热压质量检测机构的制作方法
1.本实用新型涉及热压检测技术领域,尤其涉及一种热压质量检测机构。
背景技术:
2.目前研制出一款vr眼镜,包括镜框组件和电气组件。其中,镜框组件包括镜框本体,镜框本体的安装表面处往里凹陷形成安装槽,镜片本体通过胶片与安装槽的槽底粘接连接。
3.在上游工序中,已经通过热压设备激活了胶片的粘性,使得镜片本体可以牢靠地粘贴在镜框本体上。然而,在实际生产过程中发现,上游设备在执行热压操作时,经常出现质量问题,例如:
4.①
粘性缺陷:热压时间或者温度等不足,导致胶片的粘性无法得到充分激活,用较小的力推动镜片本体,镜片本体就会脱离镜框本体;
5.②
安装高度缺陷:热压时间或者压力等不足,导致胶片未被充分压缩,热压后镜片本体突出于镜框本体的安装表面;
6.③
偏移缺陷:热压时镜片本体发生移位,导致镜片本体并未落入安装槽的正中位置,即,镜片本体边沿位置与安装槽的槽壁之间的距离不均匀。
7.若不提前发现上述缺陷,将不良的镜框组件送入下游设备进行电气组件的组装,会极大地提高了后续检测发现不良时的报废成本。因此,需要研发一种热压质量检测机构,用于对热压后的镜框组件进行热压质量检测,以便在进行电气组件组装前分拣出热压不良品,进而降低后续报废成本。
8.本背景部分中公开的以上信息仅被包括用于增强本公开内容的背景的理解,且因此可包含不形成对于本领域普通技术人员而言在当前已经知晓的现有技术的信息。
技术实现要素:
9.本实用新型的一个目的在于,提供一种热压质量检测机构,用于对热压后的镜框组件进行热压质量检测,以便在进行电气组件组装前分拣出热压不良品,进而降低后续报废成本。
10.为达以上目的,本实用新型提供一种热压质量检测机构,包括传送装置、转移机构、固定载具、推压机构、活动载具、光电组件以及拍摄组件:
11.所述传送装置用于输送载有镜框组件的镜框载具;其中,所述镜框组件包括镜框本体和通过胶片粘贴在所述镜框本体上的镜片本体;
12.所述转移机构用于执行所述镜框载具与固定载具之间、所述固定载具与活动载具之间、所述活动载具与镜框载具之间的镜框组件转移作业;
13.所述固定载具用于固定所述镜框组件以供所述推压机构进行推压;
14.所述推压机构用于从所述镜片本体远离所述胶片的一侧推压所述镜片本体以对所述镜框组件的粘性缺陷进行检测;
15.所述活动载具用于调整所述镜框组件的位置以供所述光电组件和拍摄组件进行检测;
16.所述光电组件用于对所述镜框组件的安装高度缺陷进行检测;
17.所述拍摄组件用于对所述镜框组件的偏移缺陷进行检测。
18.可选的,所述转移机构包括:
19.吸头,所述吸头用于吸附镜框组件;
20.第一直线驱动机构,所述第一直线驱动机构的驱动端与所述吸头连接,用于驱使所述吸头沿z轴上下运动;
21.第二直线驱动机构,所述第二直线驱动机构的驱动端与所述第一直线驱动机构连接,用于驱使所述吸头沿平行于所述传送装置的送料方向的y轴运动;
22.第三直线驱动机构,所述第三直线驱动机构的驱动端与所述第二直线驱动机构连接,用于驱使所述吸头沿垂直于所述传送装置的送料方向的x轴运动。
23.可选的,所述推压机构包括:
24.压头,所述压头与所述固定载具内的镜框组件的镜片本体相对;
25.压力传感器;
26.第四直线驱动机构,所述第四直线驱动机构的驱动端通过所述压力传感器与所述压头连接,用于驱使所述压头压紧或释放所述镜片本体。
27.可选的,所述活动载具包括载具本体、u型支架、第一旋转驱动机构、第二旋转驱动机构以及第三旋转驱动机构:
28.所述载具本体用于放置镜框组件;
29.所述第一旋转驱动机构的驱动端与所述载具本体连接,用于驱使所述载具本体转动;
30.所述第二旋转驱动机构安装于所述u型支架上,且所述第二旋转驱动机构的驱动端与所述第一旋转驱动机构连接,用于驱使所述第一旋转驱动机构绕水平的轴线转动;
31.所述第三旋转驱动机构的驱动端与所述u型支架连接,用于驱使所述第二旋转驱动机构绕竖直的轴线转动。
32.可选的,所述活动载具还包括第五直线驱动机构;
