一种轴承外圈转动检测仪的制作方法
本发明涉及一种轴承检测仪器,具体涉及一种轴承外圈转动检测仪。
背景技术:
1、在制造轴承的轴承外圈生产过程中,轴承外圈的检测,是轴承外圈生产中的重要质检项目,主要检测轴承外圈的内径尺寸值、高度尺寸值、沟径尺寸值、沟位置偏差尺寸值是否达标合格。
2、传统的轴承外圈检测是人工用卡尺、千分尺,千分表和百分表等传统检测工具测量,人工检测的缺陷是:检测精度低、检测效率低、误差率高,并且质量不统一、不稳定;
3、为此人们非常希望能有一种检测精度高,检测性能稳定,误差率低,检测效率高的一种自动化程度高的轴承外圈检测仪。
技术实现思路
1、本发明提供一种轴承外圈转动检测仪,能够解决背景技术中提及的问题。
2、本发明解决其技术问题的主要技术方案是:将需要检测的轴承外圈,用轴承外圈输入装置送至轴承外圈传送装置,再由轴承外圈传送装置将轴承外圈送至工位一检测装置进行转动,自动检测轴承外圈的内径尺寸值、自动检测轴承外圈的高度尺寸值;根据工位一检测装置的检测数据自动的将检测不合格的轴承外圈漏出本检测仪;再由轴承外圈传送装置将工位一检测装置检测合格的轴承外圈送至工位二检测装置进行转动,自动检测轴承外圈沟径的尺寸值、自动检测轴承外圈沟位置的偏差尺寸值;再根据工位二检测装置的检测数据自动的将检测不合格的轴承外圈漏出本检测仪;再由轴承外圈传送装置将工位二检测装置检测合格的轴承外圈送至翻圈装置,翻面装置将轴承外圈翻面后再由轴承外圈传送装置送至工位三检测装置进行转动,自动检测轴承外圈的内径尺寸值;再根据工位三检测装置的检测数据自动的将检测不合格的轴承外圈漏出本检测仪;再由轴承外圈传送装置将工位三检测装置检测合格的轴承外圈送至合格品收集装置。
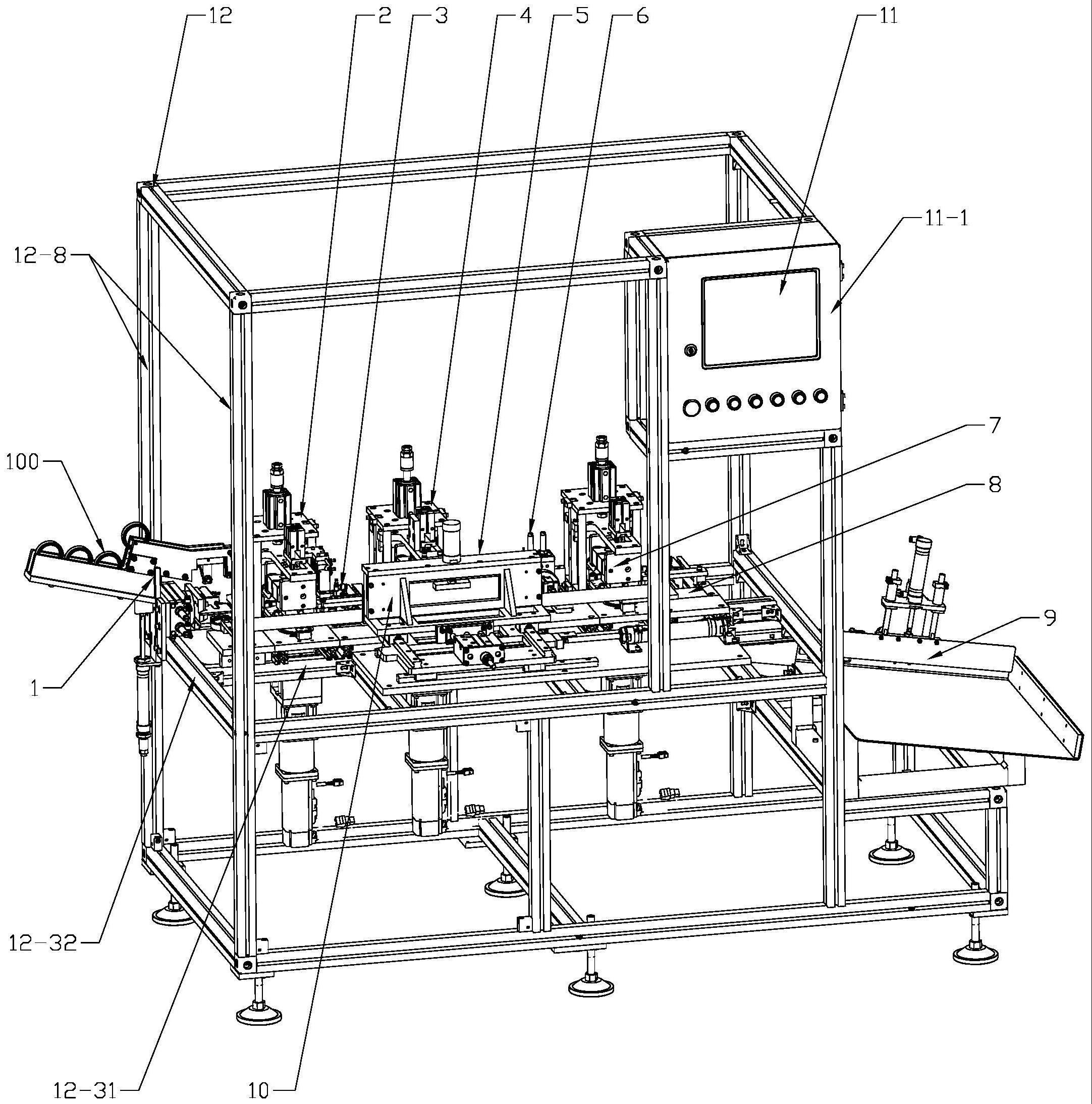
3、所述本发明为一种轴承外圈转动检测仪,包括轴承外圈输入装置、工位一检测装置、漏次品装置a、工位二检测装置、漏次品装置b、翻圈装置、工位三检测装置、漏次品装置c、合格品收集装置、轴承外圈传送装置、整体支架、电子检测系统;其特征在于:所述工位一检测装置、工位二检测装置、工位三检测装置将需要检测的轴承外圈进行转动,在转动的轴承外圈上连续多次检测轴承外圈的内径尺寸值,在转动的轴承外圈上连续多次检测轴承外圈的高度尺寸值,在转动的轴承外圈上连续多次检测轴承外圈的沟径尺寸值,在转动的轴承外圈上连续多次检测轴承外圈的沟位置偏差值。
4、所述工位一检测装置用于检测轴承外圈的内径尺寸值、高度尺寸值;所述工位二检测装置用于检测轴承外圈的沟径尺寸值、沟位偏差尺寸值;所述工位三检测装置用于检测轴承外圈的内径尺寸值。
5、所述工位一检测装置将轴承外圈转动,并连续多次检测轴承外圈的内径尺寸值;所述工位一检测装置将轴承外圈转动,并连续多次检测轴承外圈的高度尺寸值;所述工位二检测装置将轴承外圈转动,并连续多次检测轴承外圈的沟径尺寸值;所述工位二检测装置将轴承外圈转动,并连续多次检测轴承外圈的沟位置偏差值;所述工位三检测装置将轴承外圈转动,并连续多次检测轴承外圈的内径尺寸值;所述工位一检测装置、所述工位二检测装置、所述工位三检测装置检测轴承外圈时的转动圈数为1-3圈;
