一种瓶口送料设备及其送料方法与流程
本发明涉及瓶口加工设备,尤其涉及一种瓶口送料设备及其送料方法。
背景技术:
1、瓶口一般多为圆环形结构,在瓶口裁切加工后需要对其进行后续进一步加工、检测等操作。为了实现自动化的操作,现有技术中有对瓶口的送料、移动、加工等通过自动化设备实现,该类型的设备虽然实现了自动化,但是采用送料斗和料带的结构方式将裁切后的瓶口,送到各个加工位置,该种送料的结构方式,适用于瓶口两侧结构相同,没有正反或结构区别的情况;但是对于瓶口两侧结构不相同,有正反或结构区别的瓶口时,所以在后续加工瓶口上料到加工位前,需要先对瓶口正反面进行检测,即对送料机构送出的瓶口进行自动的正反面检测,现有技术进行上料加工时,由于瓶口不能自动甄别正反面,所以会出现不规律错乱的上料,这样影响后续的自动加工的效率和质量。另外,瓶口裁切等前序加工后,会产生残缺件、上道工序遗留的抛丸球、铁屑等情况,由于现有技术中的送料加工没有相应的处理的功能,所以会出现两种情况:一种是流到后续工序后,影响后续加工的连续性和质量以及后续的检测难度;另一种是为了保证瓶口的质量,所以其在送料前需要对瓶口进行在前处理,这样会加大前序的处理时间,还会影响瓶口裁切加工后到送料工序的连续性,所以会影响后续的送料的效率。
技术实现思路
1、本发明的目的在于提供一种瓶口送料设备及其送料方法,其在圆环形的瓶口竖立滚动上料时,既能进行铁销、残缺件等的排除,又能进行正反面检测,且保证整体送料的连续顺畅性,从而有效提高后续加工的质量和效率的特点。
2、为了解决上述技术问题,本发明通过下述技术方案得以解决:
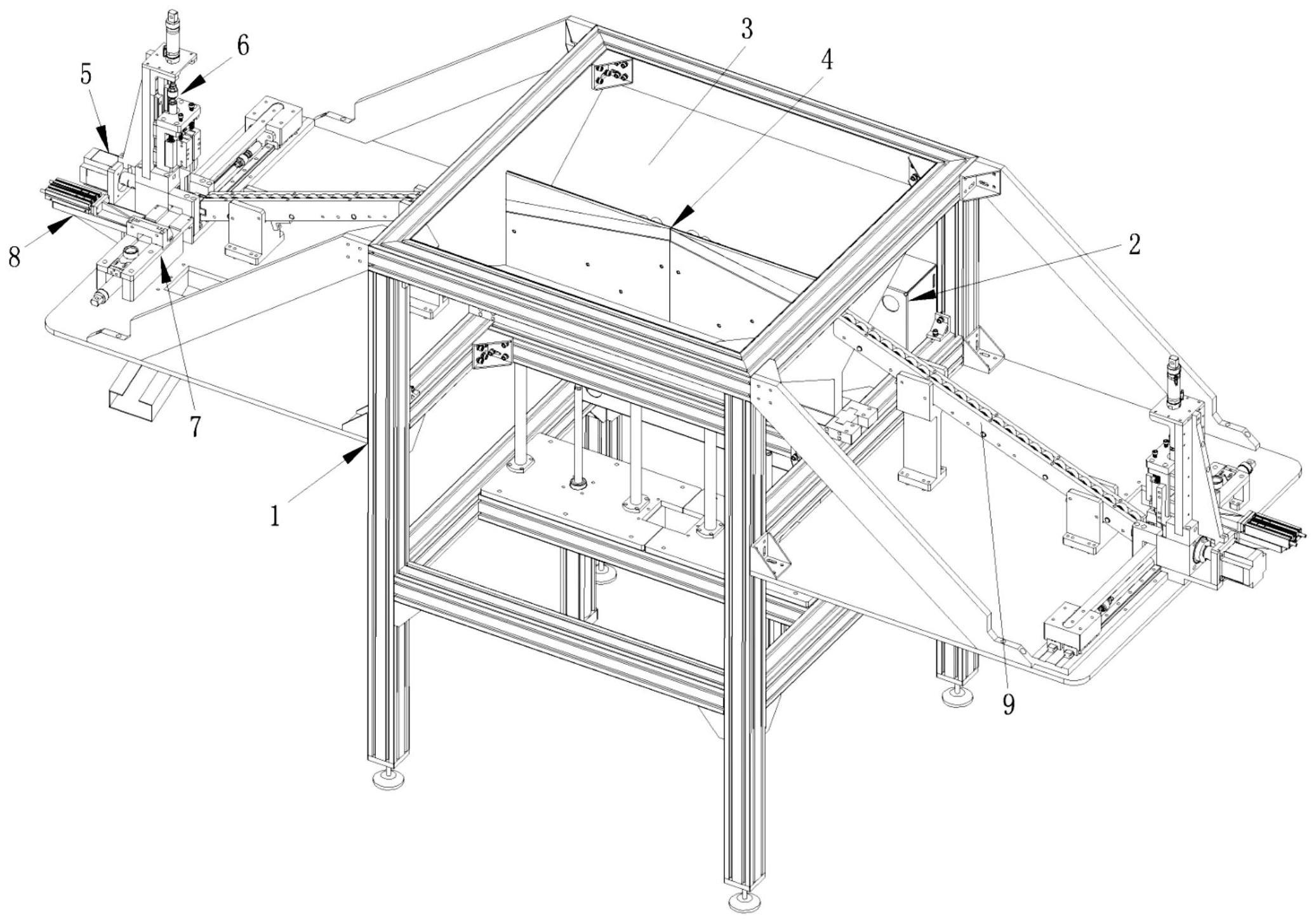
3、一种瓶口送料设备及其送料方法,包括机架,所述机架中部设有上料装置,所述上料装置的输出端设有检测装置,所述检测装置的输出端配合设有出料装置,所述机架上设有控制箱,所述上料装置包括料斗,所述料斗内穿设有推料组件,所述检测装置包括旋转夹紧组件,旋转夹紧组件上方配合设有检测组件,所述出料装置包括对应检测组件下方设置的输出组件,输出组件上配合设有不良品甄别组件;送料时,控制箱控制推料组件将料斗内的瓶口推送到上部,之后瓶口滚动到检测组件进行正反检测,再通过旋转夹紧组件将瓶口夹紧后旋转,之后通过输出组件将瓶口从检测组件上送出,同时不良品的瓶口通过不良品甄别组件甄别送出,良品的瓶口通过输出组件继续送至下道工序。
4、优选的,所述料斗内穿设有两组对称设置的推料组件,所述料斗两侧均开设有对应两组推料组件的出料端均设有滑料槽,两滑料槽的输出端均对应设有检测装置和出料装置。