33.所述第五直线驱动机构的驱动端与所述第三旋转驱动机构连接,用于驱使所述载具本体于所述固定载具和光电组件之间往复运动。
34.可选的,还包括安装板;
35.所述安装板位于所述第五直线驱动机构远离所述固定载具的一侧,且所述光电组件和拍摄组件均安装于所述安装板上。
36.可选的,还包括第六直线驱动机构;
37.所述第六直线驱动机构的驱动端与所述安装板连接,用于驱使所述安装板沿平行于所述传送装置的送料方向的y轴运动。
38.可选的,还包括用于放置检测不合格的镜框组件的不良料仓。
39.可选的,所述不良料仓包括:
40.两相对设置的竖直板;
41.若干从下往下间隔设置的储料模组,所述储料模组包括位于两所述竖直板之间的
料盒和驱使所述料盒靠近或远离所述传送装置的第七直线驱动机构。
42.本实用新型的有益效果在于:提供一种热压质量检测机构,转移机构先将镜框本体放置于固定载具处,推压机构对镜框本体内的镜片本体进行按压以实现粘性缺陷检测,接着转移机构将镜框本体放置于活动载具处,活动载具调整镜框组件的位置,使得光电组件和拍摄组件可以对镜片本体进行检测,由此完成安装高度缺陷检测和偏移缺陷检测。
43.因此,本实用新型提供的热压质量检测机构,能对热压后的镜框组件进行热压质量检测,进而在进行电气组件组装前分拣出热压不良品,降低后续报废成本。
附图说明
44.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
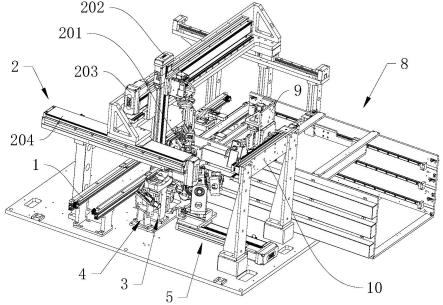
45.图1为实施例提供的热压质量检测机构的结构示意图;
46.图2为实施例提供的固定载具、推压机构和活动载具的结构示意图;
47.图3为实施例提供的不良料仓结构示意图。
48.图中:
49.1、传送装置;
50.2、转移机构;201、吸头;202、第一直线驱动机构;203、第二直线驱动机构;204、第三直线驱动机构;
51.3、固定载具;
52.4、推压机构;401、压头;402、压力传感器;403、第四直线驱动机构;
53.5、活动载具;501、载具本体;502、u型支架;503、第一旋转驱动机构;504、第二旋转驱动机构;505、第三旋转驱动机构;506、第五直线驱动机构;
54.6、光电组件;
55.7、拍摄组件;
56.8、不良料仓;801、竖直板;802、储料模组;8021、料盒;8022、第七直线驱动机构;
57.9、安装板;
58.10、第六直线驱动机构。
具体实施方式
59.为使得本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
60.在本实用新型的描述中,需要理解的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中设置的组件。当一个组件被认为是“设置在”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中设置的组
件。
61.此外,术语“长”“短”“内”“外”等指示方位或位置关系为基于附图所展示的方位或者位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或原件必须具有此特定的方位、以特定的方位构造进行操作,以此不能理解为本实用新型的限制。
62.以下将结合附图所示的具体实施方式对本实用新型进行详细描述。但这些实施方式并不限制本实用新型,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本实用新型的保护范围内。
63.本实用新型提供一种热压质量检测机构,适用于对热压后的镜框组件进行粘性缺陷检测、安装高度缺陷检测以及偏移缺陷检测的应用场景,转移机构先将镜框本体放置于固定载具处,推压机构对镜框本体内的镜片本体进行按压以实现粘性缺陷检测,接着转移机构将镜框本体放置于活动载具处,活动载具调整镜框组件的位置,使得光电组件和拍摄组件可以对镜片本体进行检测,由此完成安装高度缺陷检测和偏移缺陷检测。
