线束不良品检测装置的制作方法
本技术涉及机械设备的,特别涉及线束不良品检测装置。
背景技术:
1、目前汽车线束检测,在尺寸,外观检测方面是通过人工利用测量工具进行测量,再将不良品找出,这种检测方式检测效率,生产成本较高,不能满足生产需求。
2、为了克服上述缺陷,现有技术中已有线束不良品的检测装置,其通过载料盘将待检测线束经输送带传送至检测工位,当检测到不良品时,机械手将带有不良品的载料盘取出、人工将不良品取下,这种检测方式仍旧存在检测效率低下的缺陷。
3、为此,亟需提供线束不良品检测装置来克服上述缺陷。
技术实现思路
1、本实用新型的主要目的在于提供线束不良品检测装置,自动化检测线束不良品、精准定位剔除线束不良品并自动补齐载具线束数量,有效提高检测效率。
2、为实现上述目的,本实用新型采取的技术方案为:
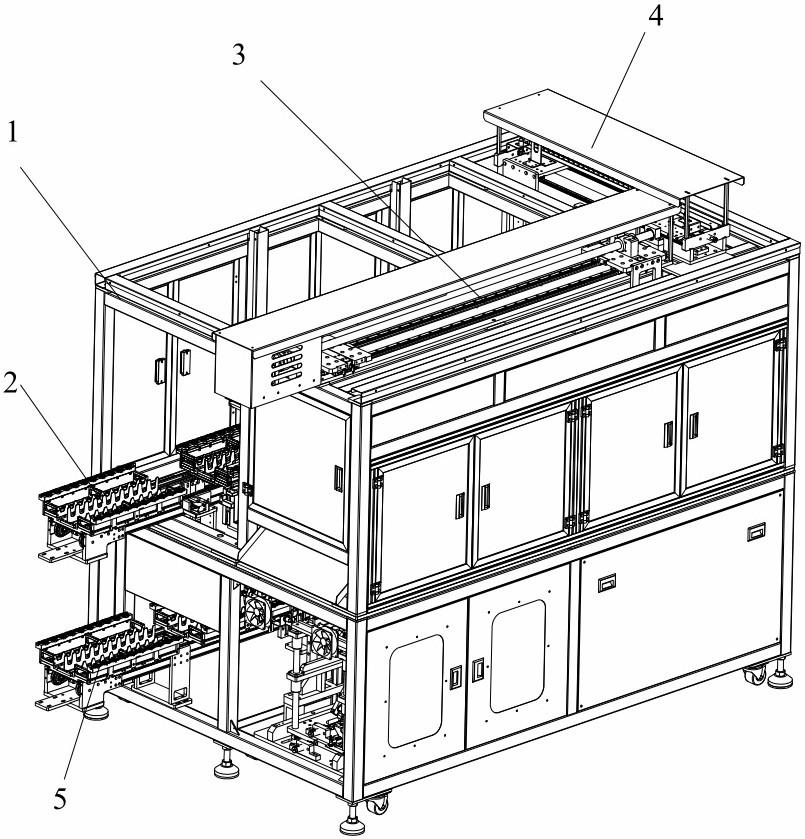
3、线束不良品检测装置,包括:支撑支架,其特征在于:
4、载具检测输送机构,装设于所述支撑支架的工作台上,包括:载有线束的载具于其上移动输送的检测输送线,依次设于所述检测输送线旁侧的监测模组、剥芯模组及测压模组;
5、线束剔除安装处理机构,包括:装设于所述载具检测输送机构一侧、输送载具的第一回流传送线,装设于所述第一回流传送线上方的x轴模组,于所述x轴模组上移动、剔除所述载具上不良线束、并将指定载具中线束移位补齐线束数量不满的载具的线束剔除安装抓手结构,及升降模组升起时补全完整所述第一回流传送线、下降后将空盘载具传送回流至所述载具回流倍速链的载具回流升降台;
6、载具移位机构,安装于所述载具检测输送机构与所述第一回流传送线间、载具移位机械手将已检测线束的载具由所述载具检测输送机构移位至所述第一回流传送线上;及
7、载具回流倍速链,与所述载具检测输送机构呈上下双层结构地装设于所述支撑支架上、用于回流所述载具回流升降台传送的空盘。
8、优选地,所述x轴模组装设于所述支撑支架上、且一端与所述载具移位机构一端垂直设置,所述x轴模组上成型有滑轨,所述滑轨上卡接有与之滑动连接的滑板,所述线束剔除安装抓手结构由两侧边的连接臂固接所述滑板两侧、且悬设于所述第一回流传送线上方。
9、优选地,所述线束剔除安装抓手结构包括:连接两所述连接臂的第一安装固定板,贯穿所述第一安装固定板、驱动伸缩杆模组朝向所述第一回流传送线方向往返运动的驱动气缸,及通过连接安装板与所述驱动伸缩杆模组联动、朝向所述第一回流传送线方向装设、抓取线束的抓手模组。
10、优选地,所述抓手模组包括:分别装设于所述连接安装板两端、与所述检测载具线束放置位相对的第一线束抓手,安装于所述连接安装板上、且设于两所述第一线束抓手间、使用时卡接定位载具用于限位的限位抓手。
