一种自动化检测设备及其检测方法与流程
本发明涉及一种自动化检测设备及其检测方法,属于磁变量检测领域。
背景技术:
1、电磁铁是一种磁体,其中所述磁场由一个电流产生。电磁铁通常由绕成线圈的线组成。通过导线的电流会产生一个磁场,该磁场集中在孔中,表示线圈的中心。当电流关闭时,磁场消失。线匝通常缠绕在由铁磁性或亚铁磁性材料(例如铁)制成的磁芯上;磁芯集中磁通量,形成更强大的磁铁,与永磁体相比,电磁体的主要优点是可以通过控制绕组中的电流量来快速改变磁场。然而,与不需要电源的永磁体不同,电磁体需要持续的电流供应来维持磁场。
2、电磁铁广泛用作其他电气设备的部件,如电动机、发电机、机电螺线管、继电器、扬声器、硬盘、核磁共振机、科学仪器和磁选设备,智能型大型、直流换流变压器、智能型电抗器等变压器、整流器和电感器制造、智能型配电系统、设施等配电开关控制设备制造以及汽车里面的一些配件都需要用到电磁铁,电磁铁在工业中也用于拾取和移动重铁物体,例如废铁和钢。
3、电磁铁生产的时候需要检测磁力的大小是否符合标准,现有的大多都是通过人工检测磁性大小后判断是否符合产品的标准,然后进行分拣,人工检测成本较高,不能满足自动化工业生产的需求,而且电磁铁通电会产生辐射,长时间、长期接触对工作人员的身体有辐射伤害。
4、因此我们对此做出改进,提出一种自动化检测设备及其检测方法。
技术实现思路
1、(一)本发明要解决的技术问题是:大多都是人工检测磁性大小后判断是否符合产品的标准,然后进行分拣,不能满足自动化工业生产的需求,且长期接触对工作人员的身体有辐射伤害的问题。
2、(二)技术方案
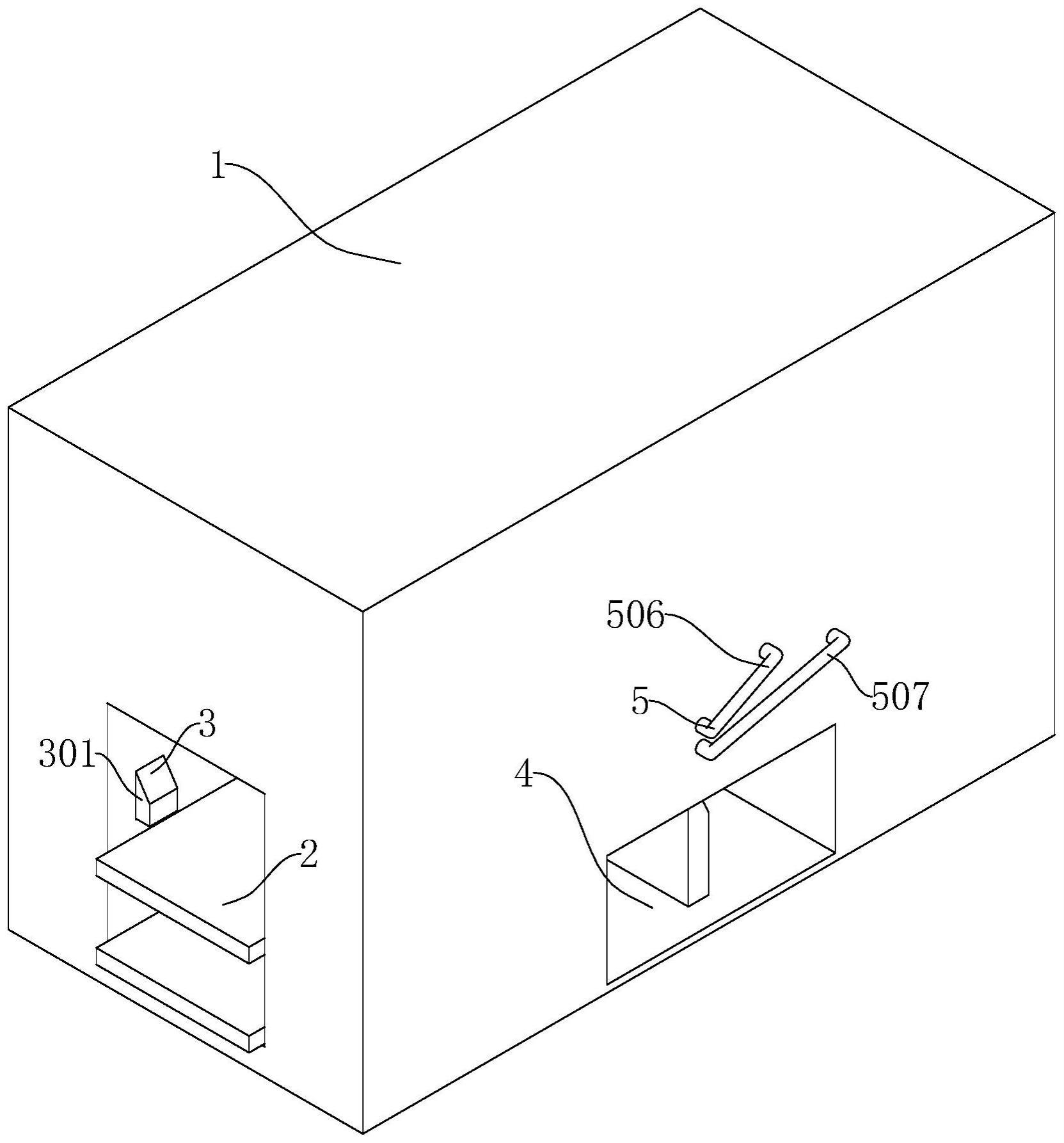
3、为了实现上述发明目的,本发明提供了一种自动化检测设备,包括外壳,所述外壳内腔前端的底部安装有第一运输带,所述外壳内腔后端的底部安装有第二运输带,所述外壳内腔的两侧均设有位于第一运输带顶端的隔断机构,所述外壳内腔的中部设有导向分类机构,所述外壳内腔的两侧均设有磁性检测机构,所述外壳内腔的顶部设有传动机构,所述传动机构的底端设有调节机构,所述调节机构的底端设有夹持机构,所述外壳内腔两侧的后端设有导向复位机构;
4、所述夹持机构包括驱动结构以及夹持结构,所述驱动结构用于驱动夹持结构以及传动调节机构,所述夹持结构用于夹持电磁铁以及给电磁铁通电;
5、所述驱动结构包括两个支撑板,两个所述支撑板相向一侧的顶部固定设有定位板,两个所述支撑板内部的后端滑动设有第一滑块,两个所述支撑板内部的前端滑动设有第二滑块,所述第一滑块与第二滑块均通过第三弹簧与支撑板内部链接;
6、所述夹持结构包括固定设置于第一滑块与第二滑块底部的夹持组件,所述夹持组件由夹持板与弹性铜板组成,所述弹性铜板固定设置于夹持板的边侧。
