自动检测筛选设备的制作方法
本技术涉及自动检测设备的领域,尤其是涉及一种自动检测筛选设备。
背景技术:
1、油封是一般密封件的习惯称谓,简单地说就是润滑油的密封。它是用来封油脂的机械元件。在油封生产完成后的出厂过程中,需要检测油封是否符合要求。
2、授权公告号为cn103920659a的中国专利公开了一种自动检测设备的瑕疵品收料装置,一种自动检测设备的瑕疵品收料装置,包括支架、检测组件以及用于放置工件的转盘,所述转盘可转动地安装在支架上,所述支架外设置有至少一个回收组件,所述检测组件用于检测工件的尺寸与外观是否符合生产要求,所述支架上安装有与回收组件一一对应的抓取组件,抓取组件抓起瑕疵品并将瑕疵品放入对应的回收组件内,所述抓取组件包括气缸、转动部,所述转动部首端可转动地安装在支架上,所述转动部末端位于转盘上方并安装有吸盘,所述气缸安装在支架上并与吸盘连接,通过气缸控制吸盘内的空气从而吸盘能吸附或松开瑕疵品。
3、生产后的工件放置于转盘上,工件跟随转盘转动,依次经过检测组件、抓取组件,瑕疵品移动至抓取组件后,吸盘吸附瑕疵品并通过转动部转动带动吸盘与瑕疵品移动至回收组件内。
4、针对上述技术方案,抓取组件对瑕疵品进行抓取时,操作步骤较多,所消耗时间较久,出料效率较低,影响检测效率。
技术实现思路
1、为了提高油封的检测效率,本技术提供一种自动检测筛选设备。
2、本技术提供的一种自动检测筛选设备采用如下的技术方案:
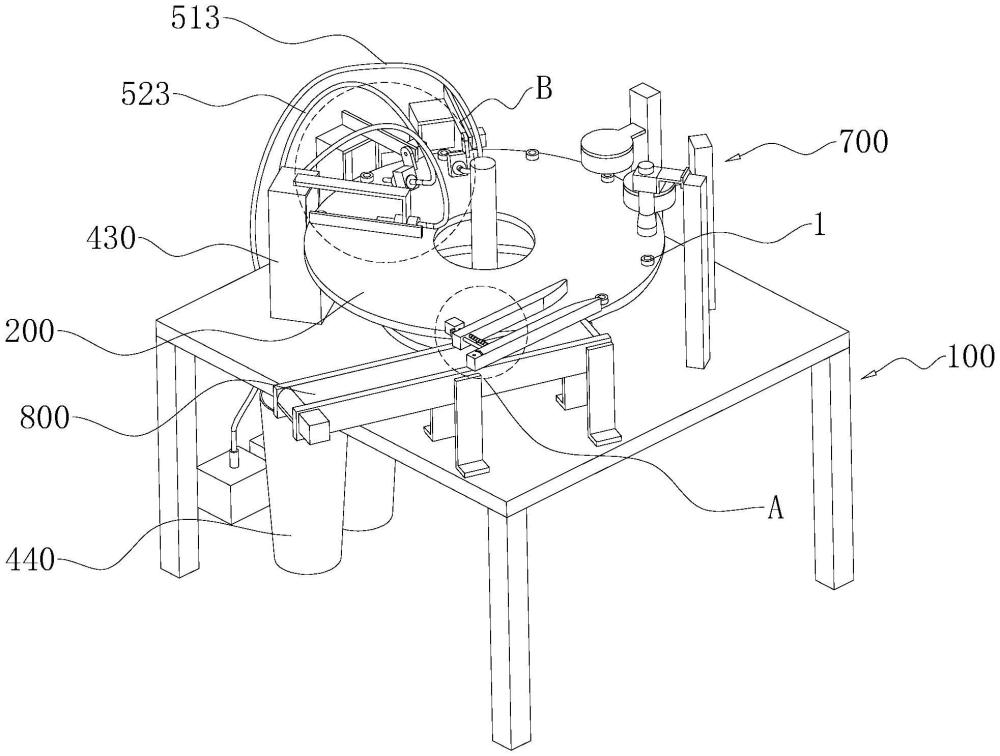
3、一种自动检测筛选设备,包括机架、转盘、检测组件,所述机架还连接有第一收集组件、第二收集组件、第一喷风头、第二喷风头,所述第一喷风头与第二喷风头均位于转盘上方,所述第一喷风头连接有第一供气源,所述第二喷风头连接有第二供气源,所述第一收集组件与第二收集组件均设于转盘周边,所述第一喷风头用于将合格油封吹至第一收集组件内,所述第二喷风头用于将不合格油封吹至第二收集组件内。
4、通过采用上述技术方案,使用过程中,待检测的油封放置于转盘上,转盘转动带动油封转动,油封通过检测装置检测,判断油封是否符合标准,第一供气源向第一喷风头输气,气体通过第一喷风头吹向合格的油封,使合格的油封进入第一收集组件,第二供气源向第二喷风头输气,第二喷风头向不合格的油封吹气,使得不合格的油封进入第二收集组件内,通过第一喷风头与第二喷风头对油封分类并出料,消耗时间短,有助于提高出料效率,进而提高检测效率。
5、可选的,第第二收集组件包括第一导流箱、第二导流箱、第一回收桶、第二回收桶,所述第一导流箱靠近转盘一侧开设有第一进料口,所述第一回收桶设于第一导流箱出料端下方,所述第二导流箱靠近转盘一侧开设有第二进料口,所述第二回收桶位于第二导流箱出料端下方,所述第一导流箱与第二导流箱沿转盘转动方向依次分布,所述第二喷风头朝向第一进料口设置且用于将尺寸不良的油封吹至第一导流箱内,机架还连接有挡板,所述挡板位于转盘上方,所述挡板一端连接于第二进料口内壁,所述挡板用于阻挡经过第二导流箱的外观不良油封并导向油封进入第二导流箱。
6、通过采用上述技术方案,当不符合要求的油封跟随转盘转动时,尺寸不良的油封经过第一导流箱时,第二喷风头向油封吹气使得尺寸不良的油封被吹入第一导流箱内并沿第一导流箱进入第一回收桶内,当外观不良的油封经过第二导流箱时,受挡板的阻挡作用,挡板将外观不良的油封导向至第二导流箱内并沿第二导流箱内进入第二回收桶内,对尺寸不良与外观不良的进行分离收集,以此便于后续进行分类处理。
7、可选的,挡板远离第二导流箱一端连接有第三喷风头,所述第三喷风头的出风口朝向第二进料口设置,所述第三喷风头连接有第三供气源。
8、通过采用上述技术方案,增设第三喷风头,将被挡板阻挡的油封吹入第二导流箱内,尽量避免油封堆积于转盘上,提高油封的出料效率。
