一种物料批量检测转运设备的制作方法
本发明涉及机械设备领域,具体涉及一种物料批量检测转运设备。
背景技术:
1、物料检测设备在检测时需要将物料检测后进行优劣分拣,再将检测后的物料进行排料进入到下一工序,现有的设备无法将批量的物料集中上料、电检测、转运等作业于一体,使得效率不高、运输成本增加、自动化程度不够,可能导致各种机构之间需要大量的人工进行物料的运输和设备的操作,增加人为因素导致的风险发生。
技术实现思路
1、本发明的目的在于解决现有物料检测设备检测转运效率低的问题。
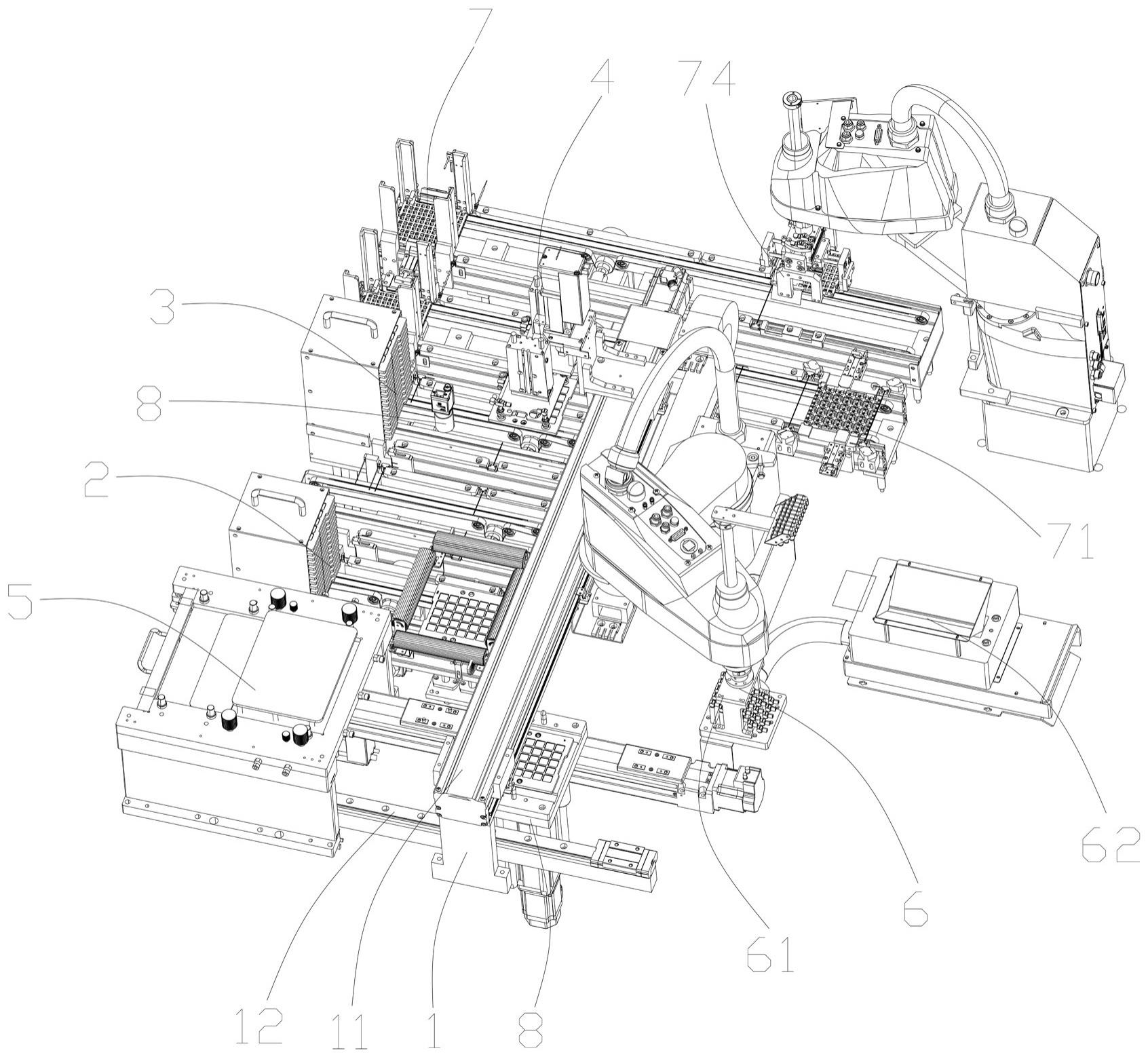
2、为解决本发明所提出的技术问题采用的技术方案为:本发明的物料批量检测转运设备包括有底座,底座上设有用于将载有多个物料的物料治具进行供料的物料供料装置、物料治具回收装置、上料装置、检测装置、分拣装置以及收料装置,所述的底座上设有纵向滑轨,所述的检测装置、物料供料装置和物料治具回收装置依次设于纵向滑轨的一侧,所述的物料供料装置包括有垂直于纵向滑轨的上料传送带,所述的物料治具回收装置包括有垂直于纵向滑轨的物料治具回收传送带,对应检测装置设有垂直于纵向滑轨的送料滑块滑轨,送料滑块滑轨上设有用于将物料送到检测装置下方进行检测的送料滑块,所述的上料装置滑动设于纵向滑轨上,所述的分拣装置对应送料滑块滑轨一端设置,所述的收料装置包括有收料治具、收料治具第一传送带、收料治具第二传送带、以及将收料治具第一传送带上的载有合格物料的收料治具送到收料治具第二传送带上的收料治具传送装置,所述的收料治具第一传送带对应分拣装置设置。
3、对本发明作进一步限定的技术方案包括:
4、所述的分拣装置包括有分拣机械手,以及不合格物料粉碎仓,所述的分拣机械手对应送料滑块滑轨一端设置,分拣机械手上对应物料治具上每个物料均设有一个吸风口,不合格物料粉碎仓对应分拣机械手设置在底座上。
5、所述的收料装置还包括有设于收料治具第二传送带上方的第二收料定位槽以及用于将第二收料定位槽内的收料治具第二传送带上堆料机构的收料治具顶起堆叠的堆料机构。
6、所述的收料治具第二传送带包括有平行设置的收料治具第二左传送带和收料治具第二右传送带,所述的堆料机构包括有推料气缸、第一挡块、第二挡块、第一旋转托板和第二旋转托板,所述的推料气缸位于收料治具第二左传送带和收料治具第二右传送带之间,第一挡块和第二挡块分别位于收料治具第二左传送带和收料治具第二右传送带两侧的的底座上,第一旋转托板和第二旋转托板分别转动设于第一挡块和第二挡块上。
7、所述的收料装置还包括有设于收料治具第一传送带上方的第一收料定位槽以及用于将第一收料定位槽内的底部的收料治具传送到收料治具第一传送带上的收料治具上料机构。
8、所述的收料治具第一传送带包括有平行设置的收料治具第一左传送带和收料治具第一右传送带所述的收料治具上料机构包括有设于收料治具第一左传送带和收料治具第一右传送带之间的第一顶料气缸、设于收料治具第一传送带两侧的用于将收料治具底部第二层的收料治具分离并顶起的第一托板和第二托板以及分别驱动第一托板和第二托板伸缩的第一托板驱动气缸和第二托板驱动气缸。
9、所述的上料装置包括有沿纵向滑轨滑动的上料底座、驱动上料底座滑动的上料底座驱动机构、设于上料底座上的上料吸盘以及驱动上料吸盘上下移动的上料吸盘驱动气缸,上料吸盘驱动气缸设于上料底座上。