7、其中,所述驱动结构还包括转动设置于两个第一滑块相向一侧的第一圆杆,两个所述第二滑块相向的一侧转动设有第二圆杆,所述第二圆杆的两端分别穿过两个第二滑块且固定套设有复位齿轮,两个所述支撑板相向一侧的中部均开设有滑槽,所述滑槽的顶部滑动设有橡胶杆,所述橡胶杆的顶部固定设有穿过支撑板的方形滑板,所述方形滑板的顶部固定设置有复位弹簧,两个所述方形滑板上对称开设有斜槽,所述斜槽靠近支撑板的一端低于远离支撑板的一端,两个所述支撑板相向的一侧设有定位圆杆,所述定位圆杆的两端分别与两个滑槽滑动连接,所述支撑板的上转动设有四个连杆,其中两个所述连杆的端部套设于第一圆杆上,另外两个所述连杆的端部套设于第二圆杆上
8、其中,所述外壳内腔两侧的中部均开设有测试槽,所述外壳内腔两侧的中部均开设有位于测试槽前端底部的一号安置槽,所述一号安置槽的内部开设有两个一号密封槽,所述外壳内腔两侧的中部均开设有位于测试槽后端底部的二号安置槽,所述二号安置槽的内部开设有二号密封槽。
9、其中,所述磁性检测机构包括设于测试槽内的铁块,所述铁块通过第二弹簧与测试槽内部连接,所述铁块上固定套设有滑动于测试槽内部的密封圈,所述一号安置槽内设有第一挡块,所述二号安置槽内设有第二挡块,所述第一挡块靠近外壳一侧固定设有两个分别滑动于两个一号密封槽内的滑杆,所述第二挡块靠近外壳一侧也固定设有滑动于二号密封槽内的滑杆,所述外壳两侧的中部设有第一气管,所述第一气管的一端与测试槽连通,所述第一气管的另一端与其中一个一号密封槽连通,所述第一气管底部设有位于外壳两侧的第二气管,所述第二气管的一端与另一个一号密封槽连通,所述第二气管的另一端与二号密封槽连通。
10、其中,所述外壳内腔两侧的前端开设有滑隔槽,所述隔断机构包括滑动设于滑隔槽内部的滑动板,所述滑动板靠近第一运输带的一侧等距设有若干个穿过外壳的楔形块,所述滑动板远离第一运输带的一侧固定设有三个第一弹簧,所述第一弹簧的端部与滑隔槽内部固定连接。
11、其中,所述导向分类机构包括设置于外壳内腔底部的分拣组件以及设置于外壳内腔两侧的复位组件,所述分拣组件用于分拣磁性不同的电磁铁,所述复位组件用于调节机构复位;
12、所述分拣组件包括开设于外壳一侧底端中部的收纳槽,所述收纳槽的顶端与外壳的内腔连通,所述收纳槽底端的中部固定设有分隔块;
13、所述复位组件包括开设于外壳内部边侧的n形槽,所述n形槽后端的顶部设有一号十字架,所述一号十字架靠近外壳的一端通过棘轮组合单向转动设于外壳的内部。