9、可选的,机架还连接有传输带,所述传输带出料端承接于转盘上料端,所述传输带用于将油封运输至转盘顶部,所述传输带上方还设置有导流板,所述导流板一端位于传输带上方,另一端延伸至转盘上方,所述导流板用于将传输带上的油封导至转盘上。
10、通过采用上述技术方案,油封上料过程中,油封跟随传输带移动至转盘上,且受到导流板的导向作用,油封移动至转盘上,增设导流板,尽量避免油封跟随传输带移动至转盘的过程中从传输带上掉落,从而提高出料效率。
11、可选的,导流板远离转盘一端转动设置于传输带上方,所述传输带靠近导流板一侧还连接有限位杆,所述限位杆长度方向与竖直方向一致,所述导流板开设有限位孔,所述限位孔深度方向与竖直方向一致,所述限位杆滑移连接于限位孔内,当所述导流板转动时,所述限位杆位于限位孔内。
12、通过采用上述技术方案,当所检测的油封尺寸改变时,需要调整油封在转盘上的进料位置,通过转动导流板来调整导流板将油封导向至转盘上的位置,以此改变油封在转盘上的进料位置,以此对不同尺寸的油封上料。
13、可选的,导流板远离转盘一端还连接有调节组件、限位板,所述限位板长度方向与导流板长度方向一致,所述限位板一端通过调节组件连接于导流板,另一端靠近转盘进料端设置,所述限位板设于传输带上方,所述导流板与限位板间隔形成供油封通过的空隙,所述调节组件用于调节限位板与导流板之间的间距。
14、通过采用上述技术方案,增设限位板,尽量避免油封因自身惯性而脱离规定位置,限位板对油封的移动方向进行限定,使得油封稳定的移动至规定位置,且调节组件用于根据油封尺寸大小调整导流板与限位板之间距离,增加导流板与限位板对油封的适用范围。
15、可选的,调节组件包括丝杆、滑块、第一电机、导向杆,所述丝杆与导向杆均连接于导流板靠近限位板一侧,所述丝杆长度方向与导流板长度方向相垂直,所述导向杆长度方向与丝杆长度方向一致,所述滑块一端螺纹套设于丝杆,所述滑块另一端滑动套设于导向杆,所述第一电机连接于导向杆远离导流板一端,所诉第一电机的输出轴连接于丝杆,所述限位板远离转盘一端连接于滑块。
16、通过采用上述技术方案,调整导流板与限位板之间距离时,通过第一电机转动带动丝杆转动,使得滑块沿丝杆长度方向滑动,限位板跟随滑块沿丝杆长度方向滑动,以此来改变导流板与限位板之间的距离,导向杆对滑块的移动方向其限位作用,使得滑块稳定的沿既定方向移动。
17、可选的,第一喷风头与第二喷风头均连接有转动板,所述转动板转动连接于机架,所述机架还连接有第二电机,所述第二电机的输出轴连接于转动板。
18、通过采用上述技术方案,当油封在转盘上的位置改变后,通过第二电机带动转动板转动,带动第一喷风头转动,使得第一喷风头出风口的朝向改变。使得无论转盘上的油封尺寸大小,第一喷风头的出风口尽量朝向油封最易被气流推动的位置。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.油封通过检测组件的检测,将合格与不合格的筛选出来,合格的油封经过第一收集组件时,靠近第一收集组件的第一喷风头向油封吹风,推动油封进入第一收集组件内收集,当尺寸不良的油封经过第一导流箱与第二导流箱时,靠近第一导流箱的第一喷风头向尺寸不良的油封吹气,气流推动油封进入第一导流箱并沿第一导流箱进入第一回收桶内收集,外观不良的油封受挡板的阻挡与导向作用进入第二导流箱,并沿第二导流箱进入第二回收桶内。合格与不合格的油封从转盘上出料所消耗的时间少,提高效率;
21、2.转盘进料端靠近传输带与导流板,传输带带动油封移动并受导流板的导向作用移动至转盘上,且导流板转动连接于传输带一侧,可根据不同尺寸的油封所需移动到的位置来转动导流板,改变导流板与传输带之间的夹角,以此调整油封移动至转盘上的位置;
22、3.限位板连接于导流板靠近传输带一侧,油封进料过程中在导流板与限位板之间移动,限位板对油封的移动方向起限位作用,尽量避免油封自身的惯性造成油封偏离既定位置,使得油封从传输带移动到转盘上的位置更准确。
- 还没有人留言评论。精彩留言会获得点赞!