一种选签机的制作方法
1.本实用新型涉及一种选签设备,具体涉及一种棉签签杆等杆状物的选签机。
背景技术:
2.牙签、棉签等杆状物产品,其杆状物部分的外形要求高,且因各种原因其杆状物容易存在品质缺陷,如棉签、牙签的签杆存在毛刺、缺口、霉点等缺陷,故一般会对杆状物部分进行外形检测与挑选。现有技术中一般是在产品出厂之前进行检测,这种方式容易导致生产浪费,而现有的在生产之前的检测主要是依靠人工,影响工作效率及检测效果。
技术实现要素:
3.针对上述现有技术存在的不足,本实用新型的目的是提供一种结构设计合理、使用效果好的选签机。
4.为实现上述目的,本实用新型采用的技术方案是:一种选签机,包括暂存料箱、输送机构、检测机构、剔除机构、成品料箱,其中输送机构的头端接暂存料箱,输送机构的尾端接成品料箱,检测机构、剔除机构位于输送机构的一侧,其特征在于,在成品料箱内相适应的高度位置上固定连接有用于检测成品料箱内物料高度的高度检测传感器,高度检测传感器将检测到的信号传递给控制器,由控制器控制输送机构的伺服电机转速。
5.进一步,所述剔除机构包括自动伸缩剔除杆,所述自动伸缩剔除杆的伸缩方向与输送机构输送方向呈正交设置,输送机构上设置有用于独立放置一根根签杆的容纳槽,自动伸缩剔除杆的自由端正对着相对应的那根签杆的一端。通过剔除杆剔除的方式,相比现有技术中采用自动夹爪或其他类似结构挑选出而言,剔除速度更快。
6.进一步,在输送机构的另一侧且与剔除机构呈相对设置的位置上固定连接有废杆收集管,废杆收集管的另一端位于废料收集箱内。该设计能够有效对废杆进行收集,并防止废杆因剔除操作而乱飞,保证了操作安全性。
7.进一步,在输送机构的上方且位于检测机构的下方通过安装板固定有与输送机构上的签杆顶部相接触的橡胶条。安装板的厚度可能小以满足橡胶条能够通过摩擦搓动输送机构上的签杆、但对签杆的遮挡小从而不影响检测机构对其外观的检测结果为准。
8.进一步,所述检测机构包括三个沿输送机构输送方向并排设置的摄像头,摄像头垂直于输送机构设置。
9.进一步,所述输送机构包括两条并行且呈输送前端朝输送后端上斜状的输送链条,在每条输送链条外侧等间距固定连接有若干开设有限位槽的卡块,两条输送链条上相对应的两个卡块的两个限位槽同轴且构成签杆的容纳槽。
10.进一步,所述成品料箱主要由两块呈相对设置的竖向挡板、与输送机构尾端相接的斜向挡板、底部的接料送料盒构成,其中斜向挡板的两侧分别固定连接有一竖向挡板,接料送料盒活动连接于斜向挡板、竖向挡板的底部,且接料送料盒上与斜向挡板位于同一侧的侧面固定连接有一偏心轴,偏心轴由对应的伺服电机偏心驱动。接料送料盒通过偏心轴
的转动,不断的进行往复运动,从而使成品棉签供应到下一道工序。
11.与现有技术相比,本实用新型具备的有益效果是:
12.1、本实用新型通过在成品料箱内设置高度检测传感器,实时对成品料箱内料位进行监测,当成品料箱内料位低于设定值时,由控制器控制输送机构的输送加快,而当料位符合要求时,由控制器控制输送机构保持加快前的原输送速度,能够保证整个生产线的有效衔接和高效率运行;
13.2、本实用新型通过自动伸缩剔除杆等来实现不合格料的剔除,能够有效加快剔除速度,继而提高选签速度,实现设备的高效率工作。
14.本实用新型结构设计非常合理,设备运行速度快,且运行稳定。
附图说明
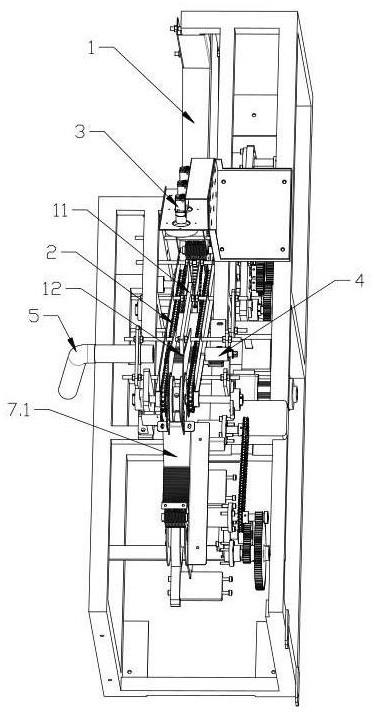
15.图1为本实用新型整体结构立体示意图;
16.图2为本实用新型剖掉正面一部分后所显示出的输送机构及废杆收集管、废料收集箱等结构的位置连接关系示意图;
