包括:第一限位皮带41、第二限位皮带42,以及沿第一预定直线方向输送硅片的第四输送装置43。所述第一限位皮带41和所述第二限位皮带42分设在所述第四输送装置43的相对两侧。
71.经过外形尺寸检测装置3后的硅片由于没有限位从而会发生移位,因此在所述第四输送装置43的输送方向上,所述第一限位皮带41和所述第二限位皮带42之间的距离逐渐变小,以通过第一限位皮带41和所述第二限位皮带42相对的两个侧面与所述硅片相接触,使调整所述硅片在所述第四输送装置43上的姿态和方向,其中,第一限位皮带41和第二限位皮带42为软性连接,能够对硅片进行规整情况下有效防止硅片碰撞受损。
72.具体地,第四输送装置43包括两条平行的皮带,硅片在两条平行的皮带上进行输送。
73.一种可能的实施例中,左右崩边装置5包括:光源组、输送线、分设在输送两侧的安装台、设置在安装台上的高速线扫描相机。两个安装台上分别开设有供硅片左右边缘插入的开口,光源组对着开口内照射,高速线扫描相机对经过开口的硅片进行检测。
74.一种可能的实施例汇总,厚度检测装置6用于实现硅片的厚度检测,以判断硅片是否符合相应的厚度标准。该厚度检测装置6包括:基板以及安装于基板上的多组厚度检测单元。任一组厚度检测单元包括两个上下相对设置的线激光发射器,如此能够测出经过两个线激光发射器通过采集硅片上下表面的高度信息,进而计算出硅片的厚度、线痕和粗糙度。
75.一种可能的实施例中,参见图5,所述整合装置7包括:第二相机71、第五输送装置72、第一照射装置73、第二照射装置74、第三照射装置、第四照射装置、光路整合装置7。
76.第五输送装置72沿第一预定直线方向输送所述硅片。所述第五输送装置72上具有预定工位,所述预定工位用于检测所述硅片。
77.第一照射装置73用于照射所述预定工位中的所述硅片的倒角。所述第一照射装置73的数量为四个,四个所述第一照射装置73分别对应所述硅片的四个倒角。
78.第二照射装置74用于照射所述预定工位中的所述硅片的边缘。所述第二照射装置74的数量为两个,两个第二照射装置74分别对应所述硅片的前后边缘。
79.第三照射装置用于照射所述预定工位中的所述硅片的上表面。
80.第四照射装置用于照射所述预定工位中的所述硅片的下表面。
81.光路整合装置7用于将预定工位中的所述硅片的上表面、下表面、前后边缘,以及四个倒角反射的光线沿预定路径反射至所述第二相机71。
82.具体地,两个所述第二照射装置74分别为前侧照射装置和后侧照射装置。
83.所述前侧照射装置包括:第一支架741、第一转动架742、设置在所述第一转动架742上的前侧光源743,以及用于驱动所述前侧光源743相对所述预定工位转动的第二伺服电机744;所述第一转动架742的相对两端分别通过第一转动杆与所述第一支架741转动连接,所述第二伺服电机744的输出轴与所述第一转动杆同轴连接。在硅片尺寸发生变化后,第二伺服驱动第一转动架742进行转动以使前侧光源743能够正对照射硅片的前侧边缘。
84.所述后侧照射装置包括:第二支架745、第二转动架746、设置在所述第二转动架746上的后侧光源747,以及用于驱动所述后侧光源747相对所述预定工位转动的第三伺服电机748;所述第二转动架746的相对两端分别通过第二转动杆与所述第二支架745转动连接,所述第三伺服电机748的输出轴与所述第二转动杆同轴连接。在硅片尺寸发生变化后,第三伺服驱动第二转动架746进行转动以使后侧光源747能够正对照射硅片的前侧边缘。
85.其中,在对硅片分选的过程中,由于硅片在送入预导正装置2时均同属一种规格,因此第一转动架742和第二转动架746能够根据初始进入预导正的硅片的尺寸差进行调整。
86.进一步地,所述第一照射装置73包括:第三支架731、设置在所述第三支架731上的第四伺服电机732,以及用于照射所述硅片倒角的倒角光源733。所述第四伺服电机732的输出轴与所述倒角光源733固定连接。硅片尺寸发生变化后,第四伺服驱动通过转动倒角光源733使四个倒角光源733能够分别正对照射硅片的四个倒角。
87.通过转动倒角光源733、后侧光源747,以及前侧光源743的转动,以使能够始终照射在硅片需要测试的部位上,从而保证切换后硅片的成像稳定性。
88.具体地,为了第二相机71拍摄最佳的图像。光路整合装置7包括:xy轴导向系统和设置在xy轴导向系统上的多个反光镜,在硅片的尺寸发生变化后,对应的反光镜需要移动至需要拍摄的硅片位置的正上方。可以理解的是,上述的光路整合装置7还能够采用现有的反射镜系统,上述的实施例只是为了第二相机71拍摄最佳的图像,因此其结构在此不作限定。
89.控制系统提前获取调整前已设定的硅片尺寸a1和用户当前重新设定的硅片尺寸a2,计算硅片尺寸a1和硅片尺寸a2的尺寸差值δa。根据所述尺寸差值δa,可以分别计算得到预导正装置2、规整装置4、左右崩边装置5、厚度检测装置6和整合装置7中的待调整部件的待调整参数的调整值,包括照射角度的转动方向和调整度数,或者安设位置的移动方向和移动距离,或者两者共同调整。当确定了每一待调整部件的待调整参数及其调整值,即可确定与所述待调整部件连接的电机装置的驱动方向和驱动步数,所述驱动方向为正转方向或反转方向,其与待调整部件的安设位置的移动方向或照射角度的转动方向有关,所述驱动步数与待调整部件的安设位置的移动距离或照射角度的调整度数有关。进而,通过控制每一所述电机装置按照对应的所述驱动方向和所述驱动步数动作,来驱动所述待调整部件运动,实现对安设位置和/或照射角度的调整。