11、优选地,所述第一线束抓手包括:一端固定于所述连接安装板上、另一端相互作用夹持固定块的两固定板,贯穿所述固定块且设于所述固定块一端的第一驱动气缸,设于所述固定块另一端、由第一驱动气缸驱动抵接线束的第一夹持部,一端连接于所述连接安装板、另一端成型有卡合滑槽的第二驱动气缸,一端与卡接入所述卡合滑槽的卡合滑动件固接、中间段缺槽由所述固定块贯穿设置、另一端相对面上对应成型有配对使用夹紧/松开线束的夹口的两抓手。
12、优选地,所述第一夹持部包括:一端插接入所述固定块、另一端抵接所述线束的若干抵接件,一所述抵接件与所述线束抵接的一端上成型有与线束匹配的弧形抵接凹槽。
13、优选地,夹紧线束时、所述夹口、所述凹槽及余下所述抵接件位于同一连接直线上。
14、优选地,第一回流传输线输出端处成型有缺块,所述升降模组升起时填补于所述缺块处、上端的卡接部卡接载具,载具于所述缺块处与所述升降模组联动降落。
15、优选地,所述载具回流升降台包括:装设于所述支撑支架内的滑动底板,安装于所述滑动底板上、升起时顶端两侧边抵接于所述第一回流传输线且卡接所述载具的所述升降模组,设于所述升降模组两侧边间、且装设于所述载具下方由驱动电机驱动沿所述滑动底板滑动安装的第一回传输送模组,及一端固设于所述支撑支架内、且悬设于载具回流倍速链上方、另一端延伸至所述第一回传输送模组上方的回流传送轨道,及沿所述回流传送轨道装设、将载具由所述第一回传输送模组抓取移动至所述载具回流倍速链的第三机械手模组。
16、优选地,所述第一回传输送模组设于所述缺块正下方、与降落的载具平行设置,所述升降模组降落时将载具放置于所述第一回传输送模组上。
17、与现有技术相比,本实用新型的线束不良品检测装置,载有线束的载具经所述载具检测输送机构传送过程中、由所述检测模组、剥芯模组及测压模组分别对该线束进行相对应的检测操作后,所述载具移位机构将载具移位至所述第一回流传送线上,所述线束剔除安装抓手结构抓取不良线束剔除,剔除完所有不良线束后由一载具盘上抓取线束补满余下载具中被剔除线束的位置,再经末端输出装满线束的载具,空盘的载具经载具回流升降台传送至所述载具回流倍速链回传重新开始装盘生产。本装置能自动化检测线束不良品、精准定位剔除线束不良品并自动补齐载具线束数量,有效提高检测效率。
技术特征:
1.线束不良品检测装置,包括:支撑支架,其特征在于:
2.如权利要求1所述的线束不良品检测装置,其特征在于,所述x轴模组装设于所述支撑支架上、且一端与所述载具移位机构一端垂直设置,所述x轴模组上成型有滑轨,所述滑轨上卡接有与之滑动连接的滑板,所述线束剔除安装抓手结构由两侧边的连接臂固接所述滑板两侧、且悬设于所述第一回流传送线上方。
3.如权利要求2所述的线束不良品检测装置,其特征在于,所述线束剔除安装抓手结构包括:连接两所述连接臂的第一安装固定板,贯穿所述第一安装固定板、驱动伸缩杆模组朝向所述第一回流传送线方向往返运动的驱动气缸,及通过连接安装板与所述驱动伸缩杆模组联动、朝向所述第一回流传送线方向装设、抓取线束的抓手模组。
4.如权利要求3所述的线束不良品检测装置,其特征在于,所述抓手模组包括:分别装设于所述连接安装板两端、与所述检测载具线束放置位相对的第一线束抓手,安装于所述连接安装板上、且设于两所述第一线束抓手间、使用时卡接定位载具用于限位的限位抓手。
