热敏打印片的自动检测分装装置及其应用的制作方法
:本发明涉及热敏打印头制造,具体的说是一种能够连续对小尺寸薄片产品上的元件设置位置以及电路通断情况进行自动检测,并根据检测结果分拣、分装的热敏打印片的自动检测分装装置及其应用。
背景技术
0、
背景技术:
1、热敏打印片是热敏打印头的关键器件,单个热敏打印片的尺寸较小,其上设置发热电阻体以及相关电气电路,在生产制造过程中,需要对热敏打印片上的元器件以及电路进行可靠质检后,才能够进行下一流程的制造,对于热敏打印片的检测主要包括位于薄板主体表面元器件安装位置的检测、电气电路通断情况的检测,传统检测手段通过人工进行,检测效率低,误差大,随着技术发展,市面也出现了自动检测设备,此类自动检测往往分别针对一个检测功能,例如仅能够实现元器件设置位置的检测,或只能实现对电气电路通断情况的检测,每种检测设备的体积都很大,物料需要反复在多台设备间流转,检测周期长,由于热敏打印片厚度薄、尺寸小、表面光滑,在多套设备中反复流转容易造成其表面划伤,增加表面缺陷发生概率,且检测后的不良品需拣出,良品应整齐摆放准备送至下一工序,为了实现对多枚热敏打印片的稳定承托和码垛,采用托盘完成检测后热敏打印片的收集,很显然由于热敏打印片表面光滑,一旦托盘歪斜,很容易导致热敏打印片从托盘中滑出,在连续自动检测过程中,摆满产品的托盘如何可靠码垛也是需要解决的问题。
技术实现思路
0、
技术实现要素:
1、本发明针对现有技术中存在的缺点和不足,提出了一种能够连续对小尺寸薄片产品上的元件设置位置以及电路通断情况进行自动检测,并根据检测结果分拣、分装的热敏打印片的自动检测分装装置及其应用。
2、本发明通过以下措施达到:
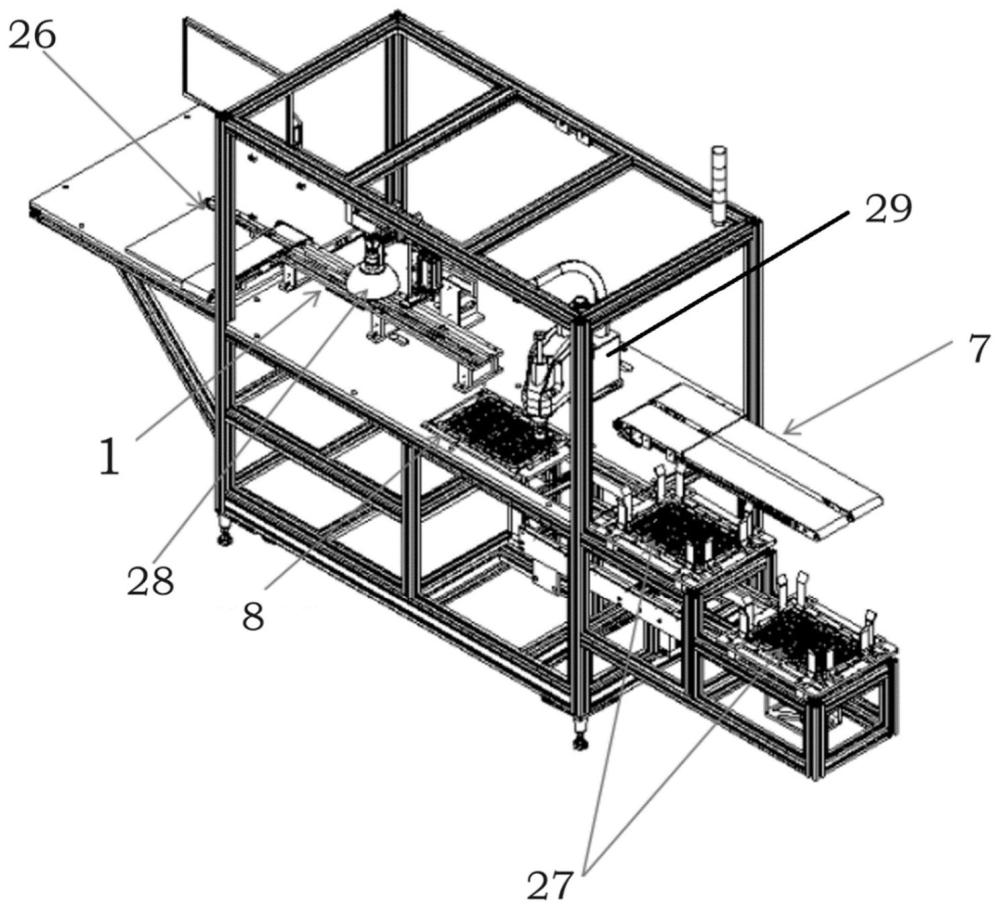
3、一种热敏打印片的自动检测分装装置,设有检测机构,检测机构的后端设有分拣分装机构,其特征在于,所述检测机构中设有用于设置检测位的承托平台,所述承托平台表面设有由上料端向下料端延伸的导向槽,导向槽的底部开设条形拨送槽孔,所述导向槽的宽度大于待检测产品宽度,拨送槽孔的宽度小于待检测产品宽度,承托平台下方设置与拨送槽孔相对应的拨送部件,并设有用于驱动拨送部件由承托平台下方沿拨送槽孔升至承托平台表面的升降驱动部件,和用于带动拨送部件沿导向槽往复运动的直线驱动部件,所述待检测产品由拨送部件推动后,沿导向槽输送。
4、本发明所述承托平台上至少设有一个检测位,相对应的,所述承托平台拨送槽孔下方设有至少两个拨送部件,两个拨送部件分别与直线驱动部件以及升降驱动部件相连,两个拨送部件分别用于将上料端的待检测产品拨送至检测位、将检测位上已检测的产品拨送至下料端。
5、本发明所述拨送部件采用限位柱,所述直线驱动部件采用直线传送气缸,进一步,本发明所述承托平台上设有两个检测位,对应设有三个同时由直线传送气缸带动的限位柱,三个限位柱分别用于将物料由上料端拨送至第一检测位、将第一检测位的物料拨送至第二检测位、将第二检测位的物料拨送至下料端。
