一种压具压针故障检测系统、压具分选装置及焊接设备的制作方法
1.本技术涉及光伏技术领域,具体涉及一种压具压针故障检测系统、压具分选装置及焊接设备。
背景技术:
2.压针是光伏组件中电池串制作设备常用的工具,通过顶升或压缩来固定电池片上的焊带或者固定电池片。具体应用时,将压针设置在压具上,该压针包括用于接触焊带或电池片的针头,用于提供收缩力的弹簧,当压具移至电池片表面来固定电池片表面的焊带时,弹簧受力压缩,压针的针头接触到电池片表面的焊带,从而将焊带固定在电池片的表面,压具从电池片表面移除时弹簧自动恢复为不受力的自然状态。
3.前述压具在使用时,由于人为的原因或者压针内部弹簧自动弹力失效等原因,使得压具无法正常使用,常见的故障类型包括:压针被卡滞在压具中即压针卡滞、压针内部的弹簧丢失即缺少弹簧,或者,压针断裂。然而,现有技术中面对这三种故障状态,均需要人工手动一个个按压压针来判断所有的压针属于哪种故障状态,或者,在压具被使用后根据焊接产品的质量才能判断压具是否有故障,这种人工检测,或者根据生产产品的状态来检测压具的方式,一方面检测效率低,另一方面增加了生产产品的失误率或废品率。因此,亟需一种压具压针故障检测系统来在线上或线下检测故障压具,并自动按照对应故障类型将压具放在对应的故障压具存储区。
技术实现要素:
4.本发明实施例提供了一种压具压针故障检测系统、压具分选装置及焊接设备,能解决上述现有技术中的问题。
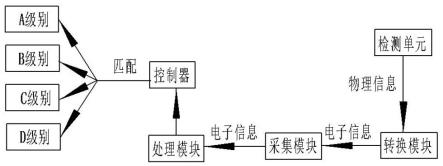
5.第一方面,本发明提供了一种压具压针故障检测系统,所述压具压针故障检测系统包括:检测单元、转换模块、采集模块、处理模块以及控制器,所述检测单元将检测的物理信息发送给所述转换模块,经过所述转换模块转换后得到电子信息,所述采集模块获取所述电子信息后发送给所述处理模块,所述处理模块将处理的结果发送给所述控制器;所述控制器整合成由位移和压力组成的坐标,并在位移与压力的坐标系中显示被检测压针的坐标后生成测试曲线,然后将所述测试曲线与预设信息匹配,匹配后显示检测结果。所述预设信息为表示不同级别的压针的原曲线,所述原曲线包括:表示压针良好的a级别的原曲线、表示压针卡滞的b级别的原曲线、表示压针断针的c级别的原曲线以及表示压针缺少弹簧的d级别的原曲线;不同级别对应的原曲线不同。
6.可选的,所述压具压针故障检测系统的逻辑是:s100,给所述故障检测系统中的电子器件通电使其初始化;s200,载入待检测压具;s300,所述检测单元执行检测动作;s400,采集检测过程中的压力和位移数据;
s500,上位机记录和显示所述压力和位移数据;s600,上位机判断所述待检测压具是否不良,若结果为是,则判断是压针卡滞、压针断针、压针缺少弹簧中的哪一种,并根据判断结果分别将所述待检测压具传入对应的存储区;若结果为否,则将所述待检测压具传入a级别所对应的存储区;s700,判断是否继续检测,是,则回到s100后继续检测下一个待检测压具,否,则检测结束。
7.可选的,所述检测单元包括矩阵压力传感器和伺服电机,所述伺服电机驱动所述待检测压具下移至所述矩阵压力传感器的表面,所述矩阵压力传感器与所述待检测压具的压针接触检测不同压针的压力值,所述伺服电机下降的位移与所述矩阵压力传感器检测的压力实时一一对应。
8.可选的,所述压具压针故障检测系统包括槽型光电和配重块,所述槽型光电执行所述检测单元、所述转换模块以及所述采集模块的动作,所述槽型光电的光电开关与所述配重块连接,所述配重块的另一端用于与所述待检测压具的压针接触并向所述压针施压;所述配重块上包括压力检测器和位移传感器,所述压力检测器用于检测所述压针承受的压力,所述位移传感器用于检测所述配重块检测时移动的位移。
9.可选的,所述待检测压具压针故障检测系统还包括电子显示器,所述电子显示器与所述光电开关电连接,所述电子显示器包括显示灯,所述显示灯的位置和数量与所述待检测压具上压针的位置和数量一一对应;所述显示灯用于显示待检测压具对应级别的检测结果;所述配重块从多个所述压针的顶部给所述压针施加压力。