17.图3为本实用新型所述橡胶条与输送机构等的结构的位置连接关系示意图;
18.图4为本实用新型所述安装板、橡胶条、摄像头三者的位置连接关系示意图一;
19.图5为本实用新型所述安装板、橡胶条、摄像头三者的位置连接关系示意图二;
20.图6为本实用新型涉及到的控制原理图;
21.其中,1、暂存料箱,2、输送链条,2.1、卡块,3、ccd摄像头,4、自动伸缩剔除杆,5、废杆收集管, 7、成品料箱,7.1、斜向挡板,7.2、竖向挡板,7.3、接料送料盒,7.4、接料轮,8、偏心轴,9、高度检测传感器,10、机架,11、安装板,11.1、腰型孔,12、橡胶条,13、签杆。
具体实施方式
22.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
23.此外,文中有关“固定连接”、“固定”均为现有技术,具体根据情况,采用如螺栓固定、焊接固定等常规连接方式。且下文未详述部分均应按现有技术中进行。
24.如图1-6所示,本实用新型的一种选签机,包括固定连接在机架10上的暂存料箱1、输送机构、检测机构、剔除机构、成品料箱7。其中输送机构的头端接暂存料箱1,输送机构的尾端接成品料箱7,暂存料箱1内事先放有待挑选的签杆,暂存料箱1的输送后方敞开且接输送机构。输送机构可以为现有技术中任意能够将签杆进行向前提升输送的结构,如链条输送机构,具体包括两条并行且呈输送前端朝输送后端上斜状的输送链条2,每条输送链条2按常规方式均绕在一主动链轮、被动链轮上且主动链轮由对应的伺服电机驱动,主动链轮、被动链轮按常规方式旋转连接在机架10的相适应位置上,两条输送链条2同步动作,实现一根根签杆分开进行输送,在每条输送链条2外侧等间距固定连接有若干顶部开设有一个或两个限位槽的卡块2.1,两条输送链条2上相对应的两个卡块2.1上的限位槽同轴设置且构
成一根根签杆的容纳槽。暂存料箱1内的签杆被输送机构一根根带入容纳槽内,实现向前提升输送。
25.在输送机构相适应位置的上方的机架相适应位置上固定连接有l型安装板,检测机构固定连接在l型安装板上,检测机构可以为现有技术中可识别签杆外部缺陷的检测机构,优选为现有技术中的ccd检测机构,ccd检测机构包括三个与输送机构输送方向平行排列的ccd摄像头3,ccd摄像头3垂直于输送机构设置,ccd摄像头3按常规方式采集签杆外形数据,并通过其数据输出端口上与图像处理器输入端连接的数据线,将图像数据输入给图像处理器,由图像处理器处理后输出给控制器(plc),控制器将ccd摄像头采集的签杆外形图像与预设的标准外形图像进行比对,若相同,则定义为合格的成品,若不同则定义为废品,需要剔除,最后由控制器控制自动伸缩剔除杆是否进行伸展、实现剔除操作;
26.本实用新型还在输送机构的上方且位于检测机构的下方通过安装板11固定有与输送机构上的签杆顶部相接触的橡胶条12,安装板11通过横向设置的两根螺丝杆固定连接在机架10的相适应位置上,安装板11上用于与螺丝杆配合的孔为腰型孔11.1,通过螺母将安装板11锁紧在螺丝杆上且调节螺丝杆在安装板11腰型孔11.1的不同高度位置以实现安装板11上橡胶条12的安装高度调整,螺丝杆两端固定连接在输送链条2两侧的竖向挡板上,竖向挡板固定连接在机架10的相适应位置,从而使安装板11悬挂于输送链条2的上方,且安装板11厚度足够窄,在安装板11的底部固定连接有橡胶条12,橡胶条12的底部与输送链条2上的签杆顶部相接触。安装板11的厚度以便于固定橡胶条12的基础上尽可能小、且橡胶条12直径尽可能小,以满足能够通过摩擦搓动输送机构上的签杆、但对签杆的遮挡小为准,从而可忽略其对检测机构检测结果的影响,橡胶条12位于检测机构的检测范围内。