6、本发明为了避免在拨送过程中待检测产品在惯性作用下滑动,偏移检测位,可以在导向槽内开设分段式的拨送槽孔,或在导向槽内侧对应每一个检测位的止停端设置弹片,所述弹片朝向导向槽的一侧具有圆滑膨出表面,使拨送时,待检测产品在拨送部件的推动下,侧边与弹片抵压,使弹片形变压缩,待检测产品通过,当待检测产品被拨送到位时,拨送部件停止向前进一步拨送,此时位于检测位的止停端的弹片未被压缩,膨出于导向槽内,对因惯性滑动的待检测产品进行阻挡,使其停留在当前目标位置内。
7、本发明拨送部件的升降驱动部件可以采用升降气缸实现。
8、本发明所述分拣分装机构包括分拣机械手以及托盘流转组件,所述分拣机械手对检测后物料进行分拣,分拣机械手将承托平台下料端的不良品抓取并投放至不良品存放位,将良品依次抓取并拣入位于良品收集位的空托盘中,所述托盘流转组件包括托盘传送组件、空托盘释放组件、满托盘堆码组件,所述空托盘释放组件将空托盘经托盘传送组件送至良品收集位,所述良品收集位的托盘摆满后,经托盘传送组件送至满托盘堆码组件处进行堆码,进一步,所述托盘传送组件中设有传送带机架、传送带,其中传送带机架上平行设置两条传送带,传送带机架上还设有空托盘释放工位或满托盘堆码工位,所述空托盘释放工位或满托盘堆码工位对应的传送带机架下方设有托盘位置传感器,用于检测当前工位区域对应的传送带上是否存在托盘,进而执行后续空盘释放或满托盘堆码。
9、本发明所述空托盘释放组件与满托盘堆码组件中分别设有底板,底板上开设便于托盘通过的托盘通孔,底板上围绕托盘通孔设置两个以上的摆正竖板,所述摆正竖板包括竖直段以及顶部的外倾段,所述两个以上的摆正竖板绕托盘通孔形成漏斗状摆正通道;进一步,所述摆正竖板成对的设置在托盘的顶角处,具体地说,对应托盘的四个顶角处,分别设有成对的摆正竖板,所述成对的摆正竖板中两个竖板夹角呈90°,进一步,成对的摆正竖板之间存在间隙,通过这种设置,能够快速对托盘顶角进行对齐摆正,任一顶角的对齐摆正都有助于快速完成托盘主体的摆正,从而达到无论托盘初始位置如何,均可快速摆正托盘的目的;托盘通孔处还设有位于托盘通孔下方的吸附组件和限位组件,所述吸附组件包括吸附气缸、吸附支架以及设置在吸附支架上的负压吸盘,吸附气缸驱动吸附支架在托盘通孔下方沿托盘通孔抬升至托盘通孔上方,并利用吸附支架上的负压吸盘,完成对位于最下方的托盘的抓取,进一步,在托盘通孔处对称设置两组吸附组件。
10、本发明所述限位组件中设有沿托盘通孔一侧移至托盘通孔内的限位片,限位片用于插入摞叠的两个托盘之间,可便于位于最下方的空托盘在吸附组件的作用下顺利与上侧托盘分离,所述限位片经限位夹紧气缸带动,进一步,所述限位片靠近托盘通孔的一侧设有至少一个片状插入部,便于插入相摞叠的两个料盘之间,进一步,在托盘通孔两侧对称设有两个限位片,并由同一限位夹紧气缸带动两个限位片完成远离/靠近托盘通孔的动作。
11、本发明还设有位于检测机构前端的连续上料机构,所述连续上料机构包括物料传送带,物料传送带末端设有上料推动组件,所述上料推动组件中设有推料块、推送气缸,推料块连接在推送气缸上,且沿物料传送带的一侧将传送带上物料推离物料传送带,并推送至物料传送带末端侧面的检测机构中,为了实现上述目的,所述物料传送带靠近检测机构的一侧设有挡板,挡板上对应检测机构上料端处,设有上料通道,所述推送气缸以及推料块设置物料传送带远离检测机构的一侧,且与上料通道相对设置,进一步,设有用于检测上料通道对应的物料传送带区域是否有待推送物料的上料检测位置传感器,还设有用于检测物料传送带靠近上料通道处是否有待传送物料到达的到位检测位置传感器。