5、进一步优选的,所述推料组件包括正面主板和背面主板,正面主板与背面主板之间形成有倾斜的出料槽,所述正面主板与背面主板之间设有左斜度板和右斜度板,所述左斜度板与右斜度板之间形成有排料槽,所述正面主板与背面主板的底端设有底板,所述底板上开设有与所述排料槽底端相通的排料孔,所述排料孔下方设有排废口,所述底板底端设有推料气缸,所述料斗两侧均开设有与所述出料槽相通的出料口,所述滑料槽一端设于出料口内且与出料槽对应的倾斜设置。
6、进一步优选的,所述出料槽开设在所述正面主板的正上部,出料槽与底板水平面呈15°倾斜夹角,所述正面主板与背面主板之间的距离为10mm,所述背面主板顶端设有弧形切口,该弧形切口与出料槽的底端平齐。
7、进一步优选的,所述检测组件包括主板,主板底端设有绝缘底板,主板后端设有支撑板,所述主板上设有检测滑轨,所述检测固定台上开设有与所述检测滑轨配合滑动连接的检测滑槽,所述主板上设有检测气缸,所述检测气缸的活塞杆下端连接有检测固定台,所述检测固定台上设有相互配合检测的左检测板和右检测板,所述旋转夹紧组件设于左检测板和右检测板的下方,所述气缸的活塞杆下端与所述检测固定台之间连接有螺栓绝缘固定板,螺栓绝缘固定板上设有分别与左检测板和右检测板对应连接的左信号传递螺栓和右信号传递螺栓,所述左检测板内侧下部由上往下开设有倾斜面和垂直的弯折面,所述右检测板底端开设有v形槽。
8、进一步优选的,所述旋转夹紧组件包括底座,底座上设有步进电机,步进电机的输出轴连接有转盘,所述转盘的输出端设有左夹紧件,左夹紧件通过弹性连接件活动连接有右夹紧件,所述弹性连接件包括设于所述左夹紧件与右夹紧件之间的滑动杆,所述滑动杆上套设有弹簧,所述左夹紧件和右夹紧件的前端配合设有进料组件,所述进料组件下方设有所述输出组件,所述进料组件侧面开设有与输出组件侧输出端对应设置的转动出料孔,所述左夹紧件一体成型于转盘的前端,所述转盘外罩设有固定座,所述固定座上开设有插孔,所述固定座上方设有与所述检测固定台连接的插刀。
9、进一步优选的,所述进料组件包括进料座,进料座中部开设有进料槽,所述左夹紧件和右夹紧件的前端设于进料槽内,所述进料槽内下端设有支撑块,所述支撑块上端设有分别与所述左夹紧件和右夹紧件对应设置的进料导块,所述转动出料孔开设于所述进料座的两侧并与进料槽相通。
10、进一步优选的,所述左夹紧件和右夹紧件的前端分别设有左夹紧板和右夹紧板,所述左夹紧板和右夹紧板上分别开设有左夹紧调节孔和右夹紧调节孔,左夹紧调节孔内通过左调节螺栓连接有左夹紧调节块和右夹紧调节块。
11、进一步优选的,所述输出组件包括设于所述进料座一侧的出料架,出料架内设有出料气缸,出料架上端设有与所述进料座一侧的转动出料孔对应设置的输出槽,输出槽上设有正反及高度检测台,所述进料座另一侧设有输料滑轨,所述输料滑轨上设有与所述出料气缸的活塞杆连接的输料滑块,所述输料滑块一侧设有与所述进料座另一侧的转动出料孔对应设置的推杆,所述不良品甄别组件设于所述出料架的外侧,所述不良品甄别组件包括支撑架,支撑架上设有甄别气缸,甄别气缸的活塞杆连接有对应正反及高度检测台一侧对应设置的甄别板,所述机架上开设有与甄别板的输出端对应的不良品料槽。