6、所述工位一检测装置,连续多次检测每件轴承外圈的内径的不同端点尺寸值的次数为30-100次;所述工位一检测装置、工位二检测装置、工位三检测装置检测每件轴承外圈的高度尺寸值的次数为30-100次。
7、所述轴承外圈输入装置包括工件斜滚槽a、提升气缸a、工件斜滚槽b、旋转气缸a、平推气缸a;所述旋转气缸a、平推气缸a、提升气缸a与电子检测系统连接;所述轴承外圈输入装置的工作方式为:将轴承外圈放置工件斜滚槽a,再经提升气缸a送至工件斜滚槽b,所述轴承外圈再通过工件斜滚槽b进入平推装置,所述平推装置在旋转气缸的翻转后,将轴承外圈平推给轴承外圈传送装置,所述轴承外圈传送装置将轴承外圈传送给工位一检测装置。
8、所述工位一检测装置,包括组合支架a、升降装置a、平行张合系统a、轴承外圈内径测量系统a、轴承外圈高度测量系统、工件圆心定位转动系统a、轴承外圈;所述升降装置a包括有与电子检测系统连接的升降气缸aa;所述平行张合系统a包括有与电子检测系统连接的平行张合用手指气缸a;所述轴承外圈内径测量系统a包括有与电子检测系统连接的位移传感器1#尺;所述工件圆心定位转动系统a包括有拖板气缸a、电磁线圈a、伺服电机a;所述工件圆心定位转动系统a上装置组合支架a;所述组合支架a上装置升降装置a,所述升降装置a连接平行张合系统a,所述平行张合系统a下装置轴承外圈内径测量系统a、侧边装置轴承外圈高度测量系统;所述工位一检测装置的工作方式为:当轴承外圈经过工位一检测装置,在工件圆心定位转动系统a的作用下使轴承外圈磁吸圆心定位在工位一检测装置中转动;所述升降装置a与平行张合系统a将轴承外圈内径测量系统a降至轴承外圈对应高度,对轴承外圈的内径尺寸值进行检测, 并且将检测的内径尺寸值数据传给电子检测系统;所述升降装置a与平行张合系统a将轴承外圈高度测量系统降至轴承外圈上方,对轴承外圈的高度尺寸值进行检测 ,并且将检测的高度尺寸值数据传给电子检测系统。
9、所述漏次品装置a,包括活动托板、挡次品座a、气缸座t、平缩用气缸a、平缩用气缸杆a;所述气缸座t为方形板块,中部设有通孔;所述气缸座t的一端装置挡次品座a、一端装置平缩用气缸a;所述平缩用气缸a的一端有平缩用气缸杆a,所述平缩用气缸杆a穿过气缸座t的通孔后,在端部装置有活动托板;所述漏次品装置a的工作方式为:当漏次品装置a的活动托板上有来自工位一检测装置检测不合格的轴承外圈经过时,受电子检测系统控制的平缩用气缸a则拉动平缩用气缸杆a带动活动托板与轴承外圈向平缩用气缸a移位,所述轴承外圈移动至挡次品座a时被挡住而停止移动,活动托板继续向平缩用气缸a移动,则轴承外圈失去活动托板的支托从活动托板上掉落,即所述漏次品装置a达到漏掉工位一检测装置检测不合格的轴承外圈次品的作用与目的;当漏次品装置a的活动托板上有来自工位一检测装置检测合格的轴承外圈经过时,受电子检测系统控制的平缩用气缸a则不会有平缩动作,活动托板静止支托着轴承外圈,则合格的轴承外圈不会从活动托板上漏掉,能安全从活动托板上通过;即所述漏次品装置a达到能通过工位一检测装置检测合格的轴承外圈,漏掉工位一检测装置检测不合格的轴承外圈次品的作用与目的。