90.一种可能的实施例中,参见图6,本发明实施例还包括:用于对所述输送通道内的
硅片进行分选的分选装置8。分选装置8包括:收集箱体81、第三输送皮带82、第四输送皮带83、顶升气缸84、第六输送装置85,以及第七输送装置86。第六输送装置85设置在顶升气缸84上。第七输送装置86用于将所述第六输送装置85输出的硅片输送至收集箱体81。
91.第三输送皮带82和第四输送皮带83相平行设置,所述第三输送皮带82和所述第四输送皮带83沿所述第一预定直线方向输送硅片。所述第六输送装置85和第七输送装置86均沿所述第二预定直线方向输送硅片。也即是第三输送皮带82的输送方向与第七输送装置86的输送方向相垂直。所述顶升气缸84设置在所述第三输送皮带82和所述第四输送皮带83之间。
92.所述收集箱体81、所述第六输送装置85,以及所述第七输送装置86的数量为多个,且多个所述收集箱体81、多个所述第六输送装置85,以及多个所述第七输送装置86之间一一对应设置。
93.其中,在每个收集箱体81对应不同要求的硅片,控制器根据前面左右崩边装置5、厚度检测装置6、整合装置7输出的图像判断对应的硅片属于哪个收集箱体81。在第三输送皮带82和第四输送皮带83正常输送的情况下,顶升气缸84位于第三输送皮带82和第四输送皮带83的输送带面的下方,以使第六输送装置85也位于第三输送皮带82和第四输送皮带83的输送带面的下方。当硅片经过第一的收集箱体81时,顶升气缸84升起,以使第六输送装置85高于第三输送皮带82和第四输送皮带83的输送带面,使硅片被第六输送装置85沿第二预定直线方向进行输送,使硅片落入第七输送装置86上,第七输送装置86将硅片输送至收集箱体81进行收集。
94.其中,顶升气缸84设置在机架1上,第六输送装置85包括两条平行的输送带,环绕设置在顶升气缸84上,当第六输送装置85的输送带面高于第三输送皮带82和第四输送皮带83的输送带面时,硅片在第六输送装置85的输送带面上输送。
95.具体地,分选装置8还包括:第五带轮、第六带轮、第七带轮,以及第八带轮。所述第五带轮和所述第六带轮通过第三输送皮带82连接;所述第七带轮和所述第八带轮通过第四输送皮带83连接。
96.本发明的工作过程为:
97.预导正装置2:硅片进入第二输送装置24后,通过第一导向块22和第二导向块23同时朝向硅片方向移动和同时背向硅片方向进行移动,使硅片以同一姿态和同一方向进行移动。
98.外形尺寸检测装置3:第三输送装置31接收第二输送装置24输出的硅片,第一相机则对通过第一光源32的硅片进行拍照,第一相机拍照得到的图像发送控制器,确定该硅片的外形尺寸是否合格。
99.规整装置4:第四输送装置43接收第三输送装置31输出的硅片,通过第一限位皮带41和所述第二限位皮带42相对的两个侧面与所述硅片相接触,使调整所述硅片在所述第四输送装置43上的输送方向。
100.左右崩边装置5:输送线接收第四输送装置43输出的硅片,通过两个安装台上分别开设有供硅片左右边缘插入的开口,光源组对着开口内照射,高速线扫描相机对经过开口的硅片进行检测。
101.厚度检测装置6:厚度检测装置6接收输送线输出的硅片,两个线激光发射器通过
采集硅片上下表面的高度信息,进而计算出硅片的厚度、线痕和粗糙度。
102.整合装置7:硅片尺寸发生变化后,第二伺服驱动第一转动架742进行转动以使前侧光源743能够正对照射硅片的前侧边缘。第三伺服驱动第二转动架746进行转动以使后侧光源747能够正对照射硅片的前侧边缘。第四伺服驱动通过转动倒角光源733使四个倒角光源733能够分别正对照射硅片的四个倒角。
103.分选装置8:在每个收集箱体81对应不同要求的硅片,控制器根据前面左右崩边装置5、厚度检测装置6、整合装置7输出的图像判断对应的硅片属于哪个收集箱体81。在第三输送皮带82和第四输送皮带83正常输送的情况下,顶升气缸84位于第三输送皮带82和第四输送皮带83的输送带面的下方,以使第六输送装置85也位于第三输送皮带82和第四输送皮带83的输送带面的下方。当硅片经过第一的收集箱体81时,顶升气缸84升起,以使第六输送装置85高于第三输送皮带82和第四输送皮带83的输送带面,使硅片被第六输送装置85沿第二预定直线方向进行输送,使硅片落入第七输送装置86上,第七输送装置86将硅片输送至收集箱体81进行收集。
104.综上,本发明实施例提供一种硅片分选机,其能够实现加快硅片的分选效率,并能够保证硅片的质量。另外,通过预导正装置2和规整装置4能够实现对硅片进行调整,避免硅片发生“卡片、碎片、叠片”的情况。同时,通过转动倒角光源733、后侧光源747,以及前侧光源743的转动,以使能够始终照射在硅片需要测试的部位上,从而保证切换后硅片的成像稳定性。
105.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1