12、一种瓶口送料方法,包括以下步骤:
13、a、推料,通过推料气缸推动底板、正面主板、背面主板、左斜度板和右斜度板整体从料斗内从下往上移动,在无动力来源的前提下,使多个瓶口进入到出料槽内,并沿倾斜的出料槽滚动送到进料槽内,瓶口在出料槽滚动时,便于铁销、残缺件等从正面主板与背面主板之间的空隙,沿排料槽经排料孔排出;
14、b、正反面检测,当瓶口台阶面向左,则左检测板先接触瓶口,则把低压信号传递给右信号传递螺栓,右信号传递螺栓把信号传递给控制单元,通过控制单元控制检测气缸驱动左检测板和右检测板下移进行检测瓶口的正反面;当瓶口台阶面向右,则左检测板先接触瓶口,则把低压信号传递给左信号传递螺栓,左信号传递螺栓把信号传递给控制单元,通过控制单元控制检测气缸驱动左检测板和右检测板下移进行检测瓶口的正反面;
15、c、夹紧旋转,待对瓶口进行正反面检测时,左检测板和右检测板下移的同时,插刀也随之下行,使插刀控制右夹紧件在弹性连接件的作用下与左夹紧件移动,配合的将瓶口夹紧,若瓶口的台阶面在左边,则步进电机带动转盘逆时针旋转90度,使瓶口平放,且台阶面朝上;若瓶口的台阶面在右边,则步进电机带动转盘顺时针旋转90度,顺时针或逆时针旋转完成后,瓶口从左边进入输出组件;
16、d、甄别出料,在瓶口平放后,出料气缸驱动输料滑块移动的同时,使推杆将瓶口从进料座内推送到输出槽上,并通过正反及高度检测台对瓶口进行正反面及高度进行甄别出良品和不良品,当不良品不能被推出正反及高度检测台时,通过甄别气缸驱动甄别板将不良品的瓶口推入到不良品料槽内。
17、本发明有益效果:包括机架,所述机架中部设有上料装置,所述上料装置的输出端设有检测装置,所述检测装置的输出端配合设有出料装置,所述机架上设有控制箱,所述上料装置包括料斗,所述料斗内穿设有推料组件,所述检测装置包括旋转夹紧组件,旋转夹紧组件上方配合设有检测组件,所述出料装置包括对应检测组件下方设置的输出组件,输出组件上配合设有不良品甄别组件;送料时,控制箱控制推料组件将料斗内的瓶口推送到上部,之后瓶口滚动到检测组件进行正反检测,再通过旋转夹紧组件将瓶口夹紧后旋转,之后通过输出组件将瓶口从检测组件上送出,同时不良品的瓶口通过不良品甄别组件甄别送出,良品的瓶口通过输出组件继续送至下道工序,这样在圆环形的瓶口竖立滚动上料时,既能进行铁销、残缺件等的排除,又能进行正反面检测,且保证整体送料的连续顺畅性,从而有效提高后续加工的质量和效率。
- 还没有人留言评论。精彩留言会获得点赞!