10.可选的,表示不同级别的压针的所述原曲线的两侧包含两条与所述原曲线平行的渐近线,两条所述渐近线之间的间距为s。
11.可选的,所述控制器还用于计算表示不同级别的压针的所述原曲线与所述测试曲线之间的相似度,所述相似度用于辅助判断所述测试曲线与所述原曲线是否匹配。
12.第二方面,本发明提供了一种压具分选装置,所述压具分选装置包括:带驱动设备的传送带、分级储料盒、抓手以及检测设备,前述的压具压针故障检测系统应用于所述检测设备,所述检测设备用于检测待检测压具的压针以确定待检测压具的级别;所述抓手用于抓取待检测压具和将不同级别的待检测压具分类放在不同的所述分级储料盒中,所述传送带在所述驱动设备的作用下循环传送所述待检测压具,所述传送带在所述检测设备检测时为停机状态。
13.第三方面,本发明提供了一种焊接设备,所述焊接设备包括前述的压具分选装置,所述焊接设备的控制装置与所述压具分选装置的控制器信号连接用以控制所述压具压针故障检测系统。
14.可选的,所述焊接设备还包括剔除机构,所述剔除机构与所述压具分选装置连接以将故障的待检测压具从所述压具分选装置中剔除;所述剔除机构包括吸盘、机械臂和电机,所述吸盘设置于所述机械臂的一端,所述电机驱动所述机械臂旋转剔除b级别、c级别以及d级别的压具。
15.首先,本发明提供的一种压具压针故障检测系统,该故障检测系统包括:检测单元、转换模块、采集模块、处理模块以及控制器,检测单元将检测的物理信息发送给转换模
块,经过转换模块转换后得到电子信息,采集模块获取电子信息后发送给处理模块,处理模块将电子信息处理的结果发送给控制器,控制器将收到的数据处理结果整合成由位移和压力组成的坐标,并在位移与压力的坐标系中显示被检测压针的坐标后生成测试曲线,然后将测试曲线与预设的表示不同级别的压针的原曲线进行匹配,根据匹配结构即可确定该压针是否不良,以及具体不良的类型是属于哪一种不良的状态。
16.其中,表示压针的不同级别的原曲线包括:表示压针良好的a级别的原曲线、表示压针卡滞的b级别的原曲线、表示压针断针的c级别的原曲线以及表示压针缺少弹簧的d级别的原曲线。本发明免去了人工手动一个一个进行压具的压针检测,大大提升了压针检测的效率和检测精度。
17.需要说明的是,本发明提出的压具压针故障检测系统不仅可以单独应用在线下设备中来检测待检测压具,还可以将该待检测压具压针故障检测系统设置在压具循环使用的系统中。如,将其应用在生产电池串的串焊机设备中,因为在串焊机设备中,压具用来按压固定电池片上的焊带,并且该压具是循环使用的,将本发明应用在串焊机中可以在压具循环使用过程中检测压具的压针的状态,进一步的,在自动检测后将压具分级并剔除不良的压具,以提升自动化生产设备的生产效率和生产质量。
18.其次,本发明在前述压具压针故障检测系统的基础上,提供了一种压具分选装置,该压具分选装置包括:带驱动设备的传送带、分级储料盒、抓手以及检测设备,前述的压具压针故障检测系统应用在检测设备中,该检测设备用于检测待检测压具的压针以确定待检测压具的级别,并通过抓手将待检测压具分类放在不同的分级储料盒中。另外,传送带在检测设备检测时为停机状态,以方便检测设备检测;但如果根据实际使用需求,需要增加检测设备的检测速率时,可以控制检测设备在检测待检测压具时传送带不停机。本发明的压具分选装置通过实时检测待检测压具,使得可以在压具使用的循环过程中判断压具是否为良品,并确认不同的不良品后分级储存在储料盒中,方便后期按照不良的类型去处理,提升了压具分选装置的实用性。
19.另外,本发明还提供了一种焊接设备,该焊接设备包括前述的压具分选装置,将焊接设备的控制装置与压具分选装置的控制器连接以控制压具压针故障检测系统,该焊接设备可以在压具循环过程中将不良压具分选并剔除在对应级别的储料盒中,实现了焊接设备中压具在循环过程中自动检测并分选储存,本发明提升了焊接设备焊接电池片或电池串的质量。