10、所述工位二检测装置包括组合支架b、升降装置b、平行张合系统b、轴承外圈沟径测量系统、轴承外圈沟位置偏差度测量系统、工件圆心定位转动系统b、轴承外圈;所述升降装置b包括有与电子检测系统连接的升降气缸ba;所述平行张合系统b包括有与电子检测系统连接的平行张合用手指气缸b;所述轴承外圈沟径测量系统包括有与电子检测系统连接的位移传感器3#尺;所述轴承外圈沟位置偏差度测量系统包括有与电子检测系统连接的位移传感器4#尺;所述工件圆心定位转动系统b包括有拖板气缸b、电磁线圈b、伺服电机b;
11、所述工件圆心定位转动系统b的上端装置组合支架b,所述组合支架b中装置升降装置b;所述升降装置b连接平行张合系统b;所述平行张合系统b下装置轴承外圈沟径测量系统、轴承外圈沟位置偏差度测量系统;所述工位二检测装置的检测轴承外圈的工作方式为:当轴承外圈经过工位二检测装置,在工件圆心定位转动系统b的作用下使轴承外圈磁吸圆心定位在工位二检测装置中转动;所述升降装置b与平行张合系统b将轴承外圈沟径测量系统、轴承外圈沟位置偏差度测量系统降至轴承外圈沟道中部对应高度,对轴承外圈沟径尺寸值进行检测、对轴承外圈沟位置偏差值进行检测,并且将检测的沟径尺寸值、沟位置偏差值数据传给电子检测系统。
12、所述漏次品装置b与漏次品装置a的结构相同、作用相同,所述漏次品装置b包括活动托板、挡次品座a、气缸座t、平缩用气缸b、平缩用气缸杆a;所述漏次品装置b工作方式为:当漏次品装置b的活动托板上有来自工位二检测装置检测不合格的轴承外圈经过时,受电子检测系统控制的平缩用气缸b拉动平缩用气缸杆a则带动活动托板与轴承外圈向平缩用气缸b移位,所述轴承外圈移动至挡次品座a时被挡住而停止移动,活动托板继续向平缩用气缸b移动,则轴承外圈失去活动托板的支托从活动托板上掉落,即所述漏次品装置b达到漏掉工位二检测装置检测不合格的轴承外圈次品的作用与目的;当漏次品装置b的活动托板上有来自工位二检测装置检测合格的轴承外圈经过时,受电子检测系统控制的平缩用气缸b则不会有平缩动作,活动托板静止支托着轴承外圈,则合格的轴承外圈不会从活动托板上漏掉,能安全从活动托板上通过;即所述漏次品装置b达到能通过工位二检测装置检测合格的轴承外圈,漏掉工位二检测装置检测不合格的轴承外圈次品的作用与目的。
13、所述翻圈装置包括:旋转气缸f、转角盘f、手指气缸f、夹指fa、托夹板fa、托夹板fb、夹指fb;所述旋转气缸f连接转角盘f,所述转角盘f连接手指气缸f,所述手指气缸f装置有两个夹指,所述夹指装置有托夹板fa;所述夹指fb装置有托夹板fb;所述托夹板f、托夹板fb中能活动夹持轴承外圈;所述翻圈装置的工作方式为:当轴承外圈经过托夹板f、托夹板fb中时,第一步,受电子检测系统控制的手指气缸f即工作,使夹指fa、夹指fb带动托夹板fa、托夹板fb夹持轴承外圈;第二步,受电子检测系统控制的旋转气缸f将转角盘f、手指气缸f、夹指fa、夹指fb、托夹板fa、托夹板fb和托夹板fa、托夹板fb的轴承外圈共同旋转半圈,即翻转180度,使轴承外圈的端面翻转为原来的上面变下面,原来的下面变为上面;即所述翻圈装置达到将轴承外圈翻转180度的作用与目的。