14、其中,所述传动机构包括转动设置于外壳内腔两侧前端顶部的第一转动轴,所述外壳内腔两侧后端的顶部转动设有第二转动轴,所述第一转动轴的中部固定套设有第一皮带轮,所述第二转动轴的中部固定套设有第二皮带轮,所述第一皮带轮与第二皮带轮上套设有皮带,所述皮带上固定设有若干个传动块,所述传动块的边侧开设有方孔,所述第一皮带轮的两侧均设有固定套设于第一转动轴上的第一齿轮,所述外壳内腔两侧的前端均转动设有两个与第一齿轮啮合的第二齿轮,所述第二皮带轮的两侧均设有固定套设于第二转动轴上的第三齿轮,所述外壳内腔两侧的后端均转动设有两个与第三齿轮啮合的第四齿轮,两个所述第四齿轮相反的一侧纵向设有两个传动轮,其中一个所述传动轮与第四齿轮固定连接,另一个所述传动轮转动设于外壳内腔的边侧上,两个所述传动轮上套设有传动带,所述传动带上固定设有若干个橡胶板。
15、其中,所述导向复位机构包括固定设置于外壳内腔两侧的一号凸板,所述外壳内腔两侧固定设有位于一号凸板底部的一号l形板,所述一号l形板后端的边侧固定设有二号l形板,所述二号l形板顶部的前端以及前端的顶部均固定设有若干个齿牙,所述一号凸板后端的底部设有二号十字架,所述二号十字架靠近外壳的一端通过棘轮组合单向转动设于外壳的内部。
16、其中,所述调节机构包括固定设置于定位板顶端的两个定位架,所述定位架的低端内嵌设有h形滑板,所述h形滑板靠近方形滑板一端的内部固定设置有滑动于斜槽内的一号滚轴,所述h形滑板远离方形滑板一端的内部也固定设置有二号滚轴,所述定位架的内部通过辊轴转动设有y形杠杆,所述y形杠杆的低端开设有套设于二号滚轴上一号滑孔,所述y形杠杆的顶端对称开设有二号滑孔,所述定位架内部的顶端滑动设有方形滑块,所述方形滑块的前端以及后端对称设有滑动于两个二号滑孔内的限位圆杆,所述方形滑块靠近支撑板的一侧转动设有转动杆,所述转动杆的端部固定设有圆形滑竿,所述圆形滑竿上套设有延伸杆,所述圆形滑竿上套设有位于转动杆与延伸杆之间的第四弹簧,所述方形滑块远离支撑板的一侧通过第五弹簧滑动设有方形插块。
17、一种自动化检测方法,包括如下步骤:
18、步骤一,夹持电磁铁:夹持机构将第一运输带上生产好的电磁铁夹起来并通电,然后跟随传动机构运动;
19、步骤二,磁性检测:电磁铁通电后经过磁性检测机构时,磁性检测机构会对电磁铁的磁性大小进行检测;
20、步骤三,电磁铁分拣:电磁铁通过磁性检测机构检测过后,会根据磁性过大或者过小分拣至分拣组件中,磁性在标准范围的会运输至第二运输带的上方;
21、步骤四,夹持机构复位:导向复位机构通过传动机构控制夹持机构复位,调节机构根据夹持机构的复位,传动机构带动调节机构通过导向分类机构复位。
22、(三)有益效果
23、本发明所提供的一种自动化检测设备及其检测方法,其有益效果是:
24、1.通过通过设置的夹持机构以及磁力检测机构,夹持机构将第一运输带上生产好的电磁铁夹持起来并导通电流,夹持机构将电磁铁运输至磁性检测机构附近,通电的电磁铁就会通过吸力将磁性检测机构中的铁块拉近,铁块的移动带动动第一挡块以及第二挡块移动,当电磁铁磁力大小达到标准时,可以使第一挡块与第二挡块处于同一平面且不会阻挡住夹持机构所夹持的电磁铁,并将符合标准的电磁铁运输至第二运输带上,实现了自动检测电磁铁磁性大小是否合格,解决了现有技术中人工检测磁性大小后判断是否符合产品的标准,且长期接触对工作人员的身体有辐射伤害的问题;