附图说明
20.图1表示本技术中的一种压具压针故障检测系统的结构示意图;图2表示本技术中的检测压力与位移的原曲线示意图;图3表示本技术提供的一种压具压针故障检测系统的逻辑示意图;图4表示本技术提供的一种压具压针故障检测系统的示意图;图5表示本技术提供的压具压针故障检测系统第一种应用方式示意图;图6表示本技术提供的压具压针故障检测系统第二种应用方式示意图。
21.附图标记:1:控制器;2:待检测压具;21:压针;3:光电开关;4:配重块;5:矩阵压力传感器。
具体实施方式
22.下面将结合申请实施例中的附图,对申请实施例中的技术方案进行清楚、完整地描述。另外,在整个说明书各处出现的“在一个实施例中”或“在一实施例中”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
23.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体与另一个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的物品或者终端设备中还存在另外的相同要素。
24.参照图1至图6所示,本发明实施例提供了一种压具压针故障检测系统、压具分选装置及焊接设备。
25.第一方面,本发明提供了一种压具压针故障检测系统,该压具压针故障检测系统包括:检测单元、转换模块、采集模块、处理模块以及控制器1,检测单元将检测的物理信息发送给转换模块,经过转换模块转换后得到电子信息,采集模块获取电子信息后发送给处理模块,处理模块将处理的结果发送给控制器1,控制器1整合成由位移和压力组成的坐标,并在位移与压力的坐标系中显示被检测压针的坐标后生成测试曲线,然后将测试曲线与预设信息匹配,匹配后显示检测结果。其中,预设信息为表示不同级别的压针的原曲线,该原曲线包括:表示压针良好的a级别的原曲线、表示压针卡滞的b级别的原曲线、表示压针断针的c级别的原曲线以及表示压针缺少弹簧的d级别的原曲线;不同级别对应的原曲线不同。
26.如图1所示,本发明提供的一种压具压针故障检测系统由:控制器1、检测单元、采集模块、转换模块一级处理模块组成;检测单元检测待检测压具2上的压针,并将检测的物理信息发送给转换模块,经过转换模块转换后得到电子信息,采集模块获取该电子信息后发送给处理模块,处理模块将电子信息处理的结果发送给控制器1,控制器1将收到的数据处理结果整合成由位移和压力组成的坐标,并在位移与压力的坐标系中显示被检测压针的坐标后生成测试曲线,然后将测试曲线与预设的表示不同级别的原曲线信息匹配,匹配后显示结果,即获知该待检测压具2上不同位置处压针分别属于哪种级别。其中,压具压针的检测结果包括:表示压针良好a级别、表示压针卡滞的b级别、表示压针断针的c级别以及表示压针缺少弹簧的d级别。
27.以下对本发明中压针不同状态的原曲线进行具体说明:第一,如图2中t1所示,检测开始时,检测单元下移但待检测压具2的压针还没接触到检测单元,直到检测单元接触到压针后,检测的压力与位移属于线性增长关系,最后,待检测压具2的压针被压缩到压针所承受的最大压缩量时,检测单元不再下移,即横坐标的位移不再发生变化;然后,检测单元开始远离待检测压具2,这段时间内,检测单元移动的位移减小压力也减小。在实际检测时得到测试曲线后,将测试曲线与图2中t1中的原曲线进行匹配,如果测试曲线满足该原曲线中各个点的特征,则匹配成功,说明该压针是属于a级别的,即压针是良好的。
28.第二,如图2中t2所示,如果压针卡滞,那么检测单元在测试的过程中生成的测试曲线就不是前述a级别那种线性关系,而是不断波动的曲线;如果压针完全卡住不动,那么不论检测单元的检测压力增大多少,位移将不再变化。在实际检测时得到测试曲线后,将测试曲线与图2中t2中的原曲线进行匹配,如果测试曲线满足该原曲线的特征,则匹配成功,说明该压针是属于b级别的。当然,如果检测曲线是波动的,只与b级别的原曲线相似,也可判定该压针是属于b级别,即是压针卡滞的。
