一种大轴检测设备的制作方法
本发明属于轴类零件的检测设备领域,具体涉及一种大轴检测设备。
背景技术:
1、大轴,通常指的是在各种机械设备中起支撑和传递动力作用的大型大轴。由于其尺寸较大、承载能力较强,因此在许多工业领域都有广泛的应用,如风力发电、船舶、火车、汽车等。传统的大轴检测方法主要依赖于人工目测、测量和判断,这种方法存在许多不足之处,如检测效率低、精度受操作人员技术水平影响较大等。为了提高大轴检测的效率和准确性,近年来也出现了一些自动化的大轴检测设备。但目前的大轴检测设备存在以下问题:
2、1. 检测功能单一:现有的大轴检测设备往往只能实现单一功能的检测,如表面粗糙度、尺寸或内部缺陷等,无法满足复杂大轴的综合性能检测需求。这导致用户需要购买多台设备进行不同功能的检测,增加了设备的投资成本和使用成本。
3、2. 人工参与度较高:现有的大轴检测设备在操作过程中需要较多的人工干预,如调整设备参数、观察检测结果等。这不仅导致检测效率较低,同时会影响检测精度。因为人工操作容易受到疲劳、情绪等因素的影响,导致检测结果的不稳定性。此外,对于一些高精度的检测任务,人工操作还可能因为技术水平的差异而导致检测结果的不一致。
4、因此,基于以上现有技术中的一些情况,本技术进行了进一步的设计和改进。
技术实现思路
1、针对以上现有技术中的不足,本发明提供了一种大轴检测设备,用于解决现有技术检测功能单一、人工参与度较高等问题。
2、为了解决上述技术问题,本发明通过下述技术方案得以解决。
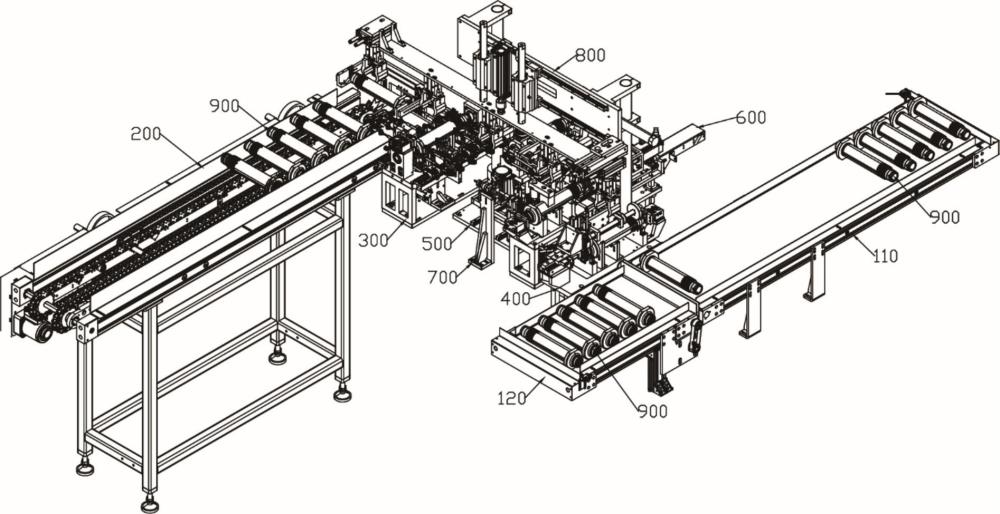
3、一种大轴检测设备,包括机架,所述机架上设置有送料工位、检测工位和收料工位,以及用于在各工位间搬运大轴的搬运机构。所述送料工位内设置有送料机构,以及设置在送料机构靠近检测工位一端的递料组件。所述检测工位内设置有外径检测机构、花键跳动检测机构、槽宽检测机构、螺纹检测机构和标记组件。所述标记组件用于对经过各检测机构检测不合格的大轴进行标记。所述收料工位包括合格品输送带和不合格输送带。
4、所述搬运机构包括搬运支撑架,所述搬运支撑架上设置有搬运基板,所述搬运基板上通过移动导轨装配有搬运安装板,所述搬运安装板通过搬运移动气缸驱动。所述搬运安装板通过搬运升降气缸安装有气爪安装板,所述气爪安装板上装配有送料气爪、切位气爪和收料气爪;所述送料气爪用于将递料组件递上来的大轴进行方向调整并搬运至检测工位,所述切位气爪用于在检测工位内的各检测机构间进行大轴的搬运,所述收料气爪用于将大轴根据检测结果搬运至收料工位内的合格品输送带或不合格输送带。
5、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述送料机构包括送料安装架,所述送料安装架上装设有两块轴承板,所述轴承板两端分别装配有主动链轮轴和从动链轮轴,所述主动链轮轴通过送料电机驱动;所述主动链轮轴和从动链轮轴之间装配有两条平行设置的送料输送链,所述送料输送链的链节上设置有用于支撑大轴的v型支撑片。
6、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述递料组件包括递料固定板,所述递料固定板固定在送料安装架靠近检测工位的一端;所述递料固定板上通过递料气缸装配有递料安装板,所述递料安装板上装配有两个相背设置的递料夹持气缸,所述递料夹持气缸连接有递料夹持板,所述递料夹持板上设置有用于托接大轴的v型递料槽;所述递料固定板在面向送料输送链的一侧装配有递料传感件。
7、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述外径检测机构包括外径支撑架,所述外径支撑架上装配有外径支撑组件、前顶尖座、后顶尖座,以及设置在外径支撑组件两侧的外径检测组件;所述外径支撑组件用于支撑需要检测的大轴,所述前顶尖座和后顶尖座配合以固定大轴;
8、所述外径检测组件包括外径调节导轨,所述外径调节导轨上装配有若干外径感知件;所述外径感知件包括用于与外径调节导轨装配的外径调节座,所述外径调节座上装配有簧片架,所述簧片架上设置有固定端和弹性活动端,所述固定端上装配有接触感应件,所述弹性活动端的正面装配有接触测头,所述接触测头用于与大轴的外径表面接触,所述接触感应件与弹性活动端的背面抵接。
