一种涂装生产线自动分类下件系统的制作方法
1.本实用新型属于自动控制技术领域,涉及涂装生产线自动化控制,尤其是一种涂装生产线自动分类下件系统。
背景技术:
2.随着“工业4.0”时代的到来,对工业现代化和智能化的要求与日俱增,“智能制造”已经成为现今工业领域发展的方向。工业流水线作为生产制造的基础,尤其是涂装工业流水线,其自动化的升级改造尤其重要。
3.为了提高生产线的生产效率、节约人力资源,越来越多的生产线上引进了智能化的机器设备,其中基于机器视觉的设备也在生产线中广泛使用。机器视觉系统的优势之一是其高度的兼容性,在不需要对原产线做出重大改动的基础上即可部署视觉系统来提高原生产线的生产柔性和自动化程度。在大批量工业生产过程中,依靠人力下件并记录产品种类和数量将重复占用人力,而用机器视觉检测方法可以大大提高生产效率和降低重复工序对人力的挤压。但是,由于涂装生产线上工件物料样式和尺寸多种多样,现有的视觉检测系统通常采用单一的视频技术进行检测,因此,存在检测错误率高及检测效率低等问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种涂装生产线自动分类下件系统,解决现有系统存在的检测错误率高及检测效率低等问题。
5.本实用新型解决现有的技术问题是采取以下技术方案实现的:
6.一种涂装生产线自动分类下件系统,包括工件输送系统、工件识别系统、控制系统和下件系统,所述工件识别系统安装在工件输送系统起始端的一侧,在工件输送系统起始端的另一侧安装背景墙,工件识别系统通过两台高分辨率相机和一台固态激光雷达识别工件输送系统上工件的工件型号,并将工件型号发送至控制系统;所述工件输送系统包括直线输送导轨和与直线输送导轨相连接的多个闭环输送导轨;所述下架系统为多个并分别与多个闭环输送导轨相连接;所述控制系统根据工件识别系统发送的工件型号,控制工件输送系统将不同型号的工件输送至相应的闭环输送导轨上并控制下件系统进行工件下件。
7.进一步,所述工件识别系统包括视觉传感器和视觉交换机,该视觉传感器包括安装在同一水平面上的一台固态激光雷达和其两侧的二台高分辨率相机,两台高分辨率相机采集工件的图像数据并传送至视觉交换机,固态激光雷达采集工件的三维点云数据并传送至视觉交换机;所述视觉交换机对高分辨率相机传送的图像数据以及固态激光雷达传送三维点云数据并进行联合分析,识别出工件型号并发送给控制系统。
8.进一步,所述高分辨率相机采用面阵相机,所述视觉交换机采用gpu设备;所述视觉传感器和视觉交换机通过以太网相连接。
9.进一步,所述工件输送系统包括导轨、牵引链和驱动电机,所述导轨包括直线输送导轨和与直线输送导轨相连接的多个闭环输送导轨,在直线输送导轨和闭环输送导轨的连
接处安装有道岔,通过道岔将直线输送导轨上输送的不同型号工件移至不同的闭环输送导轨上;所述道岔通过汽缸驱动,该汽缸与控制系统相连接并在控制系统的控制下控制道岔的开关;所述驱动电机安装在导轨上,该驱动电机与控制系统相连接并在控制系统的控制下控制牵引链移动,进而完成工件的输送功能。
10.进一步,所述下件系统包括升降平台和旋转装置,所述升降平台安装在闭环输送导轨的下方,在升降平台底部安装有升降电机,该升降电机在控制系统的控制下驱动升降平台升降;所述旋转装置安装在闭环输送导轨中并沿闭环输送导轨移动,在旋转装置底部安装有吊钩用于钩住待下架的工件;所述闭环输送导轨内侧下端安装有光电对射开关,通过光电对射开关检测是否有工件通过并将检测结果通过信号线传输给控制系统;在升降平台上端的闭环输送导轨内侧端面上安装有档杆,该档杆用于使旋转装置发生旋转并将工件从旋转装置上分离至升降平台上。