14、所述工位三检测装置包括组合支架c、升降装置c、平行张合系统c、轴承外圈内径测量系统c、工件圆心定位转动系统c、轴承外圈;所述轴承外圈内径测量系统c包括与电子检测系统连接的位移传感器5#尺;所述升降装置c包括有与电子检测系统连接的升降气缸ca、平行张合系统c包括有与电子检测系统连接的平行张合用手指气缸c;所述工件圆心定位转动系统c包括与电子检测系统连接的拖板气缸c、电磁线圈c、伺服电机c;所述工件圆心定位转动系统c上装置组合支架c,所述组合支架c中装置升降装置c;所述升降装置c连接平行张合系统c;所述平行张合系统c下装置轴承外圈内径测量系统c;所述工位三检测装置的检测轴承外圈的方式为:当轴承外圈经过工位三检测装置,在工件圆心定位转动系统c的作用下使轴承外圈磁吸圆心定位在工位三检测装置中转动;所述升降装置c与平行张合系统c将轴承外圈内径测量系统c降至轴承外圈端面上面,对轴承外圈的内径尺寸值进行检测,并且将检测的内径尺寸值数据传给电子检测系统;
15、所述漏次品装置c与漏次品装置a的结构相同作用相同,包括活动托板、挡次品座a、气缸座t、平缩用气缸c、平缩用气缸杆a;所述漏次品装置c工作方式为:当漏次品装置c的活动托板上有来自工位三检测装置检测不合格的轴承外圈经过时,受电子检测系统控制的平缩用气缸c则拉动平缩用气缸杆a带动活动托板与轴承外圈向平缩用气缸c移位,所述轴承外圈移动至挡次品座a时被挡住而停止移动,活动托板继续向平缩用气缸c移动,则轴承外圈失去活动托板的支托从活动托板上掉落,即所述漏次品装置c达到漏掉工位三检测装置检测不合格的轴承外圈次品的作用与目的;当漏次品装置c的活动托板上有来自工位三检测装置检测合格的轴承外圈经过时,受电子检测系统控制的平缩用气缸c则不会有平缩动作,活动托板静止支托着轴承外圈,则合格的轴承外圈不会从活动托板上漏掉,能安全从活动托板上通过;即所述漏次品装置c达到能通过工位三检测装置检测合格的轴承外圈,漏掉工位三检测装置检测不合格的轴承外圈次品的作用与目的。
16、所述合格品收集装置所述合格品收集装置包括:升降气缸s、竖向平行用直线轴承sa、竖向平行座、静位支柱板、竖向平行连接块、活动挡板、挡推板、合格品推送气缸、横向平行用直线轴承sa、竖向平行滑杆sa、底挡板、斜置底板、合格品接近传感器、横向平行滑杆sa、横向平行座;所述斜置底板一边高一边低的斜置着,所述斜置底板的低边端装置有底挡板;所述斜置底板的斜边端装置有横向平行座,所述横向平行座的一侧横向装置合格品推送气缸和两个横向平行用直线轴承sa;所述两个横向平行用直线轴承sa中装置横向平行滑杆sa,所述两个横向平行滑杆sa和合格品推送气缸的左端装置挡推板;所述横向平行座的左端装置静位支柱板,所述横向平行座与静位支柱板连接部分中设有通孔,便于合格品推送气缸的活塞杆活动穿过;所述挡推板的左部装置有合格品接近传感器;所述静位支柱板的上端装置有竖向平行座,所述竖向平行座上装置一个升降气缸s、两个竖向平行用直线轴承sa,所述两个竖向平行用直线轴承sa内分别装置有竖向平行滑杆sa,所述两个竖向平行滑杆sa与竖向平行连接块、活动挡板连接;所述升降气缸s的活塞杆与活动挡板连接;所述升降气缸s活塞杆的伸缩动作能带动活动挡板、竖向平行连接块、竖向平行滑杆sa上升或下降;所述合格品推送气缸的活塞杆的伸缩动作能推拉挡推板在斜置底板上移动;
