一种电池外观缺陷检测机的制作方法
本技术涉及外观检测,具体涉及一种电池外观缺陷检测机。
背景技术:
1、锂电行业手机电池的外观检测是检验电池是否合格的一项重要检测。一般是依靠人工肉眼检测,然而此种检测方法,判断标准不一,存在误检、漏检的情况,而且效率较低。行业内逐渐研究电池外观检测装置,以提高检测效率和准确度。专利文件cn114101115a公开了一种电池外观检测装置,通过设置多组转盘组件,结合相机对电池的六个面进行外观拍摄,电池搬运过程较为繁琐,电池的底面始终朝下,容易出现漏检区域,检测效率和准确度仍然较低。专利文件cn210935992u公开了一种电池外观检测机,通过设置旋转组件实现电池的多面检测,同样容易出现漏检区域,检测效率和准确度仍然较低。
2、因此,如何提高电池外观缺陷检测的全面性、检测效率和准确度成为亟待解决的技术问题。
技术实现思路
1、有鉴于此,有必要针对上述的问题,提供一种电池外观缺陷检测机,通过各个翻转机械手配合顶大面缺陷检测机构、底大面缺陷检测机构、极耳侧面缺陷检测机构、无极耳后侧面缺陷检测机构、无极耳左侧面缺陷检测机构、无极耳右侧面缺陷检测机构等,能够有效提高电池外观缺陷检测的全面性,基本不会出现漏检区域,而且检测效率和准确度较高,优率≥99.5%,过杀率≤5%,漏杀率为0。
2、为实现上述目的,本实用新型采取以下的技术方案:
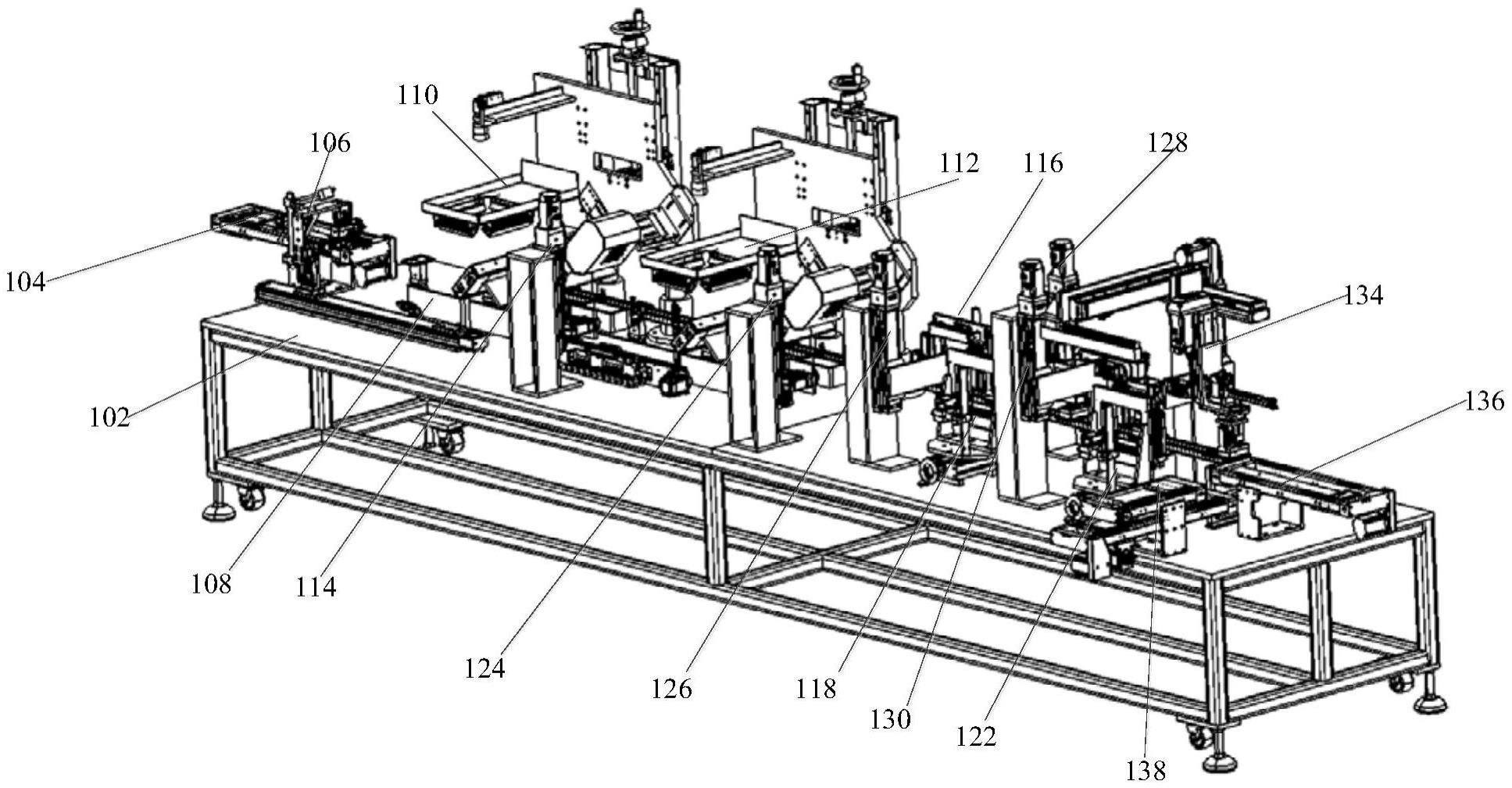
3、一种电池外观缺陷检测机包括:机架;安装在所述机架端侧的进料机构;
4、安装在所述机架上的上料机械手,所述上料机械手架设在所述进料机构上;
5、安装在所述机架上的电池位置切换机构,与所述上料机械手相邻设置,所述上料机械手将待检测电池放置到所述电池位置切换机构中;
6、安装在所述机架上的顶大面缺陷检测机构和底大面缺陷检测机构,架设在所述电池位置切换机构中的电池托板上方,所述顶大面缺陷检测机构和所述底大面缺陷检测机构沿着电池传输方向前后设置,所述顶大面缺陷检测机构和所述底大面缺陷检测机构之间设置第一翻转机械手;
7、安装在所述机架上的极耳侧面缺陷检测机构、无极耳后侧面缺陷检测机构、无极耳左侧面缺陷检测机构、无极耳右侧面缺陷检测机构,沿着电池传输方向前后依次设置,且相邻的两个分别处于所述电池托板的不同侧,所述极耳侧面缺陷检测机构与所述底大面缺陷检测机构之间设置第二翻转机械手,所述极耳侧面缺陷检测机构、无极耳后侧面缺陷检测机构、无极耳左侧面缺陷检测机构、无极耳右侧面缺陷检测机构的对侧分别设置第三翻转机械手、第四翻转机械手、第五翻转机械手和第六翻转机械手;
8、安装在所述机架上且配合设置的下料机械手、合格品出料机构、残次品出料机构,所述下料机械手架设在所述合格品出料机构和所述残次品出料机构上,所述合格品出料机构和所述残次品出料机构从所述机架的不同侧面向外伸出,所述下料机械手将检测合格电池放置到所述合格品出料机构上,将检测不合格电池放置到所述残次品出料机构上。