64.参见图1~图3,本实施例中,热压质量检测机构包括传送装置1、转移机构2、固定载具3、推压机构4、活动载具5、光电组件6、拍摄组件7以及不良料仓8。
65.其中,
66.所述传送装置1用于输送载有镜框组件的镜框载具;其中,所述镜框组件包括镜框本体和通过胶片粘贴在所述镜框本体上的镜片本体;可选的,所述传送装置1为传送带或者传送辊组;
67.所述转移机构2用于执行所述镜框载具与固定载具3之间、所述固定载具3与活动载具5之间、所述活动载具5与镜框载具之间、所述活动载具5与不良料仓8之间的镜框组件转移作业;
68.所述固定载具3用于固定所述镜框组件以供所述推压机构4进行推压;
69.所述推压机构4用于从所述镜片本体远离所述胶片的一侧推压所述镜片本体以对所述镜框组件的粘性缺陷进行检测;
70.所述活动载具5用于调整所述镜框组件的位置以供所述光电组件6和拍摄组件7进行检测;
71.所述光电组件6用于对所述镜框组件的安装高度缺陷进行检测;
72.所述拍摄组件7用于对所述镜框组件的偏移缺陷进行检测;
73.所述不良料仓8用于放置检测不合格的镜框组件。
74.可选的,所述转移机构2包括吸头201、第一直线驱动机构202、第二直线驱动机构203以及第三直线驱动机构204。其中,所述吸头201用于吸附镜框组件;所述第一直线驱动机构202的驱动端与所述吸头201连接,用于驱使所述吸头201沿z轴上下运动;所述第二直线驱动机构203的驱动端与所述第一直线驱动机构202连接,用于驱使所述吸头201沿平行于所述传送装置1的送料方向的y轴运动;所述第三直线驱动机构204的驱动端与所述第二直线驱动机构203连接,用于驱使所述吸头201沿垂直于所述传送装置1的送料方向的x轴运动。
75.本实施例中,所述推压机构4包括压头401、压力传感器402以及第四直线驱动机构403。其中,所述压头401与所述固定载具3内的镜框组件的镜片本体相对;所述第四直线驱动机构403的驱动端通过所述压力传感器402与所述压头401连接,用于驱使所述压头401压
紧或释放所述镜片本体。
76.所述活动载具5包括载具本体501、u型支架502、第一旋转驱动机构503、第二旋转驱动机构504、第三旋转驱动机构505以及第五直线驱动机构506。其中,所述载具本体501用于放置镜框组件;所述第一旋转驱动机构503的驱动端与所述载具本体501连接,用于驱使所述载具本体501转动;所述第二旋转驱动机构504安装于所述u型支架502上,且所述第二旋转驱动机构504的驱动端与所述第一旋转驱动机构503连接,用于驱使所述第一旋转驱动机构503绕水平的轴线转动;所述第三旋转驱动机构505的驱动端与所述u型支架502连接,用于驱使所述第二旋转驱动机构504绕竖直的轴线转动;所述第五直线驱动机构506的驱动端与所述第三旋转驱动机构505连接,用于驱使所述载具本体501于所述固定载具3和光电组件6之间往复运动。
77.热压质量检测机构包括安装板9和第六直线驱动机构10,所述安装板9位于所述第五直线驱动机构506远离所述固定载具3的一侧,且所述光电组件6和拍摄组件7均安装于所述安装板9上;所述第六直线驱动机构10的驱动端与所述安装板9连接,用于驱使所述安装板9沿平行于所述传送装置1的送料方向的y轴运动。
78.所述不良料仓8包括两相对设置的竖直板801和若干从下往下间隔设置的储料模组802。所述储料模组802包括位于两所述竖直板801之间的料盒8021和驱使所述料盒8021靠近或远离所述传送装置1的第七直线驱动机构8022。可选的,所述储料模组802的数量为三组。
79.需要说明的是,各所述直线驱动机构可以为伸缩气缸、无杆气缸或者电机丝杆组件等,各所述旋转驱动机构可以为伺服电机或者旋转气缸等;直线驱动机构和旋转驱动机构等的具体结构并非本实用新型的重点,故不作赘述。
80.本实施例中,所述热压质量检测机构的工作过程如下:
81.s10:传送装置1从上游送来载有镜框组件的镜框载具;