29.第三,如图2中t3所示,如果压针断针,那么检测单元测试时,位移逐渐增大,但前一段时间检测单元是接触不到压针的,即检测的压力为零,直到检测单元与压针接触后,才会检测到压力。在实际检测时得到测试曲线后,将测试曲线与图2中t3中的原曲线进行匹配,如果测试曲线满足该原曲线的特征,则匹配成功,说明该压针是属于c级别的。当然,如果检测曲线与c级别的原曲线相似也可判定该压针是属于c级别,即是压针断针的。
30.第四,如图2中t4所示,如果压针内缺少弹簧,那么在检测单元检测时,检测到的压力是一个定值,即不论检测单元下降的位移增加多少,其检测到的压力都是恒定不变的。在实际检测时得到测试曲线后,将测试曲线与图2中t4中的原曲线进行匹配,如果测试曲线满足该原曲线的特征,则匹配成功,说明该压针是属于d级别的。在实际检测中,如果检测曲线与该d级别的原曲线相似也可判定该压针是属于d级别的,即是压针缺少弹簧的。另外,具体该恒定的值与检测单元设定的检测参数和压针的参数有关,本发明对此不做具体限定。
31.综上可知,本发明通过将检测单元检测的压针的压力和位移参数制作成测试曲线,将测试曲线与控制器1内各个级别的原曲线进行匹配,即可获知待检测压具2上各个压针是良好,还是压针卡滞、或是压针断针,或是压针内缺少弹簧,这种自动检测的方式免去了人工手动一个一个检测,大大提升了压针检测的效率和检测精度,而且,本发明件判断完压针的级别后,将对应级别的压针的这些压具传入对应的存储区,以完成自动分类压具,进一步增加了本发明的实用性。
32.在本发明中,如图3所示,本发明提供的压具压针故障检测系统的整体逻辑是:s100,给故障检测系统中的电子器件通电使其初始化;s200,载入待检测压具2;s300,检测单元执行检测动作;s400,采集检测过程中的压力和位移数据;s500,上位机记录并显示压力和位移数据;s600,上位机判断所述待检测压具2是否不良,若结果为是,则判断是压针卡滞、压针断针、压针缺少弹簧中的哪一种,并根据判断结果分别将待检测压具2传入对应的存储区;若结果为否,则将待检测压具2传入a级别所对应的存储区;s700,判断是否继续检测,是,则回到s100后继续检测下一个待检测压具2,否,则检测结束。
33.如图3所示,为了区分不同的不良的压具所属的类别,设置了不同的储存区编号,其中,存储区o存储良好的压具,存储区i表示存储压针卡滞的压具,存储区ii存储压针断针的压具,存储区iii存储压针缺少弹簧的压具,在实际使用中可以根据使用的便捷性选择实用的储存区编号,本发明对此不做具体的限定。
34.需要说明的是,本发明提供的压具压针故障检测系统不仅可以独立应用在线下压
具检测的装置中,还可以将其应用在压具循环使用的系统中,使得压具在循环使用过程中即可检测压具的压针的状态,以减少生产电池片或电池串的设备中出现的不良品。
35.另外,前述区分级别的字母a、b、c、d只是分别表示压针良好、压针卡滞、压针断针以及压针缺少弹簧的不同级别的代号,在使用中可以使用其他字母或字符作为区别不同级别压针的代号,本发明中对此不做具体的限定。
36.在一些实施例中,前述的检测单元包括矩阵压力传感器5和伺服电机,伺服电机驱动待检测压具2下移至矩阵压力传感器5的表面,矩阵压力传感器5与待检测压具2的压针接触检测不同压针所受的压力值,伺服电机下降的位移与矩阵压力传感器5检测的压力值实时一一对应,在检测待检测压具2的压针的过程中,控制器1可以获得由伺服电机下降的位移和矩阵压力传感器5所测的压力组成的坐标点,并将该坐标点显示在控制器1的显示界面上。其中矩阵压力传感器5的检测精度高,分布密集,满足待检测压具2中较密压针的检测需求。当然,除了伺服电机还可以选用其他驱动设备,本发明对此不做具体限定。