9、优选地,所述顶大面缺陷检测机构和底大面缺陷检测机构分别包括:底座,固定安装在所述机架上;纵向支架,安装在所述底座上;第一安装板,与所述纵向支架朝向所述电池托板的一侧相连接;第一相机和光源组件,固定安装在所述第一安装板上,所述第一相机和光源组件处于所述电池托板上待检测电池的正上方;第二相机和光源组件,固定安装在所述第一安装板上,所述第二相机和光源组件向下倾斜设置,处于所述电池托板上待检测电池的斜上方。
10、优选地,与所述纵向支架相连接的第一安装板背面设置第一滑块;相应的纵向支架上设置第一滑槽,所述第一滑槽与所述第一滑块配合设置,所述第一滑块下设置第一锁紧结构;配合设置的第一调节手轮和第一调节杆,所述第一调节手轮通过连接板安装在所述纵向支架上,所述第一调节杆与所述第一安装板相连接。
11、优选地,所述极耳侧面缺陷检测机构、无极耳后侧面缺陷检测机构、无极耳左侧面缺陷检测机构、无极耳右侧面缺陷检测机构分别包括:横向支架,安装在所述机架上,所述横向支架上方设置滑轨,其中一侧开设第二滑槽;第二安装板,所述第二安装板的下方设置与所述滑轨相匹配的第二滑块,所述第二滑块上安装第二锁紧结构;配合设置的第二调节手轮和第二调节杆,所述第二调节手轮通过连接板安装在所述横向支架,所述第二调节杆与所述第二安装板相连接;第三相机和光源组件,固定安装在所述第二安装板上,所述第三相机和光源组件朝向电池托板侧面,且与电池传输方向相垂直。
12、优选地,所述电池位置切换机构包括:包括x轴移动板的x轴向移动组件;多个第一升降气缸,间隔设置安装在所述x轴移动板上,每个第一升降气缸上分别安装真空吸附组件;所述电池托板架设在所述x轴向移动组件上方,所述上料机械手将待检测电池放置到真空吸附组件上,所述x轴向移动组件带动所述第一升降气缸沿着x轴移动,将真空吸附组件上的待检测电池放置到电池托板上。
13、优选地,所述上料机械手包括:第一前后x轴移动组件,安装在所述机架上;安装在所述第一前后x轴移动组件上的第二升降气缸;与所述第二升降气缸顶部相连接的u型板;安装在所述u型板下方的真空吸附组件。
14、优选地,所述下料机械手包括:配合设置的x轴向直线导轨和第二前后x轴移动组件,安装在所述机架上;y轴移动组件,安装在所述x轴向直线导轨和第二前后x轴移动组件上,以沿着x轴向移动;升降z轴组件,安装在所述y轴移动组件上,以沿着y轴向移动;翻转r轴组件,安装在所述升降z轴组件上,以沿着z轴向移动,所述翻转r轴组件下方安装真空吸附组件。
15、优选地,所述第一翻转机械手和所述第二翻转机械手分别包括:第一纵向支撑板,固定安装在所述机架上;第三升降气缸,固定安装在所述第一纵向支撑板的顶部;第一升降板,与所述第三升降气缸相连接;第一翻转气缸,固定安装在所述第一升降板上,朝向所述电池托板的侧面;翻转手爪,与所述第一翻转气缸相连接,以将待检测电池进行180°翻转。
