一种手机后盖产品卡控分料装置及其卡控分料方法与流程
本发明涉及卡控分料装备,具体涉及一种手机后盖产品卡控分料装置及其卡控分料方法。
背景技术:
1、为了降低手机后盖的生产成本,提高信号质量,手机后盖生产商通常会采用一体注塑工艺在金属零件上形成硬件设备安装位的设置,并通过一体注塑溢出部分防止信号的屏蔽,再通过多道cnc加工工序去除多余的材质(如裙边)。同时,为了记录班别、楼栋号、线体号、机台号、生产日期等生产信息,会在手机后盖内侧的金属元件上激光雕刻二维码,在不同的塑料元件上形成由椭圆形小洞和圆形小洞构成的标识符。此外,为了区分不同的加工工序及设备元件安装位,塑料元件有多种颜色。
2、此外,二维码或标识符追溯生产流程管理已成为行业内认可度极高的一种质量管理手段,通过对二维码的追溯我们可以清楚的知道生产流程,问题环节,从源头把握产品质量。随着工厂自动化程度的提高,零件在生产过程中需对所有产品进行站点管控,确认每片产品都通过前制程后,再往下一制程流动。常规一整tray产品操作员往常通过手持枪依次扫描录入到工厂生产系统查询,或未进行录入、操作员频繁重复性操作容易出现疲劳,操作员还需时刻关注工厂生产界面中产品过账状态、未加工前制程的产品下工站也无法查询。
3、然而在现阶段,当产线出现异常需要对生产线上各站点的产品进行分类时,需要人工用扫描枪对产品进行扫码,常规操作员操作一片产品扫描并完成过账查询时间为4秒,一整tray扫描周期48*4=192秒。此外,当tray内出现多个产品站点异常的产品,操作员还需手动对产品进行剔除和补料,一整tray产品的人工分拣耗时高于200秒。因此,对于自动化生产而言人工卡控分料对人工需求量较大,且操作员长期的频繁扫码操作也容易出现产品漏扫描等情况,影响后续工艺改良且及其消耗人力成本。
技术实现思路
1、本发明所要解决的技术问题是提高手机后盖产品卡控分料效率的问题,目的在于提供一种手机后盖产品卡控分料装置及其卡控分料方法,自动化实现整tray过账卡控和站点异常产品分料功能,提升卡控效率。
2、本发明通过下述技术方案实现:
3、一种手机后盖卡控分料方法,采用产品卡控分料装置,所述产品卡控分料装置在移料过程中对产品内表面的二维码和/或标识符进行识别,其特征在于,包括:
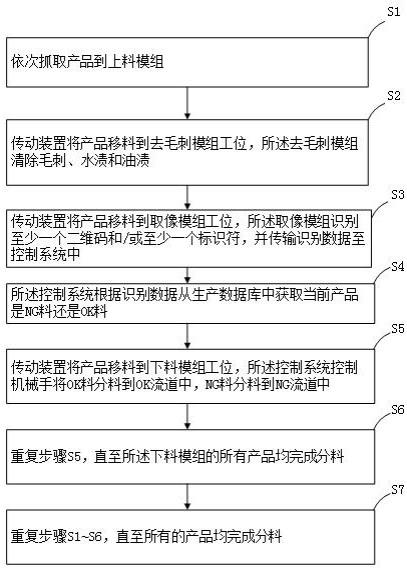
4、s1:将产品依次抓取到上料模组;
5、s2:将产品移料到去毛刺模组后,通过电机带动毛刷去除产品内表面的加工毛刺,并通过吹起模块吹掉掉落的毛刺、水渍和油渍;
6、s3:将产品移料到取像模组后,对产品内表面的若干二维码和/或标识符进行识别,并将识别数据传输至所述控制系统中;
7、s4:所述控制系统根据识别数据从生产数据库中获取当前产品是ng料还是ok料;
8、s5:将产品移料到下料模组后,所述控制系统控制机械手依次对产品进行分料,ok产品分料到ok流道中,ng产品分料到ng流道中;
9、s6:重复步骤s5,直至移动至下料模组的所有产品均已被分料完成;
10、s7:重复步骤s1~s6,直至所有的产品均完成分料。
11、作为本发明的一种优选技术方案,所述的s1具体包括:将手机后盖产品卡控分料装置的上料模组对接异常站点的下料设备,或者采用人工上料,将产品依次抓取到上料模组。
12、作为本发明的一种优选技术方案,所述的s3具体包括:将产品通过传动装置移料到取像模组后,所述控制系统首先触发工业相机及其对应光源完成标识符读取,再触发读码器及其对应光源完成二维码读取;其中,所述标识符读取具体包括标识符图像采集和标识符信息读取。
13、作为本发明的一种优选技术方案,所述的标识符图像采集具体包括:根据预设的时间间隔和光源亮度,触发工业相机分别采集不同光源亮度条件下的标识符灰度图像,并通过提取标识符灰度图像中预设位置的不同灰度值判断塑料元件的颜色,再根据颜色设定光源亮度,并触发工业相机采集标识符图像。