37.如图4所示,本发明的一种实施例可以是,控制器1可以以三菱plcr系列,该控制器1还包括:电源模块、cpu扩展模块、简单运动控制模块、io输入模块以及io输出模块;plc通过tcp通信协议与上位机连接,上位机不仅可以显示压力位移的测试曲线和原曲线,而且具有不良报警提示以及辅助报表打印的功能。控制器1控制检测单元自动检测,本发明中的检测单元即图中的检测执行机构,该检测执行机构预设了包括:获取检测位移的位置检测、光电检测,或者,以控制气缸的阀控的三种不同的端口通道,控制器1可以通过设置阀控还控制检测执行机构。另外,检测执行机构可以设置光电检测,控制器1通过光电来控制检测执行机构检测待检测压具2的压针;或者,检测执行机构上设置检测位置的器件,控制器1与检测位置的器件互通以控制检测执行机构检测压针,具体的可以根据实际使用需求选择接入不同的通道。本发明中还包括设计编写单片机板将采集模块、处理模块集成后方便处理矩阵式压力传感器的检测信号。另外,本发明cpu扩展模块还可以通过tcp通信协议与车间mes系统连接,以实现车间整体智能化控制,以节省人力的,提升压具检测的自动化程度。
38.在一些实施例中,本发明中的检测执行机构包括槽型光电和配重块4,槽型光电是利用光电开关3检测待检测零件移动状态的一种光电检测设备,槽型光电执行检测单元、转换模块以及采集模块的动作,槽型光电的光电开关3与配重块4连接,配重块4的另一端用于与待检测压具2的压针接触并用于向压针施压;配重块4上包括压力检测器和位移传感器,压力检测器用于检测压针21承受的压力,位移传感器用于检测配重块4移动的位移。另外,本发明的压具压针故障检测系统还包括电子显示器,电子显示器与光电开关3电连接,电子显示器包括显示灯,显示灯的位置和数量与待检测待检测压具2上压针21的位置和数量一一对应;显示灯用于显示待检测压具2的检测结果;配重块4同时从多个压针21的顶部给压针21施加压力。
39.对上述实施例,具体的,如图5所示,配重块4的顶端与光电开关3连接,光电开关3与控制器1连接,该控制器1可以显示检测结果。配重块4的底端用于与待检测压具22的压针21接触,待检测压具22被支柱支撑稳定在检测设备的下方,通过配重块4自身的重力向下压压针21,当压针21不良时,配重块4则无法下压到预设的位置,此时光电开关3无法检测到,则显示器上的显示灯亮红色;当压针21良好时,光电开关3可以正常检测到,则显示器上的显示灯亮绿灯,本发明以此来判断出待检测压具22的压针21是否良好,然后将不良的待检
测压具22拆下来人工复检,找出故障压具是属于哪种故障,并按照不同级别将故障压具分类储存。
40.上述实施方式中的检测方法的自动化程度较低,为此,本发明还提出了另一种检测结构,如下所示:如图6所示,显示了本发明另一种检测执行机构,该检测执行结构包括夹持待检测压具2的夹爪,将待检测压具22夹紧并在矩阵压力检测器5的正上方,利用电机控制夹爪向下推动待检测压具2,当待检测压具22与矩阵传感器5接触时,矩阵传感器5即获得了该待检测压具22上所有压针21的压力值,然后,控制器1根据电机的移动位移和矩阵传感器5所检测的压力值,将其按照坐标绘制在压力-位移坐标系中得到测试曲线,控制器1将该测试曲线与预先存储在控制器1中的原曲线进行匹配,即可获得所有检测的压针21是良好,还是属于具体哪种不良的状态(不良的状态包括前述的压针断针、压针卡滞、压针缺少弹簧),继而实现了待检测压具2的压针21的自动化检测,然后检测人员按照检测结果将压具分类存储。本发明的检测结构相对于前述更智能化,实用性更强。
41.需要说明的是,如果检测的待检测压具2的压针21比较稀疏,则可以采用一对一的方式来检测,以增加压针检测的精度,一次性就可以获得该待检测压具2中有所有压针21的结果;如果待检测压具2的压针21排布的过于密集,则可以考虑一次性测量两三个并排的压针21,然后人工确定两个或三个压针21中到底是哪个压针21不良或者属于哪种不良的压针21。