10、所述的物料供料装置还包括有物料治具排料装置,所述的物料治具排料装置包括有物料定位框以及驱动物料定位框上下移动的物料定位框驱动气缸,所述的物料定位框的内侧两侧设有分别用于支撑物料治具两侧的上下均匀排列的第一物料治具支撑台和第二物料治具支撑台,所述的上料传送带位于第一物料治具支撑台和第二物料治具支撑台之间。
11、所述的物料治具回收装置包括有所述的物料治具排料装置,所述的物料治具回收传送带位于对应的第一物料治具支撑台和第二物料治具支撑台之间。
12、对应上料传送带的上料工位上方设有用于检测物料治具上的物料位置排列是否正确的检测相机,所述的上料传送带和物料治具回收传送带之间设有用于放置物料位置排列不良的物料治具的不良物料治具出料传送带,不良物料治具出料传送带垂直于纵向滑轨设置。
13、通过上述技术方案,本发明的有益效果为:本发明的物料批量检测转运设备工作时,载有多个物料的物料治具通过上料传送带进行传送,当传送到上料工位上时,上料装置将上料传送带的物料传送到送料滑块上,送料滑块将物料送到检测装置下方进行检测,检测完毕,送料滑块将物料送到分拣装置下方,分拣装置将物料进行分拣,合格的物料被分拣装置送到收料治具上,同时送料滑块将空置的物料治具传送给上料装置,上料装置将空置的物料治具送到物料治具回收传送带进行回收,收料治具传送装置将载有合格物料的收料治具送到收料治具第二传送带上进行出料,从而可以对物料进行批量的检测后进行分拣后排料出料,实现批量物料的自动检测排料出料,生产效率高。
技术特征:
1.一种物料批量检测转运设备,其特征在于:所述的转运设备包括有底座,底座上设有用于将载有多个物料的物料治具进行供料的物料供料装置、物料治具回收装置、上料装置、检测装置、分拣装置以及收料装置,所述的底座上设有纵向滑轨,所述的检测装置、物料供料装置和物料治具回收装置依次设于纵向滑轨的一侧, 所述的物料供料装置包括有垂直于纵向滑轨的上料传送带,所述的物料治具回收装置包括有垂直于纵向滑轨的物料治具回收传送带,对应检测装置设有垂直于纵向滑轨的送料滑块滑轨,送料滑块滑轨上设有用于将物料送到检测装置下方进行检测的送料滑块,所述的上料装置滑动设于纵向滑轨上,所述的分拣装置对应送料滑块滑轨一端设置,所述的收料装置包括有收料治具、收料治具第一传送带、收料治具第二传送带、以及将收料治具第一传送带上的载有合格物料的收料治具送到收料治具第二传送带上的收料治具传送装置,所述的收料治具第一传送带对应分拣装置设置。
2.如权利要求1所述的一种物料批量检测转运设备,其特征在于:所述的分拣装置包括有分拣机械手,以及不合格物料粉碎仓,所述的分拣机械手对应送料滑块滑轨一端设置,分拣机械手上对应物料治具上每个物料均设有一个吸风口,不合格物料粉碎仓对应分拣机械手设置在底座上。
3.如权利要求1所述的一种物料批量检测转运设备,其特征在于:所述的收料装置还包括有设于收料治具第二传送带上方的第二收料定位槽以及用于将第二收料定位槽内的收料治具第二传送带上堆料机构的收料治具顶起堆叠的堆料机构。