14、作为本发明的一种优选技术方案,所述的标识符信息读取具体包括:将采集的标识符图像通过卷积神经网络算法进行分类训练后,通过深度学习方法构建标识符坐标和类别识别模型;调用所述标识符坐标和类别识别模型,获取标识符第一定位点的位置信息,并根据生产数据库中标识符第一定位点的坐标阈值判定第一定位点位置信息是否准确;通过第一定位点位置信息,确认标识符起始点,再根据预设点尺寸判断标识符的位置区域;判断标识符的位置区域内是否出现第二分类点,并获取第二分类点的位置,最后对获取点阵信息进行数据重组输出结果。
15、作为本发明的一种优选技术方案,所述的s5具体包括:将产品通过传动装置移料到下料模组后,所述控制系统将获取到的结果给到设备plc,由设备plc控制下料机械手对产品进行分料,ok产品分料到ok流道中,ng产品分料到ng流道;进入ng流道的产品由ng取料机械手取料到ng料盘中。
16、本技术还要求保护一种手机后盖卡控分料装置,采用上文所述的卡控分料方法进行手机后盖分料,其特征在于,包括:上料模组、传动装置、去毛刺模组、取像模组、下料模组和控制系统;所述控制系统分别与所述上料模组、传动装置、去毛刺模组、取像模组、下料模组电连接,用于控制所述上料模组、传动装置、去毛刺模组、取像模组、下料模组的动作,所述控制系统还搭载有生产数据库;所述上料模组用于根据控制系统的命令将产品放置到所述传动装置的工位内;所述传动装置用于接收到控制系统发送的控制命令后,将产品依次传送至去毛刺模组、取像模组和下料模组的工位;所述去毛刺模组用于去除加工毛刺、水渍和油渍;所述取像模组用于将扫描获取的产品的二维码和/或标识符信息发送至所述控制系统,所述控制系统根据二维码和/或标识符信息从生产数据库中获取当前产品是ng料还是ok料,并将分料控制命令发送至所述下料模组;所述下料模组包括机械手,用于根据控制系统的命令将产品进行分料。
17、作为本发明的一种优选技术方案,所述去毛刺模组包括:机架、毛刷模块、吹起模块和z向调节模块,所述毛刷模块、吹起模块和z向调节模块设置于所述机架上;所述z向调节模块用于控制所述毛刷模块和所述吹起模块的上下运动;所述毛刷模块包括若干个垂直并列设置的毛刷,每个所述毛刷上均对应设置有一个伺服马达;所述吹起模块包括电磁阀,气体压缩泵,万象调节气管及气嘴,用于去除水渍,油渍及部分掉落毛刺。
18、作为本发明的一种优选技术方案,所述取像模组包括:依次设置的第一取像模组,第二取像模组和第三取像模组;所述第一取像模组用于读取产品内表面的二维码和所述第一标识符;所述第二取像模组用于读取产品内表面的所述第二标识符;第三取像模组用于读取产品内表面的所述第三标识符。
19、作为本发明的一种优选技术方案,所述第一取像模组包括两个1200w工业相机、两个600w读码器、一个环状白光工业相机光源、一个环状蓝光读码器光源;所述第二取像模包括两个1200w相机及一个配漫射板的环状白光工业相机光源;所述第三取像模包括两个1200w相机及一个不带反射板的环状白光工业相机光源。
20、本发明与现有技术相比,具有如下的优点和有益效果:
21、1.本发明提供了一种手机后盖产品卡控分料装置及其卡控分料方法,通过读码器和工业相机分别获取产品的二维码和/或标识符信息,并从生产数据库中获取当前产品是ng料还是ok料的反馈信息,设备可对接手机后盖生产线各站点进行卡控分料,并对ok和ng产品进行分料放置,效率对比人工分料提升了3倍以上。
22、2. 采用全自动化设备进行卡控分料,能够避免产品漏扫异常,确保ng料能够及时返工,减少报废率,进而促使后续制程中产品状态ok,及提升良率和效益。
- 还没有人留言评论。精彩留言会获得点赞!