42.在另一些实施例中,表示不同级别的压针的的原曲线两侧包含两条与原曲线平行的渐近线,两条渐近线之间的间距为s;不同级别压针所对应的渐近线的s不同。控制器1还用于计算表示不同级别的压针的原曲线与测试曲线之间的相似度,相似度用于辅助判断测试曲线与原曲线是否匹配。
43.在本发明实施例中,在表示不同级别的压针的原曲线中在预设的s/2范围内设定渐近线,这两条渐近线之间的区域都是符合该级别的压针,即如果测试出来的压针测试曲线与原曲线不完全重合,但测试曲线在原曲线周围s/2的范围内,则该测试曲线同样符合该级别的原曲线。例如,某个压针的测试曲线在a级别的原曲线的渐近线范围内,则该测试的压针即为a级别的压针,属于良品。另外,本发明中为了增加曲线的匹配度,控制器1需要计算表示不同级别的压针的原曲线与测试曲线之间的相似度,该相似度可以辅助判断测试曲线与原曲线是否匹配。例如,某压针的测试曲线与b级别的原曲线之间的相似度在90%以上,则确定该压针为b级别的压针,即该压针是属于压针卡滞的。当然,本发明中渐近线之间的间距s和相似度的数值与实际待测压针的性能参数有关,因此本发明对此不做具体的限定。
44.在本发明中,实现了光伏焊接机常用压具压针的自动检测,极大的加快了压针检测的时间,提高了压针的检测效率与检测精度,减少了压具的不良,对使用压具生产的产品良率具有明显的提升效果。
45.第二方面,本发明提供了一种压具分选装置,该压具分选装置包括:带驱动设备的传送带、分级储料盒、抓手以及检测设备,其中,前述的压具压针故障检测系统应用在检测设备中,用该检测设备检测待检测压具2的压针以确定待检测压具2的级别。其中,抓手用于抓取待检测压具2和将不同的压具分类放在不同的分级储料盒中。传送带在驱动设备的作用下循环传送压具。其中,传送带在检测设备检测时为停机状态,以方便检测设备检测压
针,减少检测误差,但如果实际使用需要增加检测效率,可以将传送带设置成在待检测压具2检测时传送带不停机,以此加快设备生产产品的效率。
46.前述本发明提供的压具分选装置在循环过程中即可检测并判断待检测压具2是否为良品,并确认不同的不良品分类堆放,不仅优化了压具循环系统的循环结构,而且,分类将不良类型的压具分类搬出并存储,进一步提升了压具循环系统的实用性。
47.第三方面,本发明提供了一种焊接设备,该焊接设备包括前述的压具分选装置,将焊接设备的控制装置与压具分选装置的控制器1连接用以控制压具压针故障检测系统。另外,本发明的焊接设备还包括剔除机构,该剔除机构与压具分选装置连接以将故障的压具从压具循环系统中剔除。该剔除机构具体包括吸盘、机械臂和电机,吸盘设置于机械臂的一端,电机驱动机械臂旋转剔除b级别、c级别以及d级别的压具。本发明提供的焊接设备增加了自动化检测压具,在压具循环使用过程中检测压具,而且自动将故障的压具分类剔除,优化了焊接设备的结构,提升了焊接产品的良率。
48.最后,本发明涉及光伏技术领域,本发明提供了一种压具压针故障检测系统、压具分选装置及焊接设备,该压具压针故障检测系统包括:检测单元、转换模块、采集模块、处理模块以及控制器1,检测单元将检测的物理信息发送给转换模块,经过转换模块转换后得到电子信息,采集模块采集电子信息,处理模块处理电子信息后给控制器1,控制器1整合成由位移和压力组成的坐标,并在位移与压力的坐标系中显示坐标后生成测试曲线,然后将测试曲线与预设的原曲线匹配,匹配后显示待检测压具2的检测结果是a级别、b级别、c级别还是d级别;不同级别对应不同的原曲线。相比人工手动一个一个检测压具的压针,本发明大大提升了压针检测的效率和检测精度。
49.另外,需要说明的是,上述所描述的实施例是申请一部分实施例,而不是全部的实施例。基于申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于申请保护的范围。
50.需要说明的是,本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1