11.进一步,所述控制系统采用plc控制设备,plc控制设备一方面通过以太网与工件识别系统相连接,另一方面通过信号线与工件输送系统的驱动电机、汽缸及光电对射开关相连接,并且通过信号线与下件系统的升降电机相连接。
12.本实用新型的优点和积极效果是:
13.本实用新型设计合理,其采用高分辨率相机和固定激光雷达对工件进行联合检测,通过二维图像信息和三维点云信息能够准确地分析出工件型号,提高了工件识别的准确度,并通过控制系统对工件输送系统及下件系统进行控制,能够有效地将不同型号的工件输送至相应的下件系统中,实现不同工件的自动下件功能,提高了工作效率及安全性能,可广泛应用于工件型号多且复杂的涂装生产线领域。
附图说明
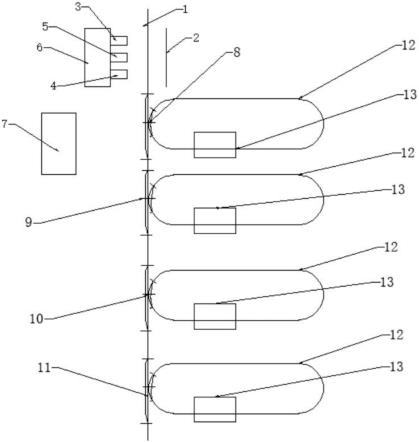
14.图1为本实用新型的系统结构示意图;
15.图2为本实用新型的下件系统结构示意图;
16.图3为图2的a-a剖视图;
17.图4为图2的b-b剖视图;
18.图5为图2的c-c剖视图;
19.图中,1-工件输送系统;2-背景墙;3-第一高清照相机;4-第二高清照相机;5-固态激光雷达;6-工件识别系统;7、控制系统;8、第一道岔;9-第二道岔;10-第三道岔;11-第四道岔;12-闭环输送导轨;13-升降平台;14-旋转装置;15-工件;16-吊钩;17-光电对射开关;18-档杆。
具体实施方式
20.以下结合附图对本实用新型实施例做进一步详述。
21.一种涂装生产线自动分类下件系统,如图1至5所示,包括工件输送系统1、工件识别系统6、控制系统7、下件系统和背景墙2。
22.所述工件识别系统6和背景墙2安装在工件输送系统1起始端两侧的对应位置上,通过工件识别系统6和背景墙2可以对工件输送系统1上输送的工件进行工件型号识别。在本实施例中,所述背景墙的长高为5米
×
7米,背景墙与工件的水平距离为1米。
23.所述工件识别系统6包括通过以太网连接的视觉传感器和视觉交换机,所述视觉传感器对工件输送系统1上的工件进行视觉采集,视觉传感器采集的数据通过以太网传输至视觉交换机上。所述视觉传感器包括固态激光雷达5、第一高分辨率相机3、第二高分辨率相机4,第一高分辨率相机3、第二高分辨率相机4位于固态激光雷达5的两侧。在本实施例中,第一高分辨率相机3、第二高分辨率相机4和固态激光雷达5在同一水平面上固定,且与工件输送系统1上的工件的水平距离为5-7米。
24.在本实施例中,两个高分辨率相机均采用面阵相机,面阵相机使用imx183芯片,该芯片具有图像数据噪点少、分辨率高、图像优异及性价比高等特点。高分辨相机通过千兆以太网接口实时向视觉交换机传输非压缩图像,最高帧率可达22fps。由于工件尺寸不一,传统移动式检测过程中存在的深度方向上位移,并且在“远大近小”的透视效果作用下,仅依靠视觉传感器获得的二维图像不能准确提取相关的相对位置关系,因此,本实用新型在视觉传感器中增加固态激光雷达。固态激光雷达由激光发射机、光学接收机、转台和信息处理系统等组成,激光器将电脉冲变成光脉冲发射出去,光接收机再把从目标反射回来的光脉冲还原成电脉冲,送到后端处理芯片进行信号处理和复原,从而获取周围物体的三维点云。本实用新型采用相机图像与激光雷达点云的融合信息进行工件物料检测,可充分发挥工业相机“识别准”、激光雷达“测距准”的优势,两者结合可提升整体的检测准确率、降低误检率及提高稳定性与可靠性。
25.所述视觉交换机采用基于gpu并行计算的高性能工控机,视觉交换机可对高分辨率相机传送的图像数据以及固态激光雷达传送三维点云数据进行分析处理,识别出工件型号并发送给控制系统。
