一种柔性分拣方法、柔性分拣系统与流程
本发明属于视觉分拣,具体涉及一种柔性分拣方法、柔性分拣系统。
背景技术:
1、在经济推动下,我国工业自动化得到了大幅进步,各行各业越来越向着自动化、智能化的方向发展。随着近几年,电气设备、电器电子产品的更新迭代、退役等等,导致废弃电子元器件的规模也急剧增加,造成了巨大的环保压力,而随着国家节能减排要求逐年提高,绿色制造技术日益重要。针对废弃电器电子类产品的零部件拆解、分拣和回收,是绿色制造的重要一环,可大大减少资源消耗,提高资源利用率。但电子元器件种类繁多,回收过程中分拣是其中一大难题。
2、现阶段,电气设备的回收工作仍然主要采用人工的方法,工人工作强度髙且分拣效率低。同时,针对部分高价值的零部件、能够再利用的零部件等等,人工分拣环节易发生暴力分拣等因素而导致零部件损坏。为此,开发柔性分拣系统,将促进绿色制造技术的发展,对绿色制造具有重要意义。
技术实现思路
1、本发明的目的是要解决上述现有人工分拣的技术问题,提供一种柔性分拣方法、柔性分拣系统。
2、为了解决上述问题,本发明按以下技术方案予以实现的:
3、第一方面,本发明提供了一种柔性分拣方法,所述柔性分拣方法包括以下步骤:
4、获取由3d视觉系统采集目标区域的图像信息,所述图像信息包括多个待分拣工件;
5、对所述图像信息进行识别,得到每一个所述待分拣工件的属性参数和抓取待分拣工件的位姿矩阵;
6、根据所述待分拣工件的属性参数,确定所述待分拣工件的分拣放置的目标位置;
7、根据所述待分拣工件的属性参数,对多个所述待分拣工件进行排序,得到抓取顺序;
8、根据所述抓取顺序和所述抓取相应待分拣工件的位姿矩阵,控制机械手将待分拣工件抓取、移动并放置在所述目标位置。
9、结合第一方面,本发明还提供了第一方面的第一种具体实施方式,具体的,获取由3d视觉系统采集目标区域的图像信息,具体包括以下步骤:
10、控制输送机作业,输送机将多个待分拣工件运输至所述目标区域后停止;
11、指令3d视觉系统对所述目标区域进行采集,得到所述图像信息。
12、结合第一方面,本发明还提供了第一方面的第二种具体实施方式,具体的,对所述图像信息进行识别,得到每一个所述待分拣工件的属性参数,具体包括以下步骤:
13、从所述图像信息提取多个所述待分拣工件的形状特征;
14、将所述待分拣工件的形状特征,在预设特征模型库中匹配,得到所述待分拣工件的零件类型。
15、结合第一方面,本发明还提供了第一方面的第三种具体实施方式,具体的,根据所述待分拣工件的属性参数,对多个所述待分拣工件进行排序,得到抓取顺序,具体包括以下步骤:
16、获取机械手当前装载的第一夹具;
17、获取预设的夹具更换顺序,所述夹具更换顺序为若干第二夹具的依次更换排序,所述第二夹具是为完成分拣作业所述机械手需要更换的夹具;
18、将所述第一夹具和所述待分拣工件的零件类型匹配,得到第1优先级的待分拣工件;
19、将所述夹具更换顺序的每个第二夹具和所述待分拣工件的零件模型匹配,得到第n+1优先级的待分拣工件,n为正整数;
20、根据第1优先级和第n+1优先级,对多个所述待分拣工件进行排序,得到抓取顺序。
21、结合第一方面,本发明还提供了第一方面的第四种具体实施方式,具体的,对所述图像信息进行识别,得到每一个所述待分拣工件的抓取待分拣工件的位姿矩阵,具体包括以下步骤:
22、对图像信息进行识别融合得到点云集信息,所述图像信息包括光栅图像;