4.如权利要求3所述的一种物料批量检测转运设备,其特征在于:所述的收料治具第二传送带包括有平行设置的收料治具第二左传送带和收料治具第二右传送带,所述的堆料机构包括有推料气缸、第一挡块、第二挡块、第一旋转托板和第二旋转托板,所述的推料气缸位于收料治具第二左传送带和收料治具第二右传送带之间,第一挡块和第二挡块分别位于收料治具第二左传送带和收料治具第二右传送带两侧的的底座上,第一旋转托板和第二旋转托板分别转动设于第一挡块和第二挡块上。
5.如权利要求1所述的一种物料批量检测转运设备,其特征在于:所述的收料装置还包括有设于收料治具第一传送带上方的第一收料定位槽以及用于将第一收料定位槽内的底部的收料治具传送到收料治具第一传送带上的收料治具上料机构。
6.如权利要求5所述的一种物料批量检测转运设备,其特征在于:所述的收料治具第一传送带包括有平行设置的收料治具第一左传送带和收料治具第一右传送带所述的收料治具上料机构包括有设于收料治具第一左传送带和收料治具第一右传送带之间的第一顶料气缸、设于收料治具第一传送带两侧的用于将收料治具底部第二层的收料治具分离并顶起的第一托板和第二托板以及分别驱动第一托板和第二托板伸缩的第一托板驱动气缸和第二托板驱动气缸。
7.如权利要求1所述的一种物料批量检测转运设备,其特征在于:所述的上料装置包括有沿纵向滑轨滑动的上料底座、驱动上料底座滑动的上料底座驱动机构、设于上料底座上的上料吸盘以及驱动上料吸盘上下移动的上料吸盘驱动气缸,上料吸盘驱动气缸设于上料底座上。
8.如权利要求1所述的一种物料批量检测转运设备,其特征在于:所述的物料供料装置还包括有物料治具排料装置,所述的物料治具排料装置包括有物料定位框以及驱动物料定位框上下移动的物料定位框驱动气缸,所述的物料定位框的内侧两侧设有分别用于支撑物料治具两侧的上下均匀排列的第一物料治具支撑台和第二物料治具支撑台,所述的上料传送带位于第一物料治具支撑台和第二物料治具支撑台之间。
9.如权利要求8所述的一种物料批量检测转运设备,其特征在于:所述的物料治具回收装置包括有所述的物料治具排料装置,所述的物料治具回收传送带位于对应的第一物料治具支撑台和第二物料治具支撑台之间。
10.如权利要求1所述的一种物料批量检测转运设备,其特征在于:对应上料传送带的上料工位上方设有用于检测物料治具上的物料位置排列是否正确的检测相机,所述的上料传送带和物料治具回收传送带之间设有用于放置物料位置排列不良的物料治具的不良物料治具出料传送带,不良物料治具出料传送带垂直于纵向滑轨设置。
技术总结
本发明涉及一种物料批量检测转运设备,解决现有物料检测设备检测转运效率低的问题。包括有底座,底座上设有物料供料装置、物料治具回收装置、上料装置、检测装置、分拣装置以及收料装置,工作时,物料治具通过上料传送带进行传送,上料装置将上料传送带的物料传送到送料滑块上,送料滑块将物料送到检测装置下方进行检测,检测完毕,分拣装置将物料进行分拣,合格的物料被分拣装置送到收料治具上,上料装置将空置的物料治具送到物料治具回收传送带进行回收,收料治具传送装置将收料治具送到收料治具第二传送带上进行出料,从而可以对物料进行批量的检测后进行分拣后排料出料,实现批量物料的自动检测排料出料,生产效率高。
技术研发人员:竹内匡弘
受保护的技术使用者:深圳市美卡达科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!