25、2.通过设置的磁性检测机构、夹持机构以及导向分类机构,夹持机构将电磁铁导通电流后,通电的电磁铁就会通过吸力将磁性检测机构中的铁块拉近,当电磁铁磁力比标准值小时,铁块不会移动很大距离,第一挡块就会挡住电磁铁的底部,电磁铁的底部被挡住时会通过杠杆原理将移动中的夹持机构掰开,使电磁铁掉落至分拣组件中,当电磁铁磁力比标准值大时,铁块会移动很大距离,第一挡块会缩进去,同时第二挡块就会挡住电磁铁的底部,使电磁铁掉落至分拣组件中,分拣组件中的分隔块实现了将磁力小和磁力大的电磁铁分隔开来,方便后续处理,解决了现有技术中需要人工分拣的问题;
26、3.通过设置的传动机构、夹持机构以及调节机构,夹持机构夹持着电池的时候,夹持机构通过第二齿轮带动向下移动,使夹持板将电磁铁夹住并通过弹性铜板给电磁铁通电,同时促使连杆带动定位圆杆持续向上移动并推动橡胶杆以及顶部的方形滑块,方形滑板向上移动时会拉动h形滑板,h形滑板的一端通过y形杠杆带动方形滑块滑动,使两个方形插块插入传动块上的方孔中,在夹持机构夹住电池铁同时,可以跟随传动块移动;
27、4.通过设置的传动机构、导向复位机构以及导向分类机构,当夹持机构夹持着电池移动到达第二运输带上方时,导向复位机构会带动连杆带动定位圆杆向下移动,并使四个夹持板放开对电磁铁的夹持,使其掉落至第二运输带上,方形滑板上方的复位弹簧会推动方形滑板向下滑动,方形滑板下滑时会推动h形滑板,h形滑板的一端通过y形杠杆推动方形滑块滑动,使延伸杆延伸至导向分类机构中的导向部中,导向部中的n形槽可以使调节机构以及夹持机构不跟随传动机构中的传动块移动,传动带上的橡胶板可以带动调节机构以及夹持机构沿着n形槽向上移动,然后沿着n形槽向前滑动至夹持电磁铁的位置;
28、5.通过设置的导向分类机构以及导向复位机构,导向分类机构中的一号十字架以及导向复位机构中的二号十字架均通过棘轮组合实现单向逆时针转动,一号十字架可以防止调节机构向下掉落,并带动调节机构以及夹持机构沿着n形槽向前滑动,二号十字架可以防止第一圆杆脱离一号凸板以及一号l形板之间的间隙,保证第一圆杆以及复位齿轮可以跟随一号凸板以及一号l形板之间的间隙运动,并且使二号l形板上的齿牙会带动复位齿轮顺时针旋转,从而使夹持机构复位;
29、6.通过设置的隔断机构以及夹持机构,隔断机构中的楔形块会将电磁铁间隔开来,防止两个电磁铁堆积在一起无法被夹持机构夹起,夹持机构向下移动的时候,夹持板以及支撑板会将楔形块挤入外壳内部,并将电磁铁夹起,在夹持过程中,夹持机构会将后面一个电磁铁挡住,当夹持机构将电磁铁带走后,第一弹簧又会将楔形块弹出,将电磁铁间隔开。
- 还没有人留言评论。精彩留言会获得点赞!