9、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述外径支撑架上装配有两组关于放置的大轴的轴线对称设置的光纤传感器,所述外径支撑组件上对应光纤传感器的发射路径设置有通过孔以形成供光纤传感器的检测光通过的通道;所述大轴具有水平基准面,当水平基准面与水平面相平行时所述光纤传感器的发射路径与水平基准面相切;所述后顶尖座上装配有能够驱动大轴转动调整的外径调整电机。
10、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述花键跳动检测机构包括跳动安装架,所述跳动安装架上装配有跳动支撑组件、跳动压轮组件和跳动检测组件;所述跳动支撑组件用于支撑大轴,所述跳动压轮组件用于带动大轴转动;
11、所述跳动检测组件包括跳动基座,所述跳动基座通过导轨与跳动安装架装配,所述跳动安装架上装配有用于驱动跳动基座移动的跳动前移气缸;所述跳动基座上通过导轨装配有跳动安装座,所述跳动安装座可沿导轨弹性复位;所述跳动安装座上装配有跳动连接轴,所述跳动连接轴上转动装配有跳动检测齿轮,所述跳动检测齿轮用于与大轴的内花键啮合连接,跳动检测齿轮的轴心和大轴的轴心的连线与地面垂直;
12、所述跳动基座上还装配有跳动升降气缸和跳动感知件,所述跳动升降气缸用于驱动跳动安装座进行升降,所述跳动感知件用于检测跳动安装座的移动距离,所述跳动安装座上装配有用于与跳动感知件配合的跳动反射块。
13、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述槽宽检测机构用于对大轴的凹槽进行槽宽检测,所述凹槽位于大轴的两侧;所述槽宽检测机构包括槽宽基板,
14、所述槽宽基板上装配有槽宽支撑台,所述槽宽支撑台上装配有用于支撑大轴的槽宽支撑座;所述槽宽支撑台上还装配有两个水平传感件,所述水平传感件关于大轴的轴线对称设置,进行水平定位时所述水平传感件的检测头抵在大轴的水平基准面上;所述槽宽基板上装配有用于带动大轴转动以进行大轴调平的槽宽压轮,所述槽宽压轮通过槽宽带动电机驱动;
15、所述槽宽基板在槽宽支撑台两侧装配有槽宽感知件,所述槽宽感知件包括检测指针,进行槽宽检测时所述检测指针伸入大轴的凹槽内;所述槽宽支撑台包括槽宽安装座、槽宽移动丝杆和槽宽移动电机,所述槽宽支撑座装配固定在槽宽安装座上,所述槽宽移动丝杆通过槽宽移动电机驱动,所述槽宽移动丝杆用于驱动槽宽安装座进行升降以方便检测指针检测凹槽的槽宽。
16、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述槽宽基板上装配有槽宽检测架,所述槽宽检测架上装配有槽宽气缸,所述槽宽气缸连接有槽宽装配座,所述槽宽感知件装配在槽宽装配座上,所述槽宽气缸用于驱动槽宽装配座向大轴靠近以使得检测指针能够伸入凹槽。
17、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述螺纹检测机构包括螺纹定位台和螺纹检测台,所述螺纹定位台上装配有螺纹支撑板和压紧件,所述压紧件连接有压紧转动气缸,所述螺纹支撑板和压紧件配合对大轴进行固定以限制大轴发生转动;所述螺纹检测台上装配有旋转电机,所述旋转电机的输出端装配有浮动接头,所述浮动接头装配有连接套,所述螺纹通规装配在连接套上,所述螺纹通规能够与大轴的标准螺纹进行啮合。
18、作为本发明所述一种大轴检测设备的优选实施方案,具体地,所述螺纹检测台包括螺纹装配板,所述螺纹装配板上通过导轨装配有螺纹安装座,所述旋转电机装配固定在螺纹安装座上;所述螺纹装配板上还装配有前顶气缸,所述前顶气缸用于驱动螺纹安装座移动以使得螺纹通规靠近大轴;所述螺纹装配板上装配有螺纹传感件,所述螺纹传感件用于感知螺纹通规和大轴顺利连接时浮动接头的变化状态。
19、与现有技术相比,本发明具有以下有益效果:能够对大轴进行多项检测,且检测过程全程自动化,检测效率高,检测精度高。
- 还没有人留言评论。精彩留言会获得点赞!