23、根据所述点云集信息,获取预设抓取空间内的每一待分拣工件的第一位姿矩阵;
24、获取所述机械手的第二位姿矩阵;
25、获取所述3d视觉系统相对所述机械手的第三位姿矩阵;
26、调取预设的所述机械手对每个工件进行抓取的抓取点的第四位姿矩阵;
27、根据第一位姿矩阵、第二位姿矩阵、第三位姿矩阵和第四位姿矩阵,计算得到每一个所述待分拣工件的抓取待分拣工件的第五位姿矩阵;
28、其中,所述第一位姿矩阵为相机坐标体系下的位姿矩阵,所述第二位姿矩阵、第三位姿矩阵、第四位姿矩阵和第五位姿矩阵均为机械手坐标体系下的位姿矩阵。
29、结合第一方面,本发明还提供了第一方面的第五种具体实施方式,具体的,所述柔性分拣方法还包括:
30、将所述3d视觉系统和所述机械手的基座固定设置;
31、设定所述3d视觉系统和所述机械手的基座之间的坐标变换关系。
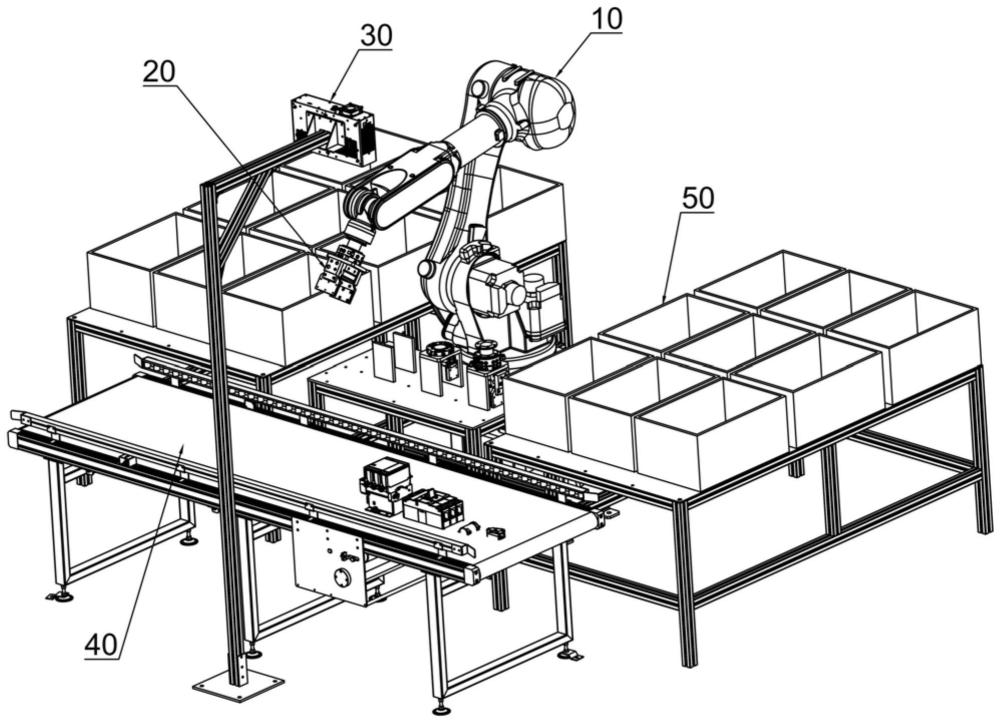
32、第二方面,一种柔性分拣系统,其特征在于,所述柔性分拣系统包括上位机、3d视觉系统和机械手,所述上位机分别与所述3d视觉系统和所述机械手连接;
33、所述上位机包括处理器和存储器,所述处理器与存储器连接,所述存储器存储有所述处理器可执行的机器可读指令,当上位机运行时,所述机器可读指令被所述处理器执行时执行如第一方面所述的柔性分拣方法。
34、结合第二方面,本发明还提供了第二方面的第一种具体实施方式,具体的,所述柔性分拣系统还包括输送机,所述输送机将多个待分拣工件运输至所述目标区域后停止;
35、所述3d视觉系统具有安装支架,所述安装支架位于输送机一侧,所述3d视觉系统固定悬挂在输送机的上方;
36、所述机械手位于输送机的另一侧,与所述3d视觉系统相对设置。
37、结合第二方面,本发明还提供了第二方面的第二种具体实施方式,具体的,所述机械手的两侧分别设置有多个顶部为敞口结构的物料框,一物料框对应一种类的待分拣工件,所述物料框的内腔为放置对应待分拣工件的目标位置。
38、结合第二方面,本发明还提供了第二方面的第三种具体实施方式,具体的,所述机械手配设有多个快速交换夹具,每一快速交换夹具对应至少一种类的待分拣工件;
39、所述快速交换夹具包括夹具本体和快速交换母座,所述快速交换母座连接于夹具本体的上部分;
40、其中,所述机械手的活动末端设置有快速交换公座,所述快速交换公座能够与全部快速交互夹具的快速交换母座适配连接。
41、与现有技术相比,本发明的有益效果是:
42、本发明提供了一种柔性分拣方法,所述柔性分拣方法包括以下步骤:获取由3d视觉系统采集目标区域的图像信息,所述图像信息包括多个待分拣工件;对所述图像信息进行识别,得到每一个所述待分拣工件的属性参数和抓取待分拣工件的位姿矩阵;根据所述待分拣工件的属性参数,确定所述待分拣工件的分拣放置的目标位置;根据所述待分拣工件的属性参数,对多个所述待分拣工件进行排序,得到抓取顺序;根据所述抓取顺序和所述抓取相应待分拣工件的位姿矩阵,控制机械手将待分拣工件抓取、移动并放置在所述目标位置。
43、本发明在3d视觉系统和机械手的组合下,能够以适应不同的工件分拣,且基于3d视觉系统,可以快速识别来料待分拣工件的位姿信息,最终实现对机械手的智能控制,以实现柔性化分拣。另一方面,根据待分拣工件的属性参数来对多个所述待分拣工件进行排序,根据抓取顺序进行依次抓取,能够提高分拣效率和实现不同形状工件的高效分拣。
- 还没有人留言评论。精彩留言会获得点赞!