27.本实用新型的剔除机构包括自动伸缩剔除杆4,可以为现有技术中任意能够进行自动伸缩的杆,优选为电动伸缩剔除杆(即在常规的电动推杆自由端端部固定连接有加长杆),自动伸缩剔除杆4的伸缩方向与输送链条2输送方向呈正交设置,自动伸缩剔除杆4的自由端正对着输送链条2上相对应的那根签杆的一端。当检测机构检测识别到不合格签杆时,控制器延时(这个延时的时间为输送链条从检测机构到达剔除机构所需时间)控制自动伸缩剔除杆4伸展,将输送链条2上的不合格签杆剔掉。在输送机构的另一侧且与自动伸缩剔除杆4呈相对设置的位置上固定连接有两端开口的倒l型废杆收集管5,具体是在机架10的相适应位置上固定连接有一竖向安装板,倒l型废杆收集管5固定连接在该竖向安装板上,废杆收集管5的管口要远大于签杆的粗细,废杆收集管5底部端部开口位于废料收集箱内,废料收集箱固定连接在机架10的相适应位置上。由自动伸缩剔除杆4剔除的签杆进入废杆收集管5内,进而掉入废杆收集箱内,集中收集。本实用新型通过电动伸缩剔除杆剔除的方式,相比现有技术中采用自动夹爪或其他类似结构挑选而言,剔除速度更快。
28.输送机构的尾端接成品料箱7,成品料箱7是由位于输送机构尾端下方的斜向挡板7.1、斜向挡板7.1前后两侧的竖向挡板7.2、底部的接料送料盒7.3、与斜向挡板7.1呈相对设置的接料轮7.4围成,其中斜向挡板7.1、前后两块竖向挡板7.2均固定在机架10的相适应位置上,接料送料盒7.3水平滑动配合在机架10的相适应位置上,在接料送料盒7.3上且位于斜向挡板7.1的左侧下方固定连接有一偏心轴8,偏心轴8偏心固定连接有相对应的伺服电机,通过该伺服电机带动偏心轴8作凸轮运动,从而带动接料送料盒7.3作水平往复动作,实现不断向接料轮7.4供应签杆,接料轮7.4旋转连接在机架10的相适应位置上且接料轮
7.4由常规的驱动机构(如伺服电机、皮带及皮带轮等)带动旋转,接料轮7.4外周均匀开设有多个供一根根签杆容纳的凹槽,接料轮7.4的顺时针旋转卷起接料送料盒7.3内的签杆,最后由接料轮7.4右侧下方掉落到下一个工序中。因整个斜向挡板7.1的垂直高度不高,由输送机构输送来的合格成品掉入到成品料箱内不会混乱。
29.本实用新型最大的创新点是在成品料箱7内(具体是竖向挡板7.2)相适应的高度位置上固定连接有用于检测成品料箱7内物料高度的高度检测传感器9(为常规技术中任意可以检测物体高度的传感器,如红外线传感器等),高度检测传感器9将检测到的信号传递给控制器(plc),由控制器控制输送机构的输送速度(具体是输送机构的伺服电机的转速)。当成品料箱7内的物料高度低于高度检测传感器9所在高度,高度检测传感器9未检测到相关信号,控制器控制输送机构加速,而当成品料箱7内的物料高度达到高度检测传感器9所在高度,高度检测传感器9检测到相关信号时,控制器控制输送机构恢复至原有速度。
30.工作前,待挑选的签杆平整放入暂存料箱1内,工作开始,输送机构的两根输送链条2同步动作,通过输送链条2上的卡块2.1将暂存料箱1内的签杆一根根带起,然后通过输送链条2斜向上输送,当输送至检测机构的三个摄像头下方时进行图像采集,且因橡胶条12的摩擦,签杆被转动,方便摄像头对签杆的近乎全方位外形进行图像采集;当输送到剔除机构时候,检测到的不合格产品被剔除掉,经废杆收集管5底部开口进入废料收集箱内,而合格产品继续向前输送至尾端,掉入成品料箱7内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1