82.其中,所述镜框组件包括镜框本体,镜框本体的安装表面处往里凹陷形成安装槽,镜片本体通过胶片与安装槽的槽底粘接连接;
83.s20:第一直线驱动机构202、第二直线驱动机构203以及第三直线驱动机构204配合动作,驱使吸头201将镜框组件从镜框载具处转移到固定载具3处;
84.s30:第四直线驱动机构403伸出,驱使压头401从镜片本体远离胶片的一侧推压镜片本体,在推压过程中,压力传感器402的示数逐渐增大,当压力传感器402的示数达到预设值时,第四直线驱动机构403保持压头401的位置不变,即,使压头401以恒定的压力推压镜片本体预设时间(例如3s或者5s等);
85.若在预设时间内,压力传感器402的示数基本不变,说明该镜框组件不存在粘性缺陷,粘性缺陷检测合格;
86.若在预设时间内,压力传感器402的示数逐渐减小,说明镜片本体正在远离镜框本体,该胶片的粘性不足,该镜框组件的粘性缺陷检测不合格;
87.s40:转移机构2将粘性检测合格的镜框组件放入载具本体501、将粘性检测不合格的镜框组件放入不良料仓8中最上层的料盒8021中;
88.s50:载具本体501装入镜框组件后,五直线驱动机构伸出,驱使载具本体501运动至靠近安装板9的位置;
89.s501:第六直线驱动机构10动作,驱使光电组件6运动至载具本体501的正上方;
90.接着,第一旋转驱动机构503、第二旋转驱动机构504以及第三旋转驱动机构505配合动作,驱使载具本体501带动镜框组件前后左右上下转动,以便使得镜框组件内的镜片本体可以正对光电组件6,光电组件6检测镜片本体上表面与安装表面之间的距离差值,若差值满足要求,则说明安装高度缺陷检测合格;若差值过大,则说明安装高度缺陷检测不合格;
91.s502:第六直线驱动机构10动作,驱使拍摄组件7运动至载具本体501的正上方;
92.接着,第一旋转驱动机构503、第二旋转驱动机构504以及第三旋转驱动机构505配合动作,驱使载具本体501带动镜框组件前后左右上下转动,以便使得镜框组件内的镜片本体可以正对拍摄组件7,拍摄组件7对镜片本体和安装槽进行拍摄,然后分析计算镜片本体边沿位置与安装槽的槽壁之间的最小距离和最大距离,若最小距离和最大距离的差值满足要求,则说明镜片本体偏移较小,偏移缺陷检测合格;若最小距离和最大距离的差值过大,则说明镜片本体偏移较多,偏移缺陷检测不合格;
93.s60:当完成检测后:
94.s601:若安装高度缺陷检测和偏移缺陷检测均合格,第一直线驱动机构202、第二直线驱动机构203以及第三直线驱动机构204配合动作,驱使吸头201将镜框组件从活动载具5处放回传送装置1的镜框载具中,由传送装置1将合格的镜框组件送到下游设备执行后续的组装工序;
95.s602:若安装高度缺陷检测和/或偏移缺陷检测不合格,第一直线驱动机构202、第二直线驱动机构203以及第三直线驱动机构204配合动作,驱使吸头201将镜框组件从活动载具5处放到最上层的的料盒8021中,当最上层的料盒8021满载后,第七直线驱动机构8022驱使满载的料盒8021朝远离传送装置1的方向运动,以便产线工人取下不合格的镜框组件;
96.最上层的料盒8021被移走后,下层的料盒8021露出,后续可以将不合格的镜框组件放置到下层的料盒8021中。
97.本实用新型提供的热压质量检测机构,转移机构2先将镜框本体放置于固定载具3处,推压机构4对镜框本体内的镜片本体进行按压以实现粘性缺陷检测,接着转移机构2将镜框本体放置于活动载具5处,活动载具5调整镜框组件的位置,使得光电组件6和拍摄组件7可以对镜片本体进行检测,由此完成安装高度缺陷检测和偏移缺陷检测。因此,本实用新型提供的热压质量检测机构,能对热压后的镜框组件进行热压质量检测,进而在进行电气组件组装前分拣出热压不良品,降低后续报废成本。
98.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
99.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1