5.如权利要求4所述的线束不良品检测装置,其特征在于,所述第一线束抓手包括:一端固定于所述连接安装板上、另一端相互作用夹持固定块的两固定板,贯穿所述固定块且设于所述固定块一端的第一驱动气缸,设于所述固定块另一端、由第一驱动气缸驱动抵接线束的第一夹持部,一端连接于所述连接安装板、另一端成型有卡合滑槽的第二驱动气缸,一端与卡接入所述卡合滑槽的卡合滑动件固接、中间段缺槽由所述固定块贯穿设置、另一端相对面上对应成型有配对使用夹紧/松开线束的夹口的两抓手。
6.如权利要求5所述的线束不良品检测装置,其特征在于,所述第一夹持部包括:一端插接入所述固定块、另一端抵接所述线束的若干抵接件,一所述抵接件与所述线束抵接的一端上成型有与线束匹配的弧形抵接凹槽。
7.如权利要求6所述的线束不良品检测装置,其特征在于,夹紧线束时、所述夹口、所述凹槽及余下所述抵接件位于同一连接直线上。
8.如权利要求1-7任一项所述的线束不良品检测装置,其特征在于,第一回流传输线输出端处成型有缺块,所述升降模组升起时填补于所述缺块处、上端的卡接部卡接载具,载具于所述缺块处与所述升降模组联动降落。
9.如权利要求8所述的线束不良品检测装置,其特征在于,所述载具回流升降台包括:装设于所述支撑支架内的滑动底板,安装于所述滑动底板上、升起时顶端两侧边抵接于所述第一回流传输线且卡接所述载具的所述升降模组,设于所述升降模组两侧边间、且装设于所述载具下方由驱动电机驱动沿所述滑动底板滑动安装的第一回传输送模组,及一端固设于所述支撑支架内、且悬设于载具回流倍速链上方、另一端延伸至所述第一回传输送模组上方的回流传送轨道,及沿所述回流传送轨道装设、将载具由所述第一回传输送模组抓取移动至所述载具回流倍速链的第三机械手模组。
10.如权利要求9所述的线束不良品检测装置,其特征在于,所述第一回传输送模组设于所述缺块正下方、与降落的载具平行设置,所述升降模组降落时将载具放置于所述第一回传输送模组上。
技术总结
本技术涉及机械设备的技术领域,特别涉及线束不良品检测装置,包括:支撑支架,运输及检测线束的载具检测输送机构,包括:剔除所述载具上不良线束、并将指定载具中线束移位补齐线束数量不满的载具的线束剔除安装抓手结构,及升降模组升起时补全完整所述第一回流传送线、下降后将空盘载具传送回流至所述载具回流倍速链的载具回流升降台的线束剔除安装处理机构;载具移位机械手将已检测线束的载具由所述载具检测输送机构移位至所述第一回流传送线上的载具移位机构,及回流所述载具回流升降台传送的空盘载具回流倍速链。本技术自动化检测线束不良品、精准定位剔除线束不良品并自动补齐载具线束数量,有效提高检测效率。
技术研发人员:吴琼,吴楠,刘柏云,刘展兵,石庆福
受保护的技术使用者:东莞市弘腾自动化智能科技有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!