17、所述合格品收集装置的工作方式为:当检测合格的轴承外圈被轴承外圈传送装置送至合格品收集装置的活动挡板与挡推板之间,集满至合格品接近传感器位置时,合格品接近传感器即将感应到轴承外圈集满的信息传送给电子检测系统,电子检测系统即指令升降气缸s提升活动挡板高出合格轴承外圈,此时所述电子检测系统即指令合格品推送气缸推动挡推板从而推动排列的合格轴承外圈向斜置底板中部排列聚集。
18、所述轴承外圈传送装置包括:输送用升降气缸c、移动顶座、移动角架、移动竖架、移动推杆、推框、横移气缸、安装座、横移气缸杆、横向滑轨、纵向滑轨、横向滑块、横向滑台、纵移气缸、纵向滑块、纵向推杆、纵向推拉板、纵向连接板、纵向滑台、7字推块、升降滑轨、升降滑块、升降板、挡勾;所述安装座的一边装置横移气缸一边装置横向滑轨,所述横向滑轨上装置横向滑台;所述横向滑台的一边装置一边装置纵向滑轨,所述纵向滑轨上装置纵向滑台,所述纵向滑台上装置移动角架、移动竖架;所述移动竖架上装置移动顶座,移动顶座装置输送用升降气缸c;所述移动顶座下装置有与输送用升降气缸c连接新的升降板,所述升降板的一侧装置移动推杆;所述移动推杆的一端装置有7字推块一端装置有推框;所述7字推块下装置有挡勾,所述移动推杆的两端之间间隔装置有多个7字推块及挡勾,所述7字推块、挡勾的作用为每个7字推块、挡勾间隔挡勾一个轴承外圈,便于轴承外圈传送装置同步隔送多个轴承外圈在多个位置;
19、所述轴承外圈传送装置的工作方式为:将轴承外圈从轴承外圈输入装置依次间隔传送给工位一检测装置、漏次品装置a、工位二检测装置、漏次品装置b、翻圈装置、工位三检测装置、漏次品装置c、合格品收集装置;
20、所述整体支架包括、调整脚、底框、中框梁、中框边、中框托、安装托座、平台连接块、平台挡块、顶框、主支柱、上支柱、下支柱、控箱框、集料框架;所述整体支架的作用在于支撑各装置与系统,使各装置与系统组合为整体仪器;
21、所述电子检测系统包括hmi人机交互触摸屏、交换机、plc控制器、继电器模块、气动电磁阀组、各路气缸、各路气缸磁性感应器、位移传感器1#尺、位移传感器2#尺、位移传感器3#尺、位移传感器4#尺、位移传感器5#尺、合格品接近传感器、各路气缸磁性感应器、伺服电机a、伺服电机b、伺服电机c、气动电磁阀组、电磁线圈a、电磁线圈b、电磁线圈c;还包括轴承外圈输入装置、工位一检测装置、漏次品装置a、工位二检测装置、漏次品装置b、翻圈装置、工位三检测装置、漏次品装置c、合格品收集装置、轴承外圈传送装置、控制箱;所述位移传感器1#尺、位移传感器2#尺、伺服电机a、电磁线圈a装置在工位一检测装置中;所述工位一检测装置有多个气缸与气动电磁阀组连接,所述多个气缸有气缸磁性感应器与plc控制器连接;所述位移传感器3#尺、位移传感器4#尺、伺服电机b、电磁线圈b装置在工位二检测装置中;所述工位二检测装置有多个气缸与气动电磁阀组连接,所述多个气缸有气缸磁性感应器与plc控制器连接;所述位移传感器5#尺、伺服电机c、电磁线圈c装置在工位三检测装置中,所述工位三检测装置有多个气缸与气动电磁阀组连接,所述多个气缸有气缸磁性感应器与plc控制器连接;所述交换机有局域网连接端口、互联网连接端口;所述交换机与hmi人机交互触摸屏连接;所述控制箱内装置有控制电源、控制主板、气动电磁阀组、交换机;所述plc控制器、继电器模块装置在控制主板上;所述控制箱的正面装置、控制按钮、急停按钮;