26.所述工件输送系统1包括导轨、牵引链和驱动电机,所述导轨包括直线输送导轨和与直线输送导轨相连接的多个闭环输送导轨12,在直线输送导轨和闭环输送导轨12的连接处安装有道岔,通过道岔可以将直线输送导轨上输送的不同型号的工件移至不同的闭环输送导轨12上,所述道岔通过汽缸驱动,该汽缸与控制系统相连接,并在控制系统的控制下控制道岔的开合。在本实施例中,闭环输送导轨为四个,在闭环输送导轨和直线输送导轨的连接处设置分别设置第一道岔8、第二道岔9、第三道岔10、第四道岔11,可进行四种不同型号工件的下件处理。所述驱动电机安装在导轨上,该驱动电机与控制系统相连接并在控制系统的控制下控制牵引链移动,进而完成工件的输送功能。由于驱动电机驱动牵引链在导轨上引动为现有技术,在此不再详述。
27.所述下件系统包括升降平台13和旋转装置14,所述升降平台13安装在闭环输送导轨12的下方,在升降平台13底部安装有升降电机,该升降电机在控制系统的控制下驱动升降平台13升降。所述旋转装置14安装在闭环输送导轨12中并沿闭环输送导轨12移动,在旋转装置14底部安装有吊钩16,通过吊钩16可钩住待下架的工件15。所述闭环输送导轨12内侧下端安装有光电对射开关17,通过光电对射开关17可检测到工件通过并将检测信号通过信号线传输给控制系统7。在升降平台13上端的闭环输送导轨12内侧端面上安装有档杆18,当闭环输送导轨12带动旋转装置14移动至档杆18处时,通过档杆18的作用使旋转装置14发生旋转,将工件15从旋转装置14上分离出来并落在升降平台13上。
28.所述控制系统7采用plc控制设备,该plc控制设备由plc控制器及其接口模块构成,plc控制器一方面通过以太网与工件识别系统6相连接,另一方面通过信号线与工件输
送系统1的驱动电机、汽缸及光电对射开关相连接,并且通过信号线与下件系统的升降电机相连接。plc控制器根据工件识别系统6识别的工件型号以及工件输送系统1中的光电对射开关17检测到的信号,控制工件输送系统1中的驱动电机、汽缸工作以及下件系统中的升降电机工作,实现系统的整体控制功能。
29.本实用新型的过程为:
30.(1)工件识别系统中的两台高分辨率相机获取工件输送系统上工件的高清图像,固态激光雷达获取工件的三维点云,并将二者获取的信息通过以太网传输给视觉交换机。视觉交换机根据收到的高清图像和三维点云数据进行联合分析,将获取的工件特征与内置数据库中的工件特征做对比,识别出工件型号并发送给控制系统。本实用新型中的工件识别系统通过高分辨率相机的二维图像信息和固定激光雷达的三维点云信息进行联合检测,能够准确地分析出工件型号。
31.(2)控制系统接收到工件型号以后,产生具体的指令给该工件型号相对应道岔的汽缸,通过气缸驱动该道岔的开合将工件传输到该下件系统中。
32.(3)安装在闭环输送导轨内侧的光电对射开关检测到工件以后,将检测信号传输给控制系统,控制系统通过升降电机控制升降平台上升,同时控制闭环输送导轨带动旋转装置运转,旋转装置运行到档杆处时发生旋转,使工件与输送机构分离,最后控制电机使升降平台下降,从而完成工件的下件任务。
33.需要强调的是,本实用新型所述的实施例是说明性的,而不是限定性的,因此本实用新型包括并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本实用新型的技术方案得出的其他实施方式,同样属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1