12、本发明还提出了一种如上所述热敏打印片自动检测分装装置的应用,其特征在于,包括以下步骤:
13、步骤1:通过连续上料机构将待检测产品经连续上料机构送至检测机构前端;
14、步骤2:检测机构中的拨送部件将待检测产品由承托平台的上料端送至检测位,并将检测位上已经检测后的产品拨送至承托平台的下料端;步骤3:分拣分装机构中的分拣机械手将承托平台下料端的不良品抓取并投放至不良品存放位,将良品依次抓取并拣入位于良品收集位的空托盘中;
15、步骤4:良品收集位的托盘摆满后,经托盘传送组件送至满托盘堆码组件处进行堆码,托盘释放组件将空托盘经托盘传送组件送至良品收集位后,重复步骤3,直至良品抓取拣入完成。
16、本发明步骤1中,待检测产品经物料传送带被传送至上料通道,由于上料推动组件与上料通道正对设置,当上料检测位置传感器采集到当前上料通道内存在待检测产品,上料推动组件启动,并将待检测产品由上料通道推送至检测机构的上料端,与此同时,到位检测位置传感器检测当前物料传送带靠近上料通道处是否有待检测产品即将送入,若有,则关闭物料传送带,直至当前上料通道内的待检测产品已由上料推动组件推出后,重新启动物料传送带。
17、本发明步骤4中,良品收集位的托盘摆满后,经托盘传送组件送至满托盘堆码组件处,具体为:满托盘经托盘传送组件送至满托盘堆码组件中的底板下方,且位于底板上的托盘通孔的正下方,由位于托盘通孔下方的吸附组件吸附托盘底面,并经吸附气缸驱动吸附支架以及吸附支架上的负压吸盘,在底板下方,沿托盘通孔将托盘抬升至底板上方后,吸附组件收起,当满托盘经托盘通孔上升至底板上侧时,底板上的限位组件打开,使满托盘能够顺利被抬升至由多个摆正竖板组成的漏斗状摆正通道,此后限位组件闭合,满托盘在重力作用下沿漏斗状摆正通道逐渐下落并摆正在限位片上侧。
18、本发明步骤4中托盘释放组件将空托盘经托盘传送组件送至良品收集位,具体为:空托盘释放组件中底板上方摞叠多个空托盘,此时多个空托盘由限位组件中的两个限位片完成支撑,吸附组件打开,吸附气缸带动吸附支架由底板下方将空托盘向上抬升,且吸附支架上的负压吸盘与最下方的空托盘底面相吸,打开限位组件,使限位片移开托盘通孔,通过吸附气缸带动吸附支架下移,将最下方的空托盘从多层摞叠的托盘中拉落至托盘通孔下方,关闭限位组件,限位片移向托盘通孔,用于为在重力作用下经摆正竖板摆正并下落的多个空托盘进行支撑,吸附支架取下的空托盘落在空托盘释放工位下方的传送带上,进行传送。
19、本发明与现有技术相比,实现了对热敏打印片等尺寸小的薄片状产品的精准、快速检测,并能够根据检测结果,对检测后的产品进行自动分装和堆码,提高了生产效率和质量管理水平,减少了人工干预,提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!