22、所述电子检测系统的控制原理及方法为:位移传感器1#尺、位移传感器2#尺、位移传感器3#尺、位移传感器4#尺、位移传感器5#尺将轴承外圈的各项检测数据信号传给plc控制器,所述plc控制器将各项检测数据信号处理后通过交换机传给hmi人机交互触摸屏,所述hmi人机交互触摸屏将位移传感器1#尺、位移传感器2#尺、位移传感器3#尺、位移传感器4#尺、位移传感器5#尺的各项检测数据存储和显示并根据设置程序进行处理后将控制信号通过交换机传给plc控制器,所述plc控制器根据hmi人机交互触摸屏控制信号执行控制继电器模块控制电磁线圈a、电磁线圈b、电磁线圈c、气动电磁阀组,所述气动电磁阀组控制轴承外圈输入装置、工位一检测装置、漏次品装置a、工位二检测装置、漏次品装置b、翻圈装置、工位三检测装置、漏次品装置c、合格品收集装置、轴承外圈传送装置的各项动作;所述plc控制器根据hmi人机交互触摸屏控制信号执行控制伺服电机a、伺服电机b、伺服电机c,从而控制工位一检测装置、工位二检测装置、工位三检测装置对轴承外圈的转动;所述轴承外圈输入装置、工位一检测装置、漏次品装置a、工位二检测装置、漏次品装置b、翻圈装置、工位三检测装置、漏次品装置c、合格品收集装置、轴承外圈传送装置上的各气缸的气缸磁性感应器将动作与位置信号传给plc控制器,plc控制器将此信号处理后通过交换机传给hmi人机交互触摸屏;所述hmi人机交互触摸屏根据plc控制器处理的气缸磁性感应器信息处理各气缸的动作。
23、采用以上技术方案的技术效果是:本发明能将轴承外圈自动流水式送至3个工位检测位置进行检测、3个漏次品装置将次品轴承外圈漏掉、1个翻面装置将轴承外圈翻面、1个合格品收集装置,进行自动检测,自动漏掉次品,自动翻面检测,自动将3个工位检测装置检测合格的轴承外圈收集到合格品收集装置;能自动将被检测的轴承外圈进行转动连续动态检测,进行多点、多次检测轴承外圈的高度尺寸值,进行正反面多点多次检测轴承外圈的内径尺寸值;进行多点多次检测轴承外圈的沟径尺寸值;进行多点多次检测轴承外圈的沟位置偏差值;所述多点、多次检测为每件被检测的轴承外圈转一圈布置有30-100对距离测量点、检测30-100次;能准确的将不合格的轴承外圈检出并漏掉,并能将合格的轴承外圈自动收集在一起;检测速度是人工的3-10倍;不会造成漏检与误检。
24、本发明的有益效果是:检测精度高,误差率低,检测速度快,自动化程度高,检测效率高,检测性能稳定;能促进轴承产品的质量提高,增强轴承产品的生产效率,提高轴承产品的质量统一性,有助于轴承产品的规模化生产,促进轴承产业的科技进步和产业发展,给国家及企业带来不可估量的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!