16、优选地,所述第三翻转机械手和第四翻转机械手分别包括:第二纵向支撑板,固定安装在所述机架上;第四升降气缸,固定安装在所述第二纵向支撑板的顶部;第二升降板,与所述第四升降气缸相连接;第二翻转气缸,固定安装在所述第二升降板上,其朝向与电池传输方向相反,所述第二翻转气缸上安装有朝下的真空吸附组件,所述真空吸附组件处于所述电池托板的正上方。
17、优选地,所述第五翻转机械手和第六翻转机械手分别包括:第三纵向支撑板,固定安装在所述机架上;第五升降气缸,固定安装在所述第三纵向支撑板的顶部;第三升降板,与所述第五升降气缸相连接;第三翻转气缸,固定安装在所述第三升降板上,其朝向与电池传输方向相反,所述第三翻转气缸上安装有翻转板;旋转气缸,安装在所述翻转板上,所述旋转气缸朝下且安装有朝下的真空吸附组件,所述真空吸附组件处于所述电池托板的正上方。
18、本实用新型的有益效果为:
19、(1)本实用新型提出的一种电池外观缺陷检测机,通过设计各个翻转机械手,配合顶大面缺陷检测机构、底大面缺陷检测机构、极耳侧面缺陷检测机构、无极耳后侧面缺陷检测机构、无极耳左侧面缺陷检测机构、无极耳右侧面缺陷检测机构等,能够在同一个传输线上,实现对电池顶大面缺陷检测、电池底大面缺陷检测、电池极耳侧面缺陷检测、电池无极耳后侧面缺陷检测、电池无极耳左侧面缺陷检测、电池无极耳右侧面缺陷检测,有效提高了电池外观缺陷检测的全面性,而且电池极耳侧面缺陷检测、电池无极耳后侧面缺陷检测、电池无极耳左侧面缺陷检测、电池无极耳右侧面缺陷检测都是由翻转机械手夹起待检测电池翻转一定角度进行检测,基本不会出现漏检区域。
20、(2)本实用新型提出的一种电池外观缺陷检测机,检测效率和准确度较高,优率≥99.5%,过杀率≤5%,漏杀率为0。
21、(3)本实用新型提出的一种电池外观缺陷检测机,通过将顶大面缺陷检测机构和底大面缺陷检测机构中固定安装相机和光源组件的第一安装板与纵向支架之间设计为可调节结构,能够实现对相机和光源组件的上下位置的调节,从而能够保障对电池顶大面和底大面拍摄的清晰度,进而保障了缺陷检测准确性。
22、(4)本实用新型提出的一种电池外观缺陷检测机,极耳侧面缺陷检测机构、无极耳后侧面缺陷检测机构、无极耳左侧面缺陷检测机构、无极耳右侧面缺陷检测机构中的相机和光源组件能够进行前后位置的调节,翻转机械手夹起待检测电池翻转一定角度,一般为正负30度,从而能够保障对电池各个侧面拍摄清晰度和准确性,进而保障了缺陷检测准确性。
23、(5)本实用新型提出的一种电池外观缺陷检测机中独特的电池位置切换机构,实现了由上料机械手将多个待检测电池分别放置到多个第一升降气缸的真空吸附组件上后,由x轴向移动组件带动,转送至电池托板上,电池位置切换效率较高,电池上料速度较快,有利于提升检测效率。
24、本实用新型的附加方面和优